
1. блендер полигоны не показывает, поскольку на этапе черчения он с ними не работает. Полигоны появляются при переводе файла чертежа в файл stl или его аналог.
К сожалению, Блендер ни разу не CAD и не инструмент параметрического проектирования.
Да, технически, в нем есть Nurbs-ы, но бОльшая часть инструментария и практически все workflow в туториалах пляшут от сетки, от полигонов.
Поэтому сколько полигонов при рисовании изначального цилиндра было добавлено - столько уже дальше и будет, сетка уже такая.
Исправить это можно, но опять таки, дробя сетку в блендере - Subdivision Surface, Multiresolution, Remesh и тп...
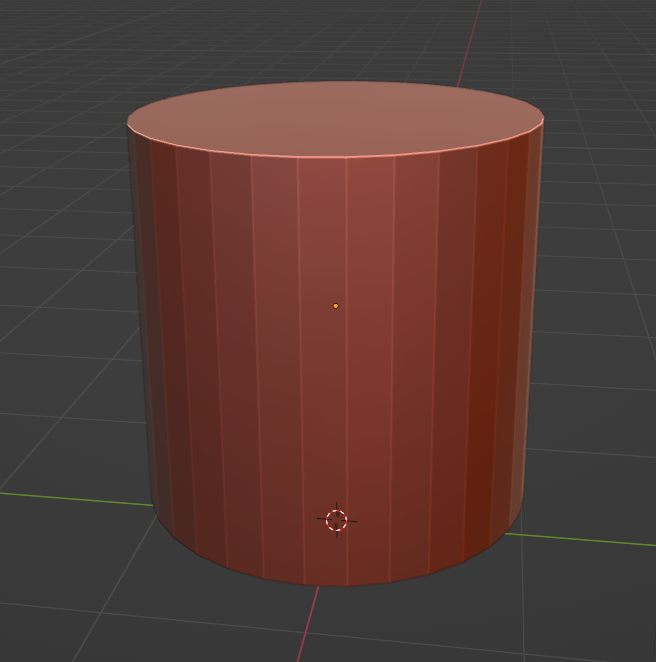
1- В слайсере видны полигоны на модели, но в Блендере их не видно.
Ключевое слово - "не видно".
Уже при добавлении базовых фигур типа цилиндра можно выставить параметры геометрии - сколько будет граней у будущей фигуры.
По умолчанию для экономии памяти в блендере на всех фигурах стоит очень мало, вам нужно насыпать больше граней, раз так в 10.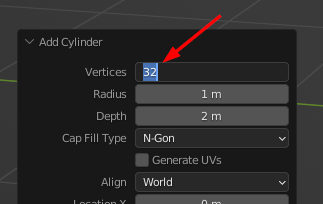
А не видно их потому, что по дефолту стоит режим шейдинга Smooth.
Который прекрасно гладит "граненый стакан" в вьюпорте, но вот на сетку не влияет никак, что и показывает рендер в слайсере, который честно рисует сетку без всяких шейдеров.
