
@Алексей написал:как будто по ним возили наждачкой
Как указал @Athlon, смола действительно очень мягкая после печати. Вообще, если у Вас есть аэрограф - то никаких проблем с отмыванием деталей от полимера быть не должно. Сначала полоскаете деталь в одной ванне со спиртом (он у нас первичный), затем продумавете на салфетке воздухом с аэрографа - давления 1,5 - 2 достаточно. Затем в чистовой ванночке со спиртом полоскаем второй раз и так же продуваем аэрографом. Я даже свои мельчайшие детальки промываю таким образом - уз ванны у меня нет. И никакого контакта с неотвердевшими моделями щётками/кистями и т.д.
И второе что может быть - это если дно ванночки у Вас царапанное - эти царапины будут на всех печатаемых деталях. По этой причине, я так же ванночку промываю без протирания дна - тупо 2 раза хорошо полоскаю со спиртом и всё. Плёнка таким образом весь срок служюы остаётся прозрачной.
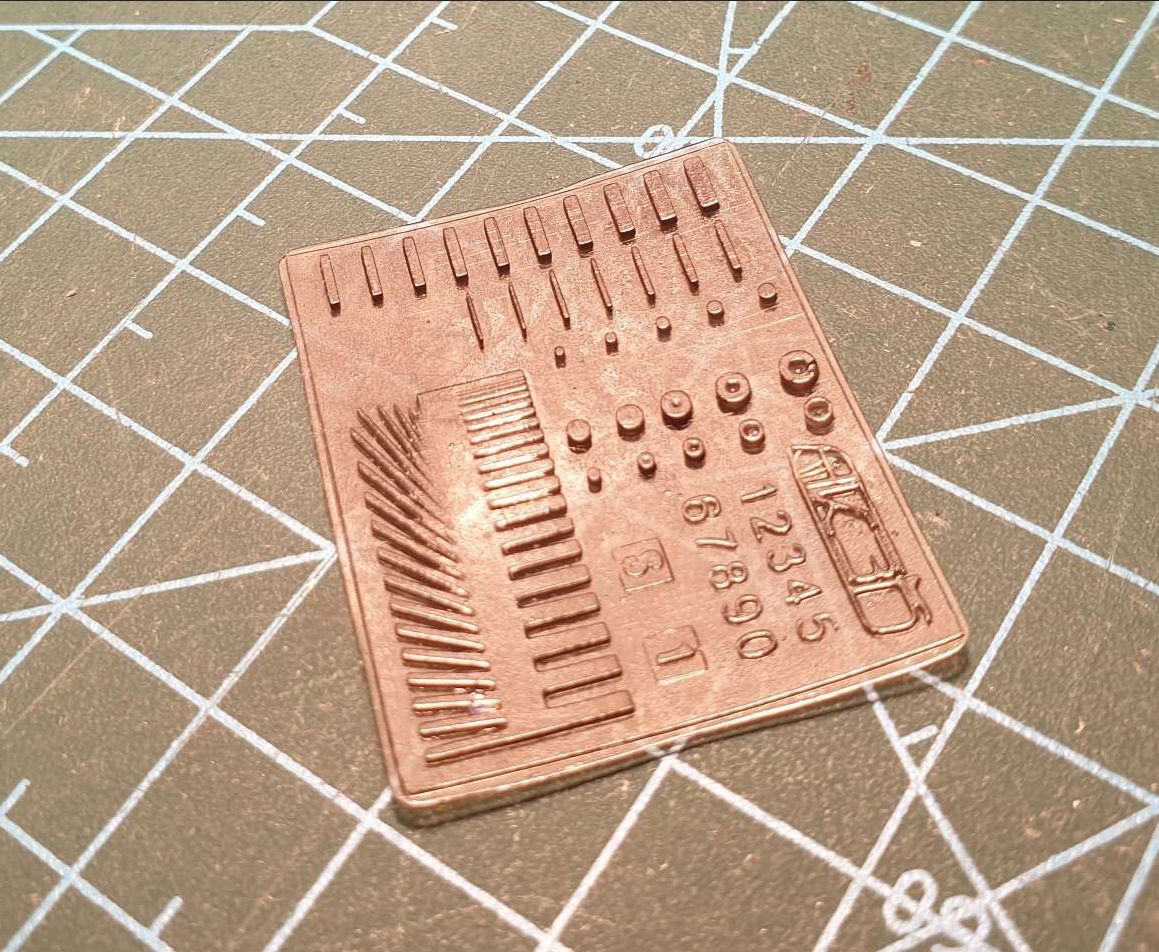
