
Pavel_A
Если уж докапываться до определений, то производство - это процесс создания продукта 
А продукт - произведение труда, законченный результат некоторой деятельности, в том числе продукт творчества (произведение искусства и т. п.).
Так что сам термин "производство", на который Вы ссылаетесь - вовсе не означает что продукт не может являться самоделкой.
Ещё забавно, что в том же ISO/ASTM 52900:2021, есть вот такой текст:
3.3 Processing: general
3.3.1
3D printing,noun
fabrication of objects through the deposition of a material using a print head, nozzle or another printer technology
Note 1 to entry: This term is often used in a non-technical context synonymously with additive manufacturing (3.1.2) and, in these cases, typically associated with machines used for non-industrial purposes including personal use.
Что как бы намекает, что они разделяют промышленные принтеры и принтеры используемые для "домашнего" персонального пользования.
Единственный вопрос, который, как я понимаю, стоит тут - это как оценивать модели на выставках и т.д. Моё мнение - что модели созданные при помощи принтеров, должны находиться в своей категории, отдельно, от моделей созданных полностью вручную из базовых материалов, при условии что оценивается именно мастерство рук автора в частности
Опять же, в таком случае любая "самоделка" в которой использовались любые инструменты, кроме ручных - не могут по логике Pavel_A являться самоделками А-то вдруг человек из дрели сделал микро токарный станок?! А уж если афтермаркет использовал, то вообще беда...
Но соревновательная часть это вообще как мне кажется - отдельное болото, в котором, так или иначе - все либо идут на джентельменское соглашение касательно некоторых условностей в правилах, либо не идут.
Вообще это как сравнивать живопись красками, мольберт там, холст, масло. И картину нарисованную в фотошопе и распечатанную на принтере.
В целом - да. Но при этом ценность одного не умоляет ценности другого. Вот распечатка фотографии нарисованной картины - уже подобной прошлым двум ценности - не несёт )
Я вот не вижу толком в чём вопрос. Если 3Д модель разработана напечатана и собрана одним человеком - Автором - то всё, что нужно указать - это "Авторская 3Д модель" в поле производитель. Является ли такая модель самоделкой?
Это уже реально буквоедство и тут скорее вопрос к терминологии. Если приравнивать "самоделка" к "hand-crafted" и "scratch built" - то нет. То есть тут уже вопрос о том, как каждый человек расценивает именно сам термин "самоделка", поскольку я сомневаюсь, что где-то этот термин закреплён и расшифрован на "законодательном" уровне
Если с ФЕП работало а с нонФЕП нет, значит прилипание к нонФЕПу больше (альтернативно натяг хуже).
Только оно не работало с FEP - на Mars 4 DLP в стоке установлена PFA - это плёнка типа силиконовой. У неё сила отрыва ещё меньше чем у нФеп, но и сама она сильно нежнее. А ещё она прям матовая, что даёт сильную рябь на плоскостях.
Леонид Котенко, dlp версию вы , конечно, взяли зря... в любом случае, не существует "стандартных" настроек! Для каждой смолы на каждом отдельном экземпляре принтера они будут свои! Потратьте вечер/ два, найдите нормальные настройки для смолы! Это обязательное условие чтоб получить хорошие результаты печати...
печатал! именно по ним времена и выставил.
Не сохранилось тестов, сфотографировать?
По настройкам могу сказать что пауза, как всегда у большинства - маловата. я бы меньше 2-х секунд не ставил. И проверить вообще отрабатывается ли пауза при нрезке через читубокс (просто я не печатал на серии моно).
А какой вариант поддержек Вы бы сделали?
Ой, я в этом плане человек безбашенный, я бы поделил покрышки пополам и ставили бы на срезе поддержки ) Я люблю собирать модельки из нескольких частей )
Какое-то общее правило может быть есть, которому мне стоит придерживаться?