Поэтому
1. На всех объектах ставим в контекстном меню Shade Flat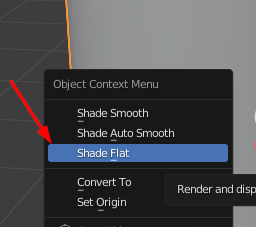
2. Жмем на отображения Solid, выбираем MatCap, цвет по вкусу и главное - галку Cavity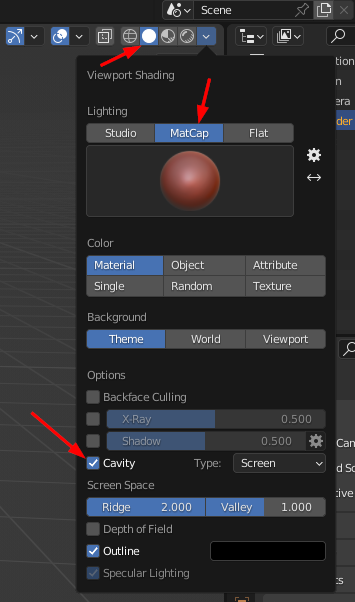
Она дополнительно шарпит грани, было/стало: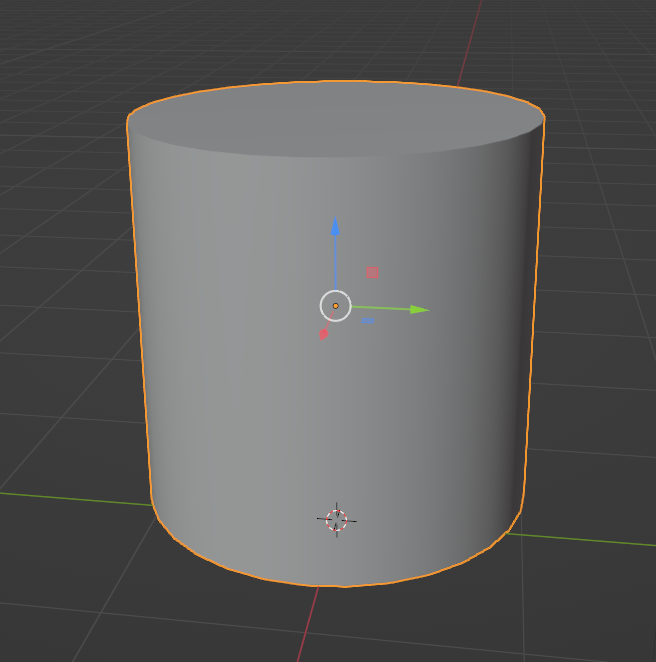
2- При горизонтальном положений фильтра, на напечатанной модели видны слой печати ( судя по всему из-за полигонов).
Горизонтальная печать подобных деталей - в принципе неверный подход.
Печатать надо либо вертикально (но все равно от поддержек а не от стола), либо под углом, возможно даже "оптимальным углом".
Далее - какая толщина слоя, какие настройки АА (сглаживания)?
Выкладываю фотографий готовых покрышек и их сравнение с родными от Звезды.
Отлично получилось!
Свой workflow вы наладили и сделать следующие покрышки вам будет на порядок проще :f09f918d::f09f8fbb:
Можете ли вы мне помочь в этой ситуации.
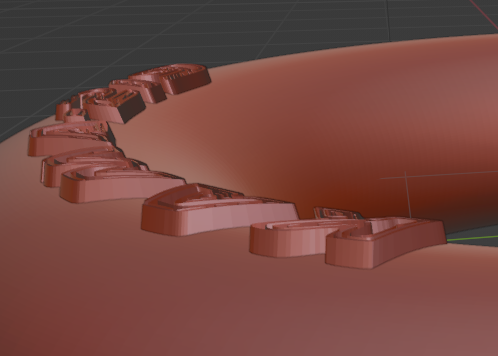
Судя по последней картинке с красным нутром, главная деталь шины, тор c вырезом, у вас свернутая плоскость 0-й толщины.
А это для наших целей печати противопоказано.
Ей нужно дать толщину, например Solidify со смещением во внутрь.
Шина со всех сторон (и внутри тоже) должна быть синяя.
Ну и посмотрите туториалы по шинам в блендере, их натурально десятки, есть даже на русском:
https://www.youtube.com/watch?v=IhzFnnq7dSk

В конце этого способа осталось только выделить 2 внутренних круга, образующих проем шины, и сделать Fill
Чтобы покрышка стала замкнутым объемом с дыркой по центру.
То есть ставится один ствол, а от него веточками ставятся тончайшие поддержки
По описанию это больше похоже на т.н. "пальму" - куча тонких поддержек от 1 среднего ствола.
В ручном режиме даже читу бейсик это умеет уже 2 года.
Полезно для тонких висящих в воздухе деталей, но не как база под чем то массивным.
Также есть "комбинирование поддержек" (личи, читу про) - когда в "лесу" объединяют близко стоящие стволы в 1 и основание леса прореживается.
Но тут надо аккуратно - физику не обманешь и что-то тяжелое вытащить наверх через тысячи циклов отрыва от пленки может только сопоставимая масса поддержек.
водосмываемые смолы
Сам за ненадобностью не пользовался, но есть масса отзывов, что водосмываемые смолы хрупче даже бейсиков.