Теперь что касается детализации. У Фотона С она, действительно, довольно ограничена. Для понимания максимальных возможностей принтера и , соответственно, понимания минимальных размеров ширины деталей - я провожу тестовые печати. На моей очень точной смоле - лучший результат, которого можно добиться на не модифицированном Фотоне С, выглядит вот так:
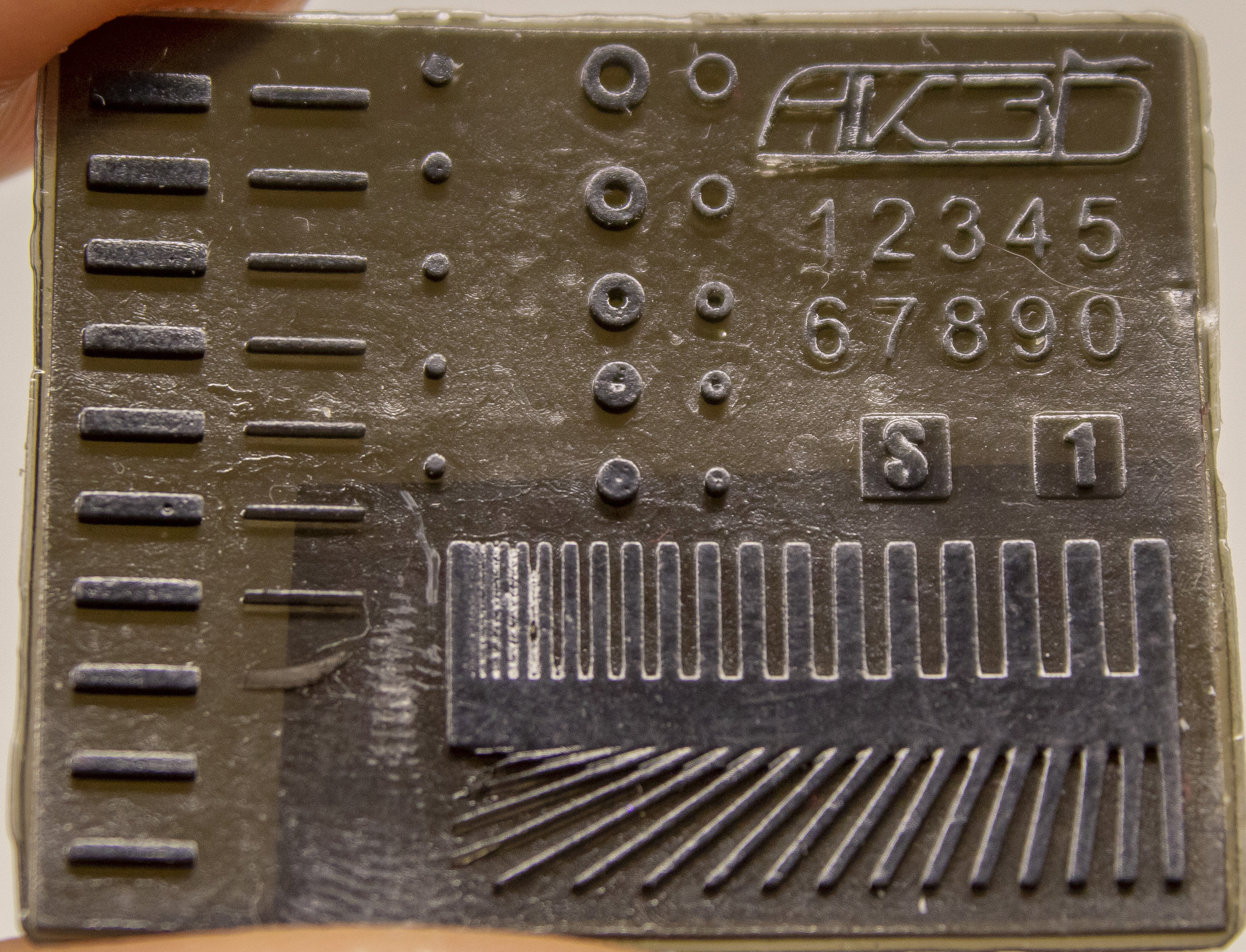
Для понимания - вертикальные стенки - в 2 ряда - слева шириной с 1мм до 0,55мм. Правый ряд с 0,5 до 0,05мм. Соответственно видно, что высокие детали тоньше 0,15мм у меня не печатаются. Цилиндры - с 1мм по 0,1мм. Напечатались лишь 1-0,5мм. Ну и цилиндры с отверстием внутри, для понимания "заплывания" круглых отверстий. Тест печатается 15-20 минут, очень удобно для понимания способностей детализации принтера на связке смола/время экспозиции. Ну а возможную детализацию после модификации принтера на этой же смоле я выкладывал раньше в теме...