Да этих правил тут вроде в теме расписано дофига. Собственно начать надо с простого - калибровочные тесты печатали?
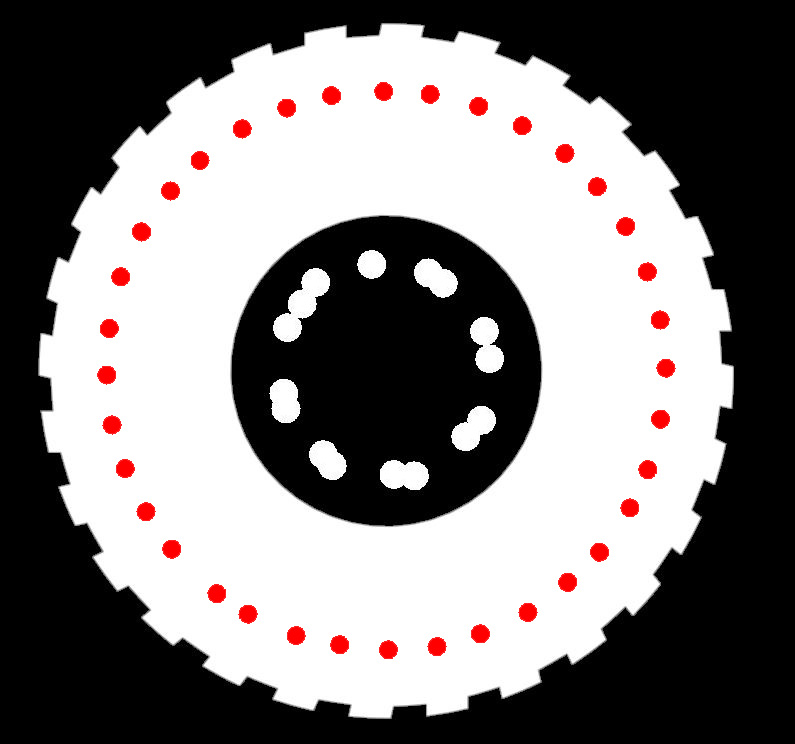
Алексей, глянул слайс. Мне ОЧЕНЬ не нравится как поддержаны покрышки - я думаю что они и создают часть проблем. Поддержки очень маленькие а плоскости очень большие. На скриншоте приложил отношение поддержек к площади. Мало того что они получаются мягкими "медузами", давящими на плёнку, так ещё и покрышки в районе 5,5мм высоты печати создают присоску. С учётом слабых поддержек - это может создавать проблемы в печати. Я вообще удивлён что их не отрывает и они пропечатываются при таких слабых поддержках. Кстати как они выглядят? А то на фотографиях я их нигде не вижу
Короче как вариант попробовать - напечатайте весь стол из клеток с дисками, но без покрышек. Что-то мне подсказывает что будет сильно лучше.
Алексей, смещение в последнем посте на диске колеса - где поддержки прям сместились - это прям последняя печать? Просто не может быть такого смещения поддержек на пол мм, только на одной модели и не быть на другой, если дефект механический. Если смещается весь стол (что крайней мало вероятно) - то смещение будет одинаковое на всех моделях. Кроме того, механическая проблема бы проявлялась независимо от количества моделей на печатном столе. Если на винте был бы дефект - он бы проявлялся и на одиночной модели и на множестве. Разница в механике в плане печати одной детали и множества - в отрыве от плёнки и опять же - в "расплющивании" полимера площадью печати. И я могу допустить что дефект на вертикальных стенках - может быть от плёнки или неравномерного слоя, но такое смещение на дисках, без возврата в первоначальное положение...
Можете скинуть нарезанный файл?
Алексей, не совсем согласен. Характер дефекта, судя по этой одной фотке - всё же отличается от того что было - было сильно хуже. Тут явных смещений я не вижу, как и не вижу того что есть неверная высота модели. Даже надпись, где она отсутствует - вроде находится на нужной высоте.