То есть совсем хрупкие.
Ну и главное - вы залочены на одном типе смолы.
Никакого ABS, Tough, rubber-like и тп
Наверное для старта это хорошо, но для полного спектра печати от спирта и мойки все равно не уйти...
лес поддержек уменьшить до приемлемого уровня
Кроме печати совсем "штучных" деталей типа отдельных ракет или ручек, лес поддержек - это как раз хорошо.
Но с 1 оговоркой - лес тонких поддержек.
Он отлично выдерживает крупные детали и оставляет мало следов после снятия.
как сделать основные и самые крупные и основные надписи с помошью векторизации в бесплатных программах
Уже писал - бесплатный Inkscape https://inkscape.org
Импортируете фото, далее Path, Trace bitmap
Справа или сверху будет панель с настройками трейсинга, нас интересует Single scan для чб-картинок
Соответственно, требования к исходному фото простые - максимальная контрастность между интересующими нас элементами и фоном (в идеале фон должен быть белым) и хорошее разрешение.
Чем чище фото, тем меньше будет мусора после трейсинга.
Далее крутим ручки настроек трейсинга и после Apply получаем результат - векторный объект который можно экспортировать в SVG.
Надеюсь такие мелкие косяки принтер прожует. Если нет то придется менять стиль моделинга.
Чтобы узнать как ваши модели прожует слайсер - не обязательно ждать принтер.
Вы можете прямо сейчас поставить себе Читубокс, экспортировать модель из редактора в OBJ (предпочитаю этот формат, он чуть более структурированный, чем STL) и попробовать ее нарезать.
Даже поддержки ставить не обязательно, просто модель от стола - для проверки на косяки нарезки этого хватит.
Однако процессор нужен весьма серьёзный при оптимизации модели, так как сначала для такого результата нужно делать прямо очень серьёзный сабдивайд (скажем, ствол изначально насчитывал 20 тысяч вершин, чтобы такое нарисовать - их должно стать миллиона 2-5.
А некого аналога Multiresolution-а в ZBrush-е нет?
Чтобы дробить полигоны не везде, а только в нужных местах?
Я пробовал шарик не расплющенный - для тоненького шовчика на сварных швах получается норм. Находил советы плющить трубку, но больно трудоемко. Почему-то в сторону плющенного шарика не смотрел, так как это примерно та же ерунда, что и неплющенный (я так думал). А нет, весьма неплохо. Но блендер, конечно, даёт результаты намного интереснее. Придётся таки учить блендер )
Еще 2 видео про сварной шов в блендере:
Видео #1 - чисто параметрический шов на пересечении 2 объектов, сварка - рандомизированными шариками.
Плюс - подробно разжевывает как работает каждый Geometry Node и для чего он нужен.
Минус - шарики для шва все таки так себе выбор.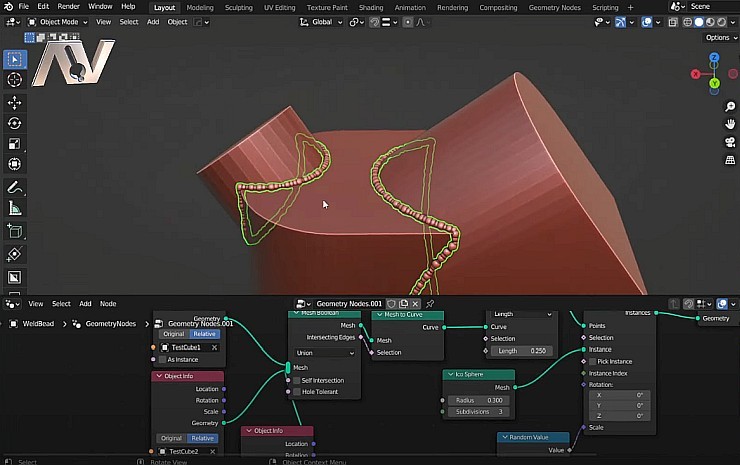
Видео #2 - товарищ запилил аж собственный GNode для сварного шва с гораздо более правдоподобной формой.