Если интересен именно такой плоский тест - вот ссылка. https://drive.google.com/file/d/16hkYIDwT9BpIvmfPPs34eq6dqXuZ7i_J
Альтернативно, раньше пользовался вот таким - но он больше тратит смолы и чуть дольше печатается: https://www.thingiverse.com/thing:165389

@AK3D, спасибо за файлы с тестами, сегодня попробую напечатать. Модифицировать принтер я не готов, из-за риска сломать дорогую игрушку. Так что просто постараюсь достигнуть аккуратной печати на том, что есть.
Кстати, когда посмотрел на ссылку со вторым тестом, вспомнил, что от засветки смола действительно выгибается, так что возможно в прошлый раз у меня корпус магнитолы повело во время сушки..
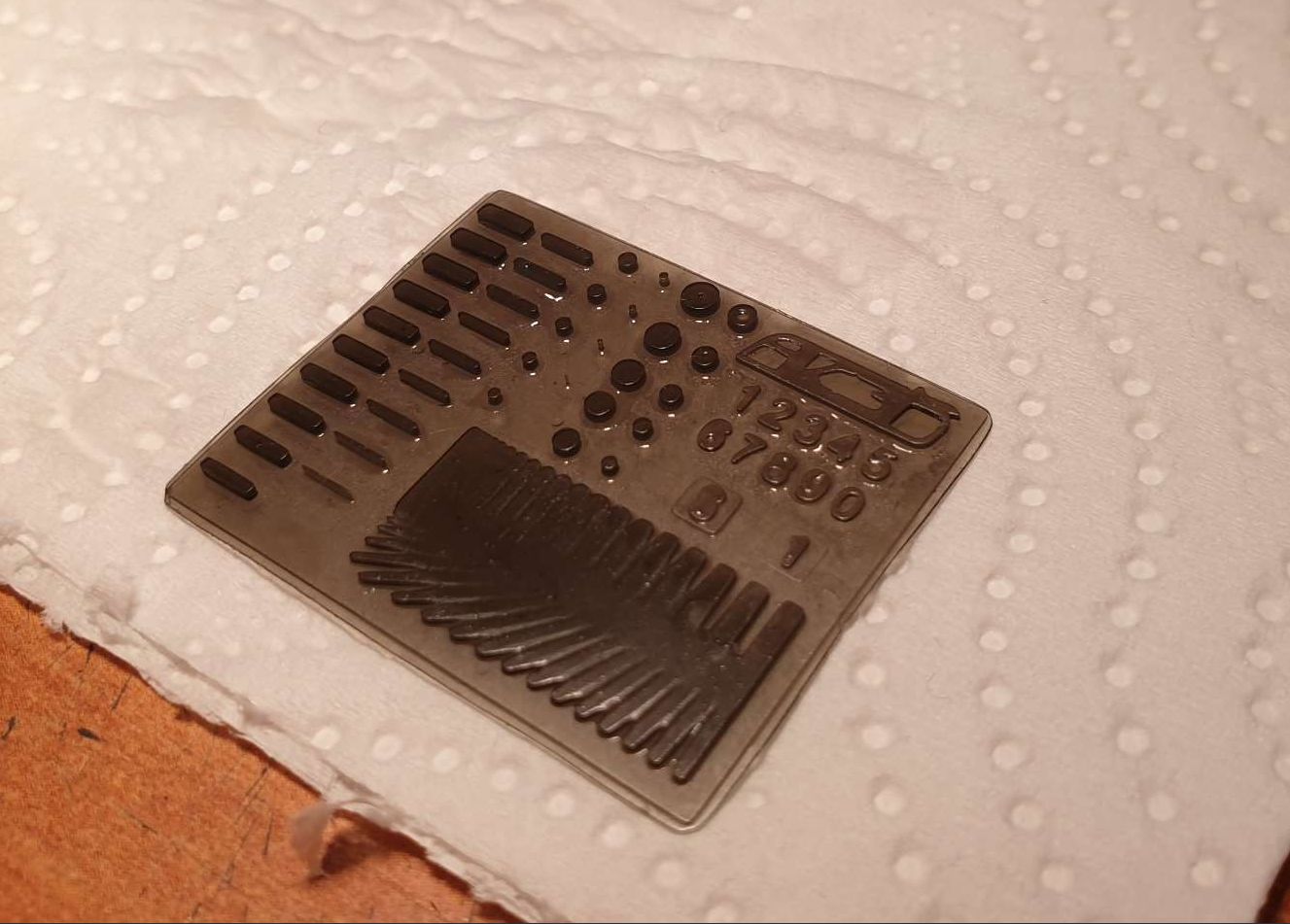
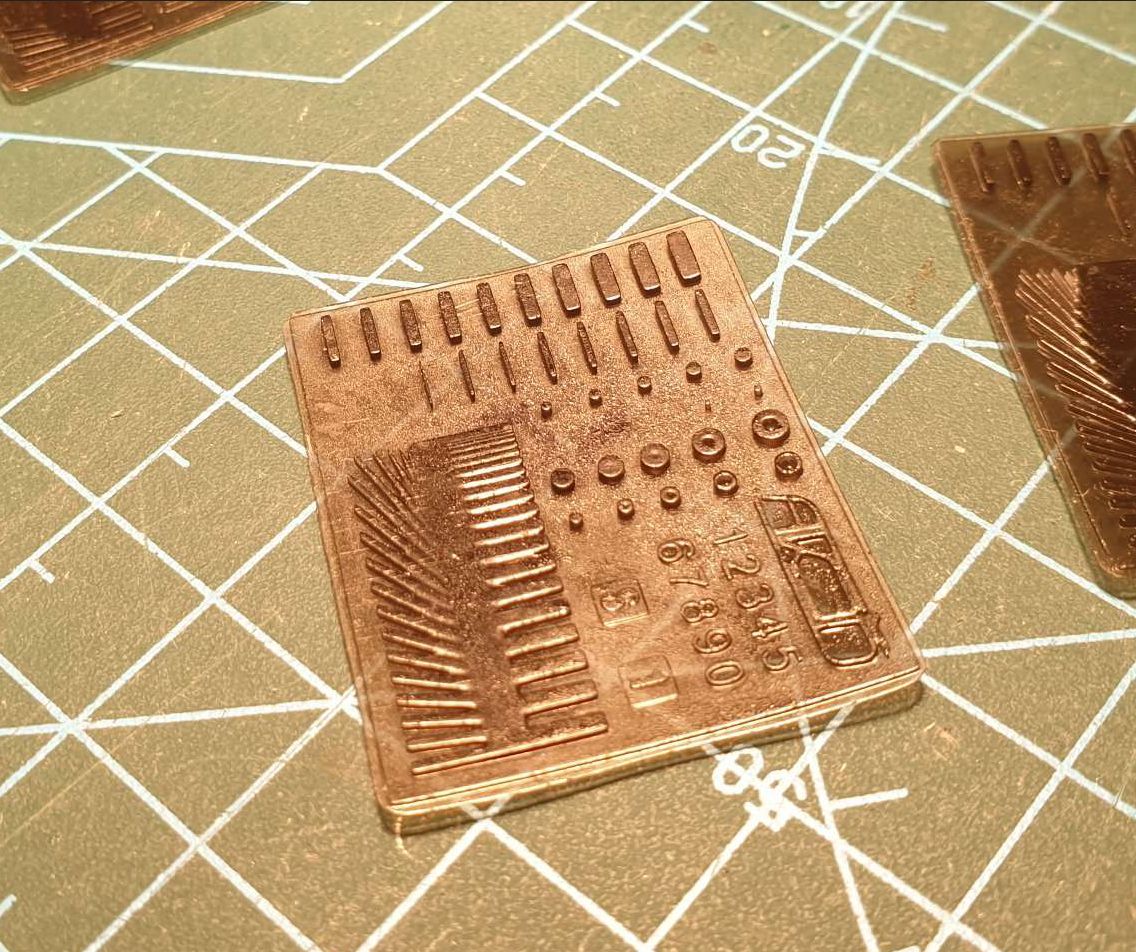
Распечатал пробник. Принтер справляется с мелкой детализацией отдельно стоящих элементов, но при этом зарастают щели и отверстия, как я могу судить из понимания процесса печати, это происходит из-за рассеивания УФ-лучей через мутное дно ванночки. Т.е. надо поменять фелп-пленку и никогда к ней не прикасаться, чтобы не мутнела и не царапалась.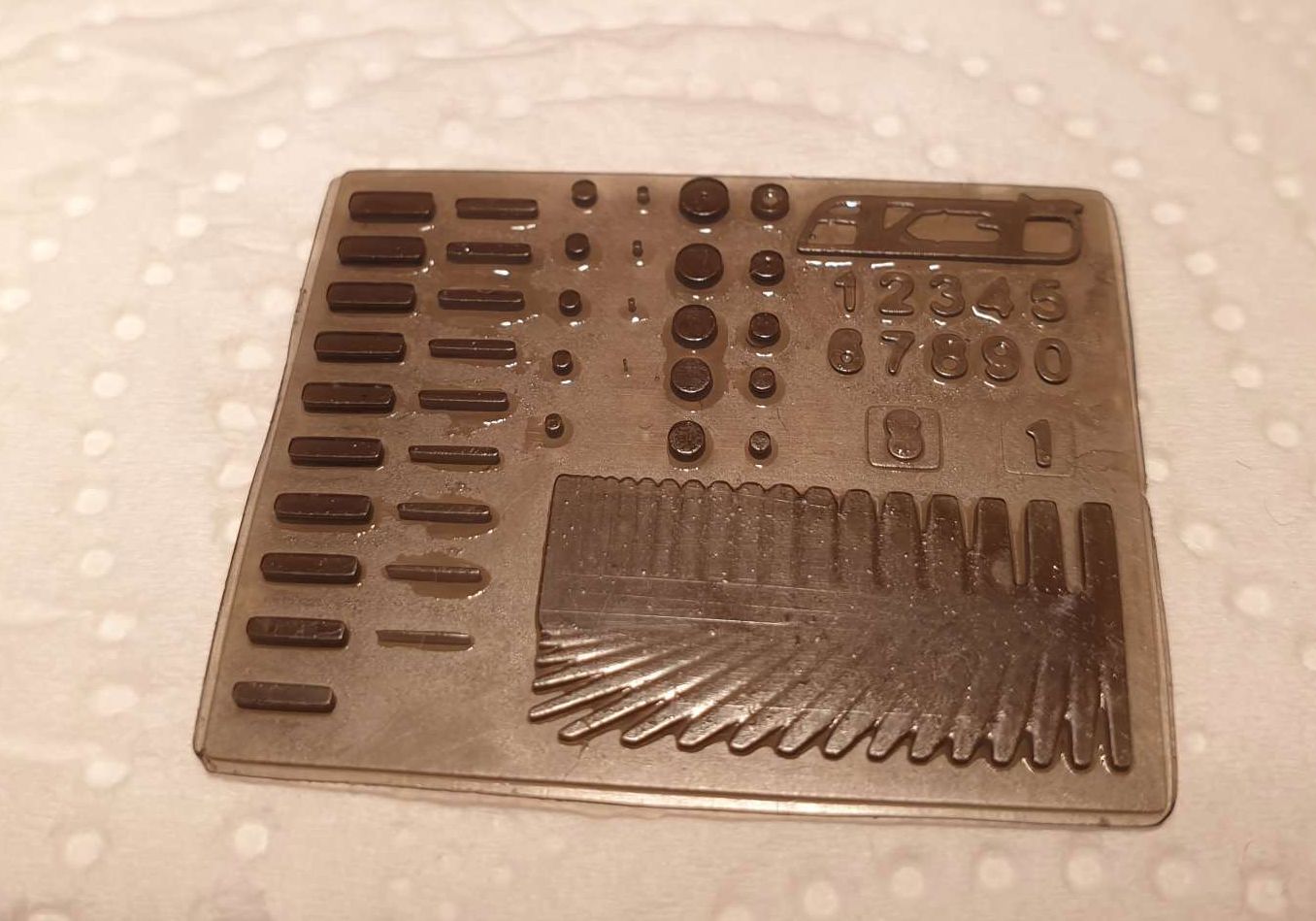
@AK3D, скажите, если оставлять ванночку просыхать после полоскания спиртом, на пленке не остаются разводы от капель?
@Алексей написал:Распечатал пробник. Принтер справляется с мелкой детализацией отдельно стоящих элементов, но при этом зарастают щели и отверстия
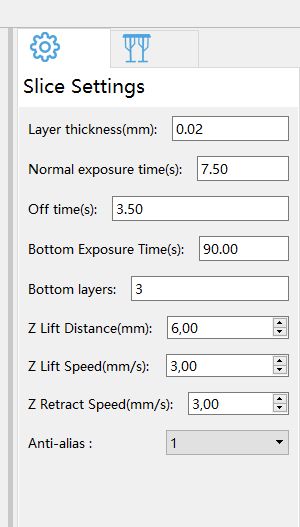
Я бы сказал что у Вас очень сильная переэкспозиция. Всё- таки надо стремиться , чтобы негативное пространство - щели, отверстия и т.д. - более менее печатались. Для начала, перед тем как что то делать с плёнкой - попробуйте уменьшить время экспозиции нормальных слоёв. Сколько секунд у Вас сейчас на нормальных слоях и на какой толщине слоя? Основная проблема такой печати, к сожалению, - конструктив принтера  Мутная плёнка конечно, может оказывать эффект, но она должна быть прямо конкретно матовой на просвет...