Я бы, во-первых, проверил слайс в этом месте. Во-вторых - печать всего стола так же требует бОльшей задержки чем печать 4-х деталей на столе, так что пауза может понадобиться ещё больше.
Можете так же попробовать всё же убрать чёрный скотч и заменить на каптон - будет только лучше. А ещё лучше наклеить как Вы правильно поняли - защитную плёнку на проём. после замены чёрного канта. Почему - вроде пытался объяснить на 42 странице. Чёрная лента банально толще чем каптон. Плёнка натянута на рёбра этого канта (в нашем случае чёрной ленты) - чем выше кант - тем сильнее плёнка продавливается, пока не ляжет на сам экран. Задержкой перед засветкой - мы пытаемся дать возможность плёнке успеть подняться с экрана и натяжением вернуться в нулевое положение. Чем меньше расстояние на которое ей нужно подняться - тем меньше требуется пауза. А в случае когда поверх экрана наклеяна защитная плёнка - этого расстояния нет вовсе - плёнка всегда лежит на экране и вообще не провисает (условно, т.к. ещё существует прогиб самого стекла экрана). Это всё не избывит от необходимости задержки, т.к. люфтов всё ещё остаётся много, но это может сильно снизить количество дефектов в виде горизонтальных полос.
Я так понимаю, имеется ввиду вот это. Т.к. разговор шел про пигменты, я вообще не обратил внимание.
Ну, тут тоже есть часть про это. Но на 42й странице велась беседа именно про утопание элементов в подложке. Короче паузу надо ставить больше при подобных проблемах.
Это первое что надо делать (пауза). А механические доработки уже по желанию, если хочется результата ещё лучше.
Сплющивание первых слоёв и полосы на остальных частях модели могут быть напрямую связаны недостаточной паузой. Короче как вариант проверки на вину паузы - пробуйте поставить её координально выше, например 10 секунд и пробовать печатать ту же модель которая имела дефекты. Можно тупо поменять настройки в слайсе через UVTools, это быстрее и проще.
По поводу паузы нижних слоёв. В читу нет настройки Bottom layers resting time, которая позволяет делать паузу для нижних слоёв выше чем для основных. Но этот параметр в файле существует и может быть изменён в UVTools.
Алексей
Увеличьте уже задержку слоя 2 секунды - это ниочём для крупноформатного принтера. Бросайте привычки от маленького фотона - большие принтеры обречены печатать медленнее маленьких. Ставьте Resting Time After retract минимум 5 секунд, лучше больше. Если смола не слишком жидкая - то увеличивайте время задержки.
Кубик плющит по этой же причине - буквально пару страниц назад же с такой проблемой боролись. Ну и конечно надо быть уверенным что калибровка нормально выполнена. Задержку нижних слоёв надо вообще ставить секунд 15, но читубокс такой настройки не имеет (только если Light off дополнительно выставлять). Хотя в формате файла этот параметр есть и через UVTools его можно настроить.
У нижних слоев увеличено время засвета. Из-за этого они "плывут".
Из-за увеличенного времени нижние слои "раздувает" по ХУ, но на деталь по оси Z это никак не влияет. Кроме того много таких слоёв не нужно как раз. 2-3 слоя - более чем достаточно, при условии что все остальные параметры, типа задержки, выставлены правильно и принтер правильно откалиброван.
Ghost-Evg, Agisoft MetaShape (ранее PhotoScan). Ещё можно попробовать Reality Capture, но он работает только на видеокартах nVidia.
Olegen75, безусловно как опора - вещь удобная.