Плюс - правдоподобный шов
Минус - недостаточно параметрический workflow, стык нужно вытаскивать в кривую руками и потом еще править ее для того, чтобы шов стало видно.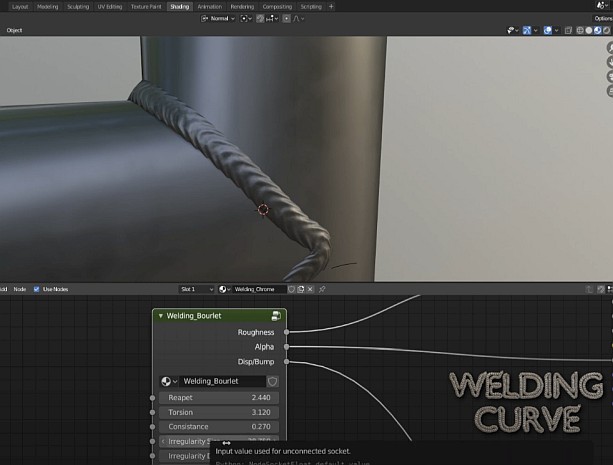
(файл проекта лежит на сайте, требующем регистрацию, я скачал его и приаттачил к сообщению)
Но если попробовать скомбинировать оба подхода, возможно, получится идеальный и целиком параметрический сварной шов...
И кстати, если найти хорошее фото борта покрышки (либо сделать его самому) - через векторизацию и импорт в SVG вполне работает, и шрифт искать не придется:
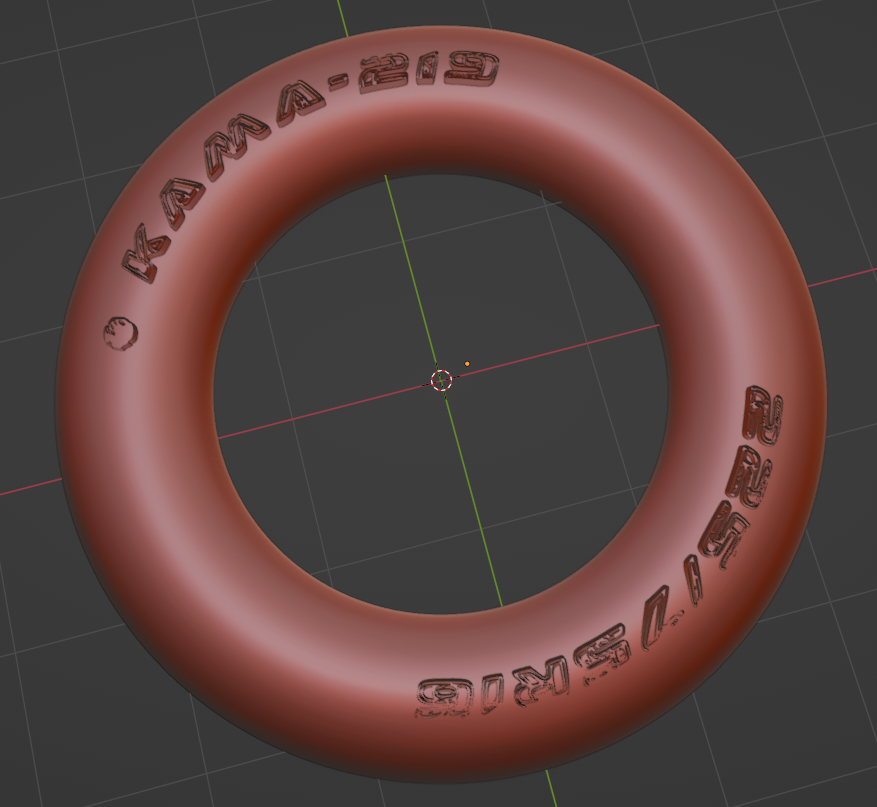
Тут исходное фото всего 800*800, поэтому вектор получился плохой, но как proof of concept - работает.
Только исходник нужен покачественнее...
Для моей модели покрышки КАМА-219 я нашел подходящий мне шрифт для надписи (Aeonis Extended Black Italic).