Мутная плёнка конечно, может оказывать эффект, но она должна быть прямо конкретно матовой на просвет...
Касательно разводов - по моему опыту - 2 полосканий спиртом хватает, чтобы плёнка была чистая на столько, чтобы это не сказывалось никаким образом на печати. Если ванночку после сливания спирта подержать в вертикальном состоянии чуть подольше - видно как спирт прямо плёнкой стекает. Первый раз оствит небольшие лужицы, а второе полоскание чистым спиртом достаточно очистит ванну. После сливания первого и второго - так же я продуваю ванну аэрографом. Если что-то прямо очень жёстко не хочет отмываться (если у смолы выпадает пигмент в осадок, например), то можно протереть, но обязательно мягкой микрофиброй, желательно такой, которую используют для полировки ЛКП автомобиля - это минимизирует образование царапин.
@Алексей написал:гуглотаблицы, которую приводил раньше
Упс, пропустил я эту строчку раньше у Вас. Нельзя этой таблицей пользоваться для Photon S - гуглотаблица составлена для обычного Photon , а его мощность УФ засветки раза так эдак в 2 меньше.
У Вас есть вариант либо печатать по одному тесту вручную уменьшая время нормальных слоёв, либо выполнить комплексный тест на экспозицию (должна стоять последняя прошивка принтера и нужен спец файл, так называемый R_E_F_R). Этот тест делает за одну печать сразу 8 вариантов экспозиции с разницей в 1 секунду.
Я попробовал на Вашем месте вот так:
Normal exposure: 5
Все остальные параметры вполне годные.
Потом судя по этим 2м тестам можно будет угадать оптимальное время для Вашей смолы.
Не бойтесь потерять часть позитивной детализации - проще в 3Д модели специально увеличить выступающие детали, чем вообще никак не получить негативные, которые обычно "расширить" на 3Д модели гораздо сложнее.
@AK3D написал:(должна стоять последняя прошивка принтера и нужен спец файл, так называемый R_E_F_R). Этот тест делает за одну печать сразу 8 вариантов экспозиции с разницей в 1 секунду.
R_E_F_R сейчас вроде уже все прошивки умеют.
Свой Фотон С брал еще в феврале - умел из коробки.
@Сергей написал:R_E_F_R сейчас вроде уже все прошивки умеют.
Свой Фотон С брал еще в феврале - умел из коробки.
Я просто обратил внимание на интерфейс скриншота, приведённый Алексеем - и это явно старая версия Photon Workshop, ещё до ввода R_E_F_R, поэтому решил об этом упомянуть.

Алексей, считаете что для Фотона-С 5 секунд нормально?
У меня почему-то появились "плывуны". Поставил 6 сек. Как раз сейчас печатаю. Посмотрю как получится.
@Дмитрий написал:Алексей, считаете что для Фотона-С 5 секунд нормально?
У меня почему-то появились "плывуны".
Считаю что для определения корректных настроек на конкретном принтере под конкретную смолу - необходимо делать серию тестов по определению экспозиции. Любые данные из сети можно лишь использовать как базу, так как партии смолы могут отличаться по скорости реакции, особенно у китайцев. Кроме того - мощность диодов в массиве засветки даже на одном принтере - различаются по мощности.
Плывуны - следствие не только недосвета, но и неудачного расположения детали, или слишком большой площади сечения на слое. Как вариант борьбы, если невозможно уменьшить толщину сечения - сильно уменьшить скорость отрыва детали и увеличить задержку перед засветкой слоя.
@AK3D написал:Плывуны - следствие не только недосвета, но и неудачного расположения детали, или слишком большой площади сечения на слое. Как вариант борьбы, если невозможно уменьшить толщину сечения - сильно уменьшить скорость отрыва детали и увеличить задержку перед засветкой слоя.
Вот это наверное стоит попробовать.
Скорость отрыва уменьшу, паузу перед засветкой немного увеличу.