Тем не менее, даже по вашим ссылкам - на мотоцикл ушло 600+ фотографий и на трактор 1800 Так что десятками - чтоб получить хороший фотоскан - не ограничиться да и 2 часа на отсъём того же самолёта - это очень мало В идеале - да, дрон сильно бы помог, но не везде его получится применить - в музее в котором я делал отсъём - полёты на дронах запрещены, например. И это при том что я вёл съёмку по согласованию с музеем. Я использую длинный штатив и управление камерой с телефона, этого хватает для не очень высоких объектов. А так - я уже давно занимаюсь фотосканированием и 3Д моделированием по фотографии, поэтому я знаю тонкости того как надо снимать 
Моделировать по чертежам - реально, только вот настоящих чертежей практически нигде - нет, в основном 99% - любительские схемки, нарисованные по мотивам. Поэтому если хочется точно - то только моделирование по фотографии, факт.
ммммалова-то, если рассчитываете хорошее качество в итоге получить... В зависимостри от размера объекта - может даже светового дня не хватить чтоб всё отснять как следует... На МиГ-23 у меня например ушло около 1200 фотографий и весь световой день с 10 утра до 17 вечера. И результат хоть и достаточный для работы по своей методике, но это далеко не идеальный скан чтоб работать именно по нему.несколько десятков фотографий



Собственно, я к тому что - если думаете что это очень просто и быстро - то хочу огорчить, это довольно серьёзный труд. Помимо того что надо сделать сами фотографии - надо прекрасно понимать как их делать, как настраивать фотоаппарат и т.д.
Olegen75, Марс 2 - самый беспроблемный принтер из тех что у меня были. Вы когда показываете проблемы с моделями - лучше показывайте их на поддержках и прилагайте скриншоты из слайсера - как расположены модели, как поддержки стоят, тогда будет сильно проще помочь. Кроме того, я полагаю тесты печати вы не проводили, сразу в бой? Покажите скриншот с настройками на которых печатаете из слайсера.
Когда читал статьи стоматологов про точность печати заготовок для зубов, я понимал что там так надо. Но мы то "сидим" на принтерах за 15 тыщ рублей : )
Я вас очень сильно сейчас удивлю, но многие стоматологии сидят на точно таких же принтерах )) И точность им как раз особо не важна, во всяком случае не на столько на сколько она важна для классной масштабной модели - они больше пафоса нагоняют
Опять же - смысл не гнаться за именно точностью. Эта точность - рождает детализацию. Как пример на вашей же фотке - фигурка ну очень простенькая, практически без детализации, чего от неё хотеть? Можно ли сделать фигурку с гораздо более богатой детализацией и чтоб при этом она пропечаталась? Да, можно. Вот этого и хочется добиться, тем более когда принтер - то может
п.с. слои краски, как они наносятся в моделизме с аэрографа - редко когда превышают 10 микрон, в лучшем случае вы это на микроскоп сможете сфоткать, ну или с макрокольцами на хороший цифровик
Ghost-Evg, 5 секунд это очень мало для первого слоя. У меня сейчас вообще 15 - 20 стоит. И время отверждения поднимите координально. Поставьте задержку в 20 секунд и время нижних 3-х слоёв, скажем секунд 80. Тогда будет понятно - перекрасили смолу, или проблема всё же в жёсткости конструкции.
Кроме того - это ещё не все методы лечения У шаговых двигателей в наших принтерах есть пружина, причём срабатывает она именно когда идёт движение вниз и когда происходит вымещение смолы. Ход пружины около 0,4мм. Решение - подложить шайбу подходящей толщины чтоб выбрать ход пружины. Эффект сильно заметен. Ну и резиновый демпфер ещё тоже может мешать выдерживанию слоя. Вот интересная статься на тему (на английском):
https://blog.honzamrazek.cz/2019/09/testing-the-precision-of-elegoo-mars-volume-5-whats-wrong-with-the-z-axis-and-how-to-fix-it-finally/
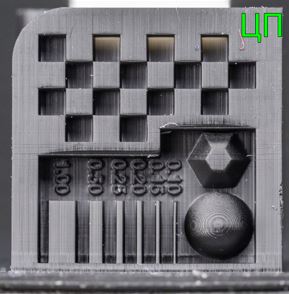
НУ и учтите, что если под "окошком" имеется в виду именно паразитка по Z - нижний ряд отверстий у кубика - то это более чем хороший результат. И вертикальная щель 0,1 - скорее всего заливает из-за АнтиАльясинга, а точнее надстройки Image Blur.
