




Здравствуйте коллеги,
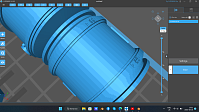
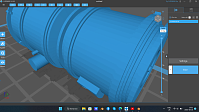
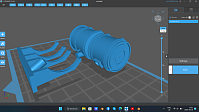
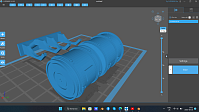
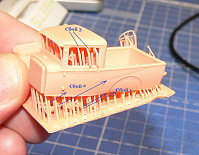
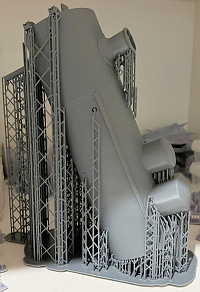
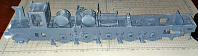
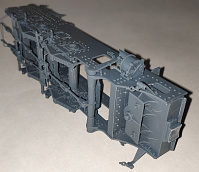
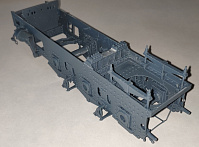
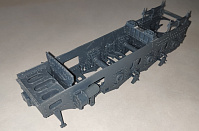
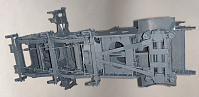
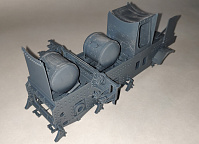
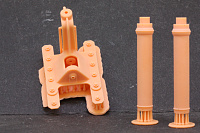
Недавно я смоделировал в Blender фильтр ФВУА-100А для модели Газ-Тигр-М от Meng в 30-ом масштабе.
После опыта с покрышкой от Буханки, мне было проще создать модель.
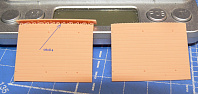
После печати детали, обнаружились слой печати.
Кто нибудь может подсказать как от них избавится?
Печатаю я на принтере Anycubic Photon Mono 4K со смолой Anycubic Grey. Слайсер Chitubox.
Заранее благодарен и хорошего дня.
P.S
Всем спасибо кто помогал мне в проектирований покрышки для Буханки.
Фото в этом сообщений нет так-как новая камера фокусирует хуже, чем старый Canon.
Недавно я смоделировал в Blender фильтр ФВУА-100А для модели Газ-Тигр-М от Meng в 30-ом масштабе.
После опыта с покрышкой от Буханки, мне было проще создать модель.
После печати детали, обнаружились слой печати.
Кто нибудь может подсказать как от них избавится?
Печатаю я на принтере Anycubic Photon Mono 4K со смолой Anycubic Grey. Слайсер Chitubox.
Заранее благодарен и хорошего дня.
P.S
Всем спасибо кто помогал мне в проектирований покрышки для Буханки.
Фото в этом сообщений нет так-как новая камера фокусирует хуже, чем старый Canon.
Нет плохих моделей, есть плохие моделисты.