Скачиваете указанный шрифт по любой ссылке, например отсюда https://xfonts.pro/fonts/aeonis-lt-pro_black-italic
С ним есть маленькая проблема - Aeonis, который доступен в паблике (не только по этой ссылке, а по любой из поиска) не содержит кириллицы, только латиницу и цифры.
После этого перезагрузите блендер, если он был открыт, шрифт уже будет доступен там.
Хоть Блендер и открывает по умолчанию папку C:\Windows\Fonts, на самом деле на виндовые шрифты ему пофиг, ему нужен только TTF-файл, который может лежать в любом месте и устанавливать шрифт в систему не обязательно.
Достаточно выбрать файл по кнопке с папкой: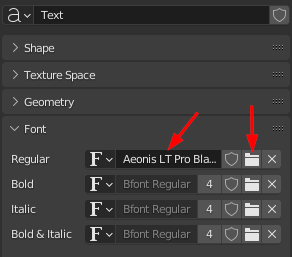
заранее подгадывать, какое количество полигонов нужно на цилиндрах - тоже изрядно бесило. Сглаживание то только при рендере работает ) Ну и ушел на Фьюжн, который, с одной стороны, достаточно прост, с другой стороны, имеет весь необходимый функционал для моделирования техники.
Все так.
Блендер - ни разу не CAD, а исключительно редактор сетки.
С очень мощными инструментами, рендерингом, анимацией, физикой и тд и тп - но в основе именно сетка, а не геометрические примитивы с точными размерами, привычные по CAD-ам.
Так что для хитрых эффектов приходится сочетать эти 2 мира и 2 подхода.
Подскажите, куда копать в сторону моделирования сварных швов? Сами модели у меня лучше всего во Fusion 360 получаются, но функционала сварных швов там нет. Можно вручную скульптить каждый шов, но мне даже страшно представить, сколько это займёт времени в случае большой модели. В Блендере находил инструкцию, но я бы предпочел САД, если можно, потому что перегнав в OBJ или STL о постредактировании модели можно уже забыть - как вышло, так и вышло.
Вижу 2 основных пути:
1. Плющим шарик в каплю и делаем из них массив вдоль грани или стыка - такое умеет даже Fusion 360
В блендере нодами размер "капель" можно рандомизировать и размещать на стыке 2 деталей автоматом.
2. Скульптурим шов руками
Способы можно комбинировать (базовый шов из первого метода, доработка вторым), тк для реалистичного сварного шва нужна неравномерность.
Что касается "остаться в КАДе", то можно замоделить швы в блендере, вырезать места модели со швами и их через OBJ засунуть обратно в CAD как объекты, которые прикручивать обратно к чистой параметрической модели.
Для относительно простых фигур (типа башни танка) процесс не очень трудоемкий.
А вот например для стыка с двойной кривизной это будет уже совсем не так просто...
Либо, построить свой workflow в виде цепочки из CADа и блендера - в CAD-е рисуем основу, а всякие художества навешиваем поверх в блендере.
Если делать не только сварные швы, но и например рельеф литой брони - других вариантов не представляю, CAD тут точно мимо.
Блендер хорош тем, что у него очень мощный функционал модификаторов и нод, один раз соорудив некий эффект из которых, его можно потом легко применить к новому объекту.
См видео выше, где к шву между двумя цилиндрами добавили третий объект, голову обезьяны - и новый шов появился автоматом.
Так и с workflow - исправили условную башню в CADe, засунули ее новую версию в блендер к старой и просто поменяли объект в ноде или скопировали на него стопку настроенных модификаторов.
И готово - заново повторять все операции руками не придется.
Во-первых, когда я конвертирую выделенные нужные мне грани в кривую, у мне появляется полукруг вместо круга.
Надо выделять именно Edge Loops - оно дает замкнутую кривую.
Возможно, у вас на этой стороне колеса они не совсем замкнутые...
Можно просто добавить окружность отдельным объектом и подогнать ее под размеры колеса...
С другой стороны, для конвертации в кривую для текста это не критично, ну будет изгибать по половинке, если текст не на все колесо, то хватит.
Во вторых, у меня надпись не прилагается к плоскости колеса, а также непонятки с модификатором Солидифай.