Ghost-Evg, дело в том что наши принтеры не выдерживают внизу заданную толщину слоя, а пигмента добавлено уже столько, что те десятки миллиметров уже не просвечиваются, которые раньше были нужны чтоб приклеиться к столу. Причин в этом - много. Первая причина в том, что Читу - запороли первую паузу перед засветкой первого слоя. Из-за этого - первый, самый главный слой, может получиться очень толстым - до нескольких десяток мм, а вовсе не 50 микрон. Виновники - слабая механика почти всех принтеров, с кучей люфтов, и самое банальное - плёнка, натянутая на чёрную окантовку. Да-да, плёнка по факту не лежит на экране и не упирается об него - из-за этого каждый раз когда печатный стол опускается в ванну и выдавливает смолу как плунжер - плёнка провисает вниз до экрана на толщину этой самой чёрной каймы, которая может достигать 0,2мм.
Решить довольно просто - сдираем чёрный кант, обклеиваем каптоновым скотчем периметр, затем по центру, на сам экран, не касаясь скотча, клеим толстенькую защитную плёнку для планшетов, крайне желательно - глянцевую.
Кроме того необходимо чтобы пауза таки - работала. Для этого есть только вариант танцев с бубнами. Точнее - поднимать всю модель на толщину одного слоя, чтоб самый первый слой - был полностью чёрным и печать фактически велась только со второго, где пауза перед засветкой - нормально отработается. В идеале через утилиту UVTools, убрать время засветки первого слоя - ибо нафига в закрытый экран светить?
Время паузы первых слоёв должно быть реально большим, в зависимости от густоты смолы - 10 и более секунд. 10 реальных секунд, то есть если у нас стоит режим Light-Off Delay - там должно быть более 15 секунд.
Так что, добро пожаловать в мир точных полимеров Именно по этим весёлым причинам - все "пользовательские" полимеры имеют запредельную паразитку по Z.
Ghost-Evg, у меня старенький Hotter. Думаю с точки зрения покупки специально по это дело - оптимальным будет реально сушилка для овощей/фруктов Главное чтоб у неё было достаточно места под детали. Ещё вариант посмотреть электро печки, типа формата с микроволновку.
Алексей ну тогда надо пробовать греть
Ghost-Evg Я бы не стал, если в ней готовите еду )
Но товарищи, учтите что некоторые полимеры даже при 80 градусах начинают трескаться.
А вот у меня стенки ящиков так и не выправились, час стояли на батарее, и всю ночь на теплом подоконнике.
Вы же это делаете ещё ДО дозасветки, так? Если после - то уже мало что поможет...
Ghost-Evg, я даже больше скажу - уже ПОСЛЕ пост засветки - полимеры могут изменять геометрию от обильного контакта с водой например
Нагрев же деталей перед дозасветкой, особенно крупных, как детали корпуса, что у вас повело в итоге, так же помогает снять внутренние напряжения и уменьшить последующую усадку. Кроме того снизить усадку позволяет увеличенное время отверждения, (т.н. двойное время экспозиции), но это долго, сопровождается соответственно паразитной засветкой и т.д. Вообще конечно просто нужен хороший полимер с минимальной усадкой.
Алексей, большинство полимеров впитывают влагу и спирт и из-за этого могут менять геометрию, особенно тонкостенные элементы. Можно им дать некоторое время просто постоять до дозасветки, чтоб спирт и влага испарились - детали примут свою форму. Лучше всего помогает прогрев. У меня стоит аэрогриль для этих целей, часик при 65 градусах и детальки ровные, потом дозасвет.