Пленка у меня с царапинками. Есть одна в резерве новая. Стоит наверное уже ставить.
Спасибо за подсказку!
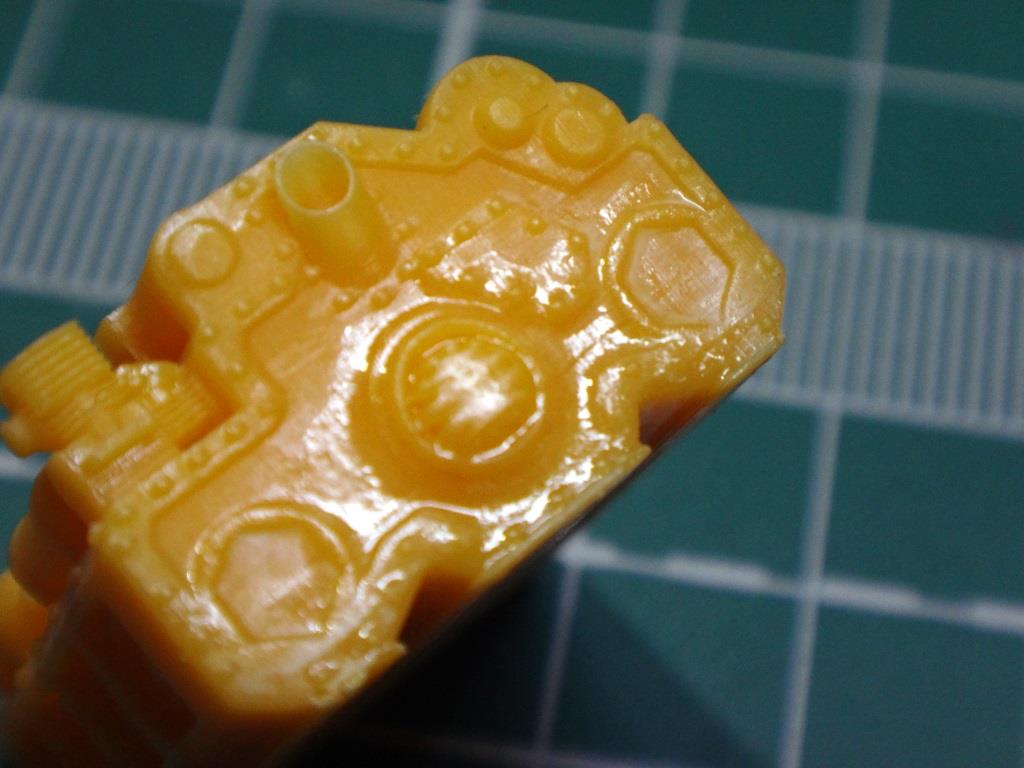
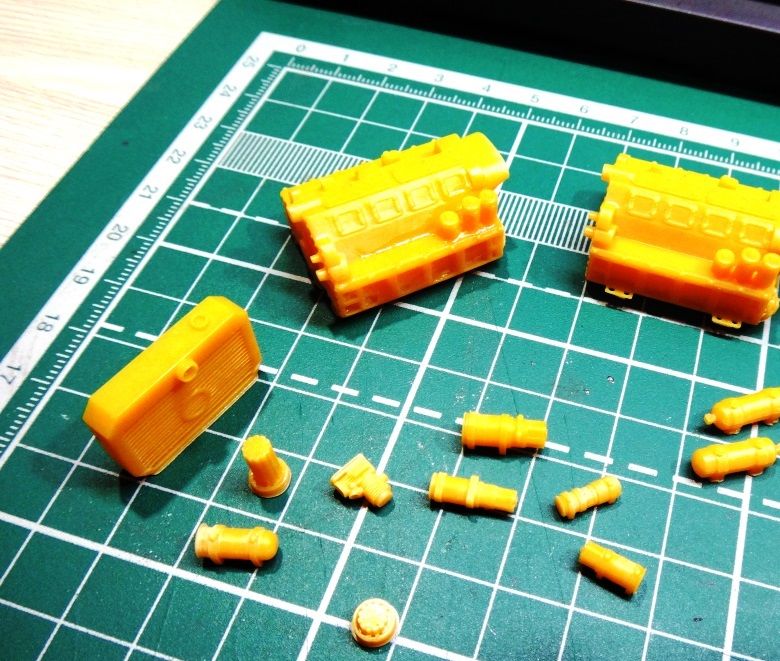
Собственно печать закончил. Прогрес есть. Вышло лучше старого двигателя. Особенно радуют мелкое навесное оборудование, воздушные баллоны и фильтра. Компрессор (высокого давления) вообще БОМБА. На фото не видно, но прорисовались все (!!) ребра охлаждения.