Рекомендую включить видео с туториалом и повторить все что в нем делают до мельчайших подробностей - нажатия клавиш, параметры в модификаторах.
Блендер славится тем, что изменение одного из десятка параметров в стопке даже из 3 модификаторов может полностью ломать результат или его обнулять.
Поэтому важно сначала научиться 1:1 как в туториале, примерно понять какие параметры на что влияют и только потом уже творить самому.
Столкнулся с тем, что слайсер не видит модель после слайсинга. Редактирование - пожалуйста. Когда слайсим - модель пропадает, ничего не печатается. Уже вторая такая модель. В чем дело?
Проверяйте модель на косяки.
Например, вывернутые нормали.
Или в целом прогон через плагин 3D Print в блендере - он все проблемы посчитает.
Честно говоря, я пробовал ваш способ и автора видео, но у меня ничего не получается.
Это де-факто один и тот же способ, отличие только в тексте по кривой.
Что именно не получается, на каком шаге?
Еще момент - тк подобрать корректный шрифт и интервалы для текста бывает непросто, то его можно сделать иначе.
Взять качественное фото бока шины, векторизовать его в Corel или бесплатном Incsсape (то есть [полу]автоматом сделать растр векторными кривыми), эти кривые выгрузить в формате SVG, далее SVG импортируем в Блендер, конвертим в mesh ну и далее с п.4 тоже самое.
Плюс еще в том, что текст уже будет изогнут по кривой по исходному фото...
Упорно ишя как сделать надписи и различные рельефы в Интернете, я не нашел нужной и понятной мне информации, так как я начинающий в 3Д.
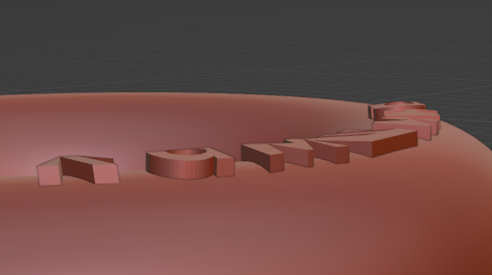
1. Выделяем круг по которому будет идти текст на шине - например, выделяем на грани покрышки один edge, потом Select, Loops, Edge Loops
Дублируем его и превращаем в кривую:Convert to - Curve (тк для кривого текста нужна именно Curve)
2. Добавляем объект Text и в нем в разделе Transform в поле Text on Curve выбираем кривую из п.1
Тут же играемся размерами и интервалами, чтобы буквы были как нам надо
3. Конвертим объект текст в Mesh
Опционально чистим получившуюся сетку модификатором Decimate, Planar
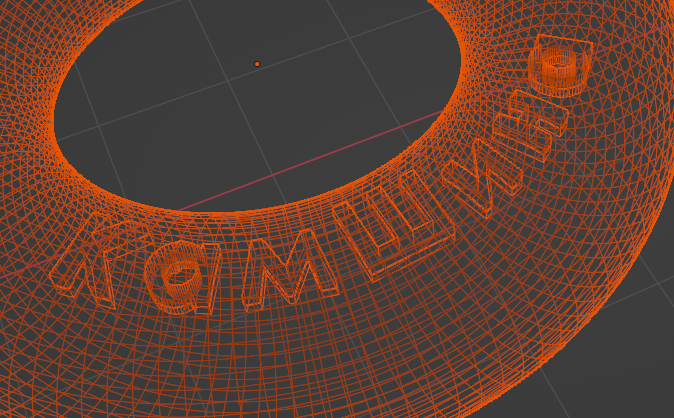
4. Проецируем получившуюся сетку с текстом на шину модификатором Shrinkwrap, режим Project, Negative
5. Добавляем толщину модификатором Solidify с оффсетом в нужную сторону
6. Опционально делаем Boolean шины и текста.
пп.2-6 описаны в данном видео на примере цилиндра, но на тор проецирует точно также, без зазоров:

P.S.
Разберитесь с нормалями внутри шины, они сейчас у вас красные, тк смотрят не туда.
Модель должна быть вся синей, иначе слайсерам очень не нравится и они генерят мусор...
добавление спиртовых чернил
Кстати, о пигментах.