Думаю в бытовых простых условиях может помочь обычный фен
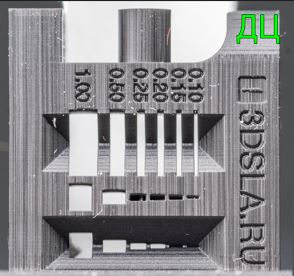
Ну я же написал - щель 0,01)
А, ну это мой косяк, нолик упустил ![]()
Стенка 0,1 пропечатается, но зависит от размеров. А если это борт танка?
Ну это само собой Я пока что минимум стенку делал 0,4мм. Но конечно надо учитывать возможности принтера/смолы при моделировании.
щелями толщиной в 0,01мм - такое никогда не отпечатается
Это почему? )))) Вот вам щель 0,1 а на втором скрине - стенка 0,1...
А как принтер реагирует на косяки при моделировании,всякие пересеченные полигоны и прочее?
Никак. Принтер не работает с 3Д моделью - он печатает то, что нарезает слайсер. И вот тут - вариантов тоже несколько - разные принтеры реагируют на косяки mesh'а по разному, даже разные версии читубокса (самого популярного слайсера на сегодня) - могут по разному нарезать одну и ту же модель.
В общем - чем меньше косяков в модели тем меньше вероятность что при слайсе что-то закосячится Общее обязательное правило - модель должна быть закрытой - то есть быть solid телом. Модель обязательно крайне желательно проверять перед слайсером специальными программами, типа Netfabb, Meshmixer, Materialise Magics и т.д., в них же чаще всего можно и исправить косяки автоматом.
Само-собой нормали должны быть в верном направлении.
Если модель содержит несколько объектов которые друг в друга "вписаны" - в большинстве случаев это не создаёт проблем и такую модель не обязательно объединять в одно тело, однако в редких случаях это тоже может привести к ошибкам в нарезании.
Если работаете со скульптингом над сложным рельефом - обязательно следить за тем чтобы не создавалось каши из полигонов - то есть не было перекрученных друг в друге полигонов. Такие места так же могут привести к косякам.
Ghost-Evg, было бы не плохо и остальные стороны кубика сравнивать. Как минимум - верхнюю Ну и не стоит забывать, что Вы можете упираться в точность самого принтера
Например какая максимальная толщина, вернее тоньщина должна быть у протяженных плоских поверхностей ?
Зависит от многих вещей, от принтера, до используемой смолы и ориентации детали. Я дверцы для вертолёта печатал толщиной 0,4мм и вполне успешно. Но это 72й масштаб и жёсткая смола. В общем - если придерживаться тех же размеров что и в пластиковых моделях - проблем не будет. Во всякой мелочёвке и рельефе - можно легко печатать и тоньше, вплоть до 0,1мм стенки, но учитывать насколько они будут хрупкие.
Чтобы дробить полигоны не везде, а только в нужных местах?
Есть такая штука - "Sculptris Pro". Но я не уверен как хорошо она будет работать на ровном листе стали, без достаточного количества полигонов, могут визуальные косяки, надо пробовать.
Достойный аппарат или за эту цену есть что то получше?
Сейчас доллар взлетел, вообще он стоил около 11 тысяч. Вообще аппарат очень годный, но если работаете в маленьких масштабах, типа 72го - лучше всё-таки целиться на Mars 3. Размер пикселя имеет значение, 50 микрон против 35 - существенно различаются в гладкости поверхности и мелкой детализации. На марс 2 (не про) и на Марс 3 есть от меня подробнейшие обзора на 3Dtoday.
Ghost-Evg, только будьте аккуратны - zBrush мастерски умеет перекручивать полигоны в такие загагулины, особенно после Decimate, что править потом - не переправить модельку.
Экрану капец...
А что, на Сатурнах под чёрной рамкой не наклеена защитная плёнка? На Марс 2 и 3 под чёрную рамку наклеена плёнка защитная.