Сам не пробовал, но пишут что еще работает добавление УФ-пасты для печатных плат - искать на али по "UV Curing Solder Mask Ink"
Это именно паста, а значит плотность пигмента выше чем в жидких чернилах:

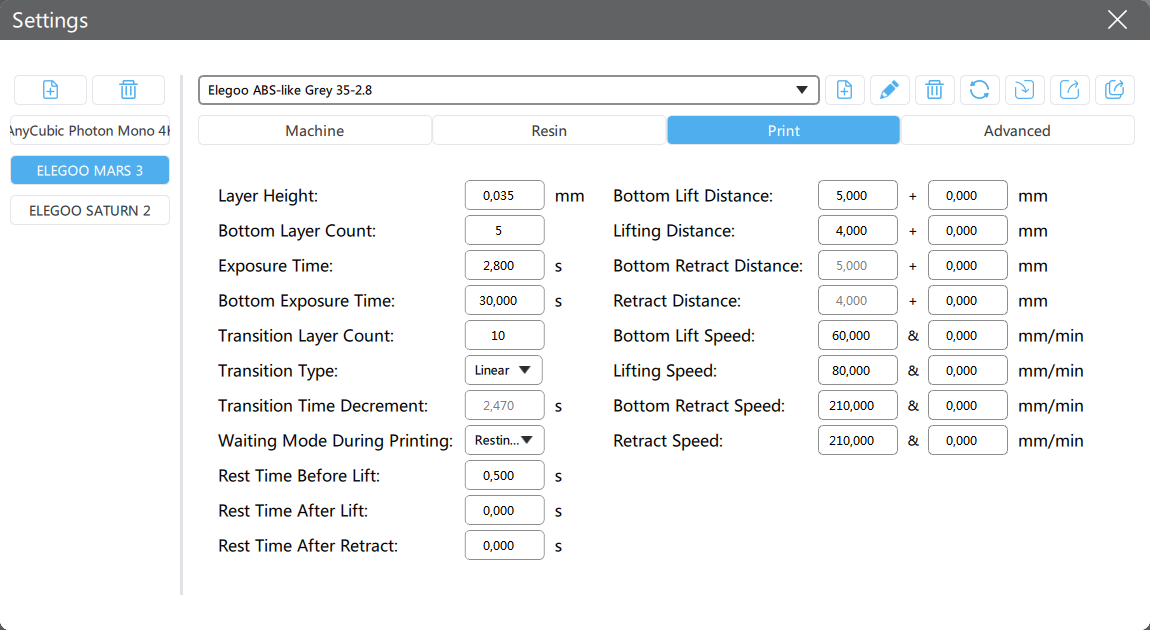
Для серого и бежевого лайка - 2,5 секунды - рекомендуемое время засветки
Я Элегу АБС серую (и другие АБС) на Марсе 3 печатаю на 2.8 с
Меньше - рвет мелочь с тонких поддержек.
Надо почитать, как записать свою настройку в конфиг на самом принтере.
Так выше уже писали не раз, командой
M8500 ; save configurationУбедитесь, что она не закомментирована в gcode-файле
Она горизонтально на столе расположена. Может, поддержек мало, но...
А зачем она горизонтально расположена?
Поставьте ее хоть под небольшим углом - площадь засветки одного слоя, а значит и силы на отрыв, сразу уменьшатся в разы.
Запустил это на Сатурне 2. Вентилятор отключило, но только до следующей перезагрузки принтера.
Видимо, у вас не сработала команда M8500 на сохранение.
На моем Марсе 3 (писал длинным путем, все команды вообще) - запомнило.
У знакомого с Сатурном 2 (он писал уже коротким путем только 3 команды) - тоже запомнило.
Так что я бы попробовал еще раз-другой прогнать файл с 3 командами.
Ну и глянуть для общего развития, что там записано в принтере командой
M8512 dump.gcodeэти люфты так же не выбираются без паузы на нижних слоях - получаем ещё пару десяток - и вот Ваш бутерброд из толстенной подложки в 1,3мм и выходит.
А вот кстати возник вопрос.
Есть теория (не моя), что якобы даже при недостаточно параллельно выставленном столе (особенно характерно для продукции Элегу с его 2 винтами фиксации и неправильной инструкцией, которая советует сначала полностью закрутить передний винт, что гарантированно дает наклон стола относительно экрана) это не критично, тк засветка базовых слоев пробивает даже отстоящие дальше участки стола и базовые слои в конце по факту получаются практически параллельными экрану независимо от исходного угла стола.
Этакое "авто-выравнивание за счет пересвета базы"...
Что скажете?
"Работа принтера, первые настройки.
Спасибо большое!
Так я ещё в обзоре про Марс 2 и в обзоре Марс 3 про это писал и даже файл прикреплял на 3DToday
Перечитал оба обзора, про gcode не нашел.
Не там смотрю? 
Пишем на флешку и печатаем. Это исправит только данные параметры, без изменения всех остальных.
Да, так удобнее.
А Ваш способ переписывает ещё и все остальные параметры
Это не мой способ, мне его поддержка Элегу прислала...
И еще 4 месяца назад он был описан на реддите.
Так же через правку прошивки можно поменять кинематику движения принтера, убрать нафиг не нужный двухступенчатый режим передвижения каретки, добавить плавные ускорения и замедления, увеличить скорость холостого передвижения каретки и т.д.
Вот это круто!
Где почитать? На 3DToday?
Кстати, нашел способ как уменьшить звук вентилятора на Марсе 3 (работает и на Сатурне 2)
На штатной флешке либо в архиве с прошивкой находим файл *.gcode.txt
В нем записаны настройки принтера с кучей комментариев на китайском.
Ищем параметры:
M8030 I-1
M8030 T-1
И правим их на
M8030 I-2
M8030 T-2
До и после: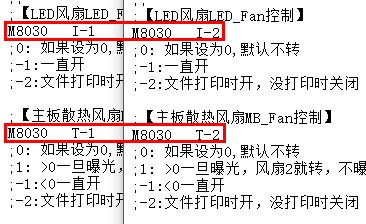
Сохраняем файл, записываем его в корень флешки, запускаем файл на принтере.
После "успешной печати" файла - перезагружаем принтер, выставляем заново Z=0 и готово.
Теперь принтер включает вентилятор только во время печати, а по ее окончании - выключает.
обычная витая пара для компьютерных сетей
Да, тоже вариант.
Но у него есть минус - проволока медная, характерного яркого цвета.
А для всяких антенн хочется темный металл...
он всё равно оставался как бы липким. По крайней мере, у меня такой опыт
Да, совершенно верно.
Если почитать состав фотополимера, то становится ясно, почему так происходит.
Фотополимер состоит из полимеризующихся мономеров, олигомеров, фотоинициаторов и разнообразных специальных добавок.В растворе спирта концентрация всех этих компонент кратно ниже, чем в смоле, поэтому даже если остатки фотоинициатора проинициируют часть мономеров/олигомеров, их просто не хватает на весь обьем.
Часть смолы превращается в "йогурт/сметану", а все остальное остается в растворе спирта и дает ту самую липкость.
В разговоре с коллегой проскочила следующая идея по "очистке" отработанного промывочного ИПС - выставлять на солнце грязный после промывки ИПС. На солнце смола будет твердеть и выпадать в осадок, потом фильтровать эту мерзость и снова использовать отфильтрованный спирт для промывки деталей. Звучит логично, но ввиду сезона - проверить не удается. Кто-то пробовал на практике?
Эту идею переизобретают в среднем раз в полгода...
Кратко - нет, так не работает.
Развернуто - с УФ реагирует только УФ-реактивная часть смолы.
А смола состоит из гораздо большего количества компонент, раствор которых в спирте остается.
Полноценно очистить грязный ИПС можно либо через дистиллятор (выпариванием, как самогон) либо химическим связыванием - сульфатом алюминия.
Для первого нужно покупать дистиллятор и способ пожаро небезопасен.
По второму способу у меня есть развернутый отчет на другой площадке, если интересно - кину ссылку.
И да, разделить раствор смолы в спирте фильтрами тоже нельзя.
Ни простыми, ни керамическими, никакими.
Потому что это раствор.