Буду новеньким, в данной теме. С сего дня являюсь обладателем своего первого фотополимерного принтера Anycubic Photon Mono.
Вот и первый тестовый пробник:


И честно, то доволен до жути качеством печати.
Было сегодня время поиграться с настройками печати.
В некоторой мере неприятным оказался результат, что в зависимости от таймера засветки я теряю либо детализацию на выпуклых деталям, либо на впуклых ![]() (негативная детализация).
(негативная детализация).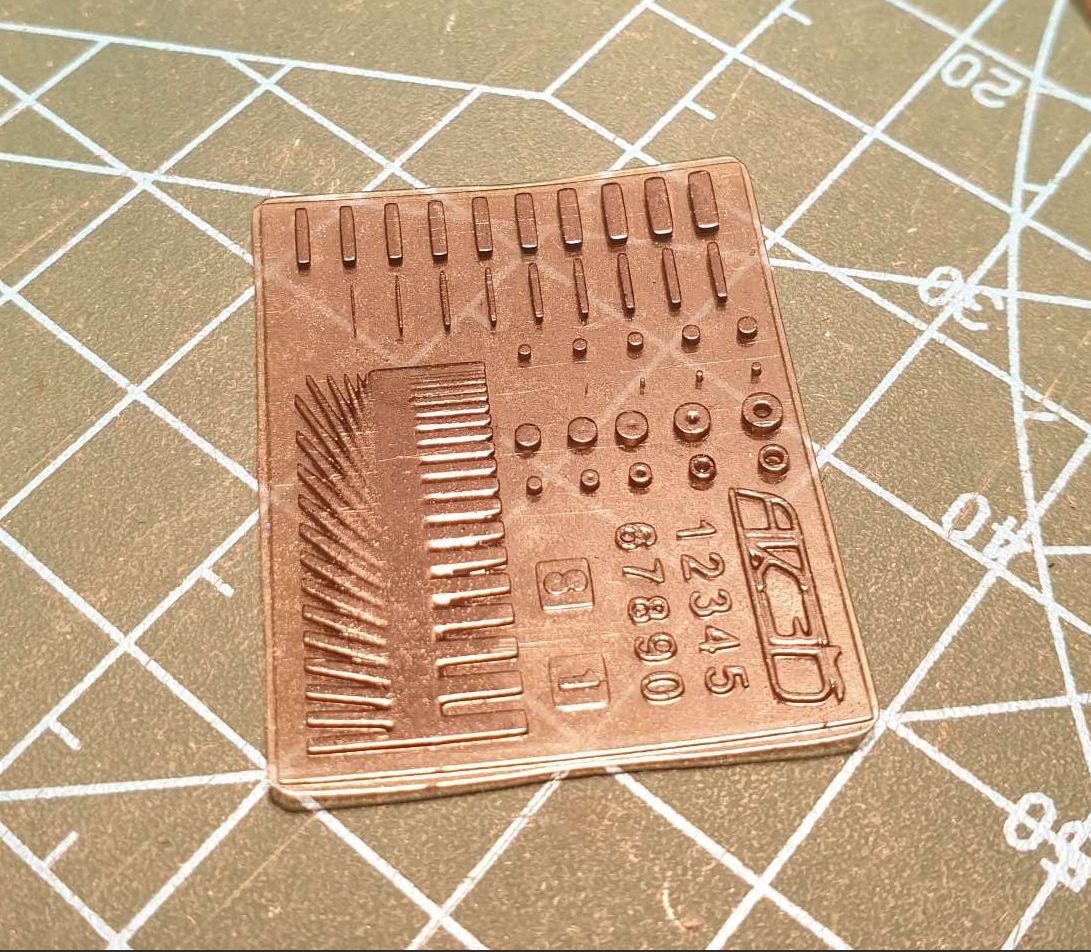
6 секунд
5 секунд
4 секунды
Видимо каждый раз для каждой конкретной детали надо решать, что важнее и выставлять параметр засветки индивидуально. Ну или универсальным решением будет что-то типа 4,5 секунды.
Так же распечатал пачку шаблонов Эникубика, в принципе они еще в более широком спектре показали, с чем и на какой засветке принтер не справляется. Нет смысла закидывать вагон фотографий, но вот один вопрос возник - почему на деталях остался жирный блеск? Смола сухая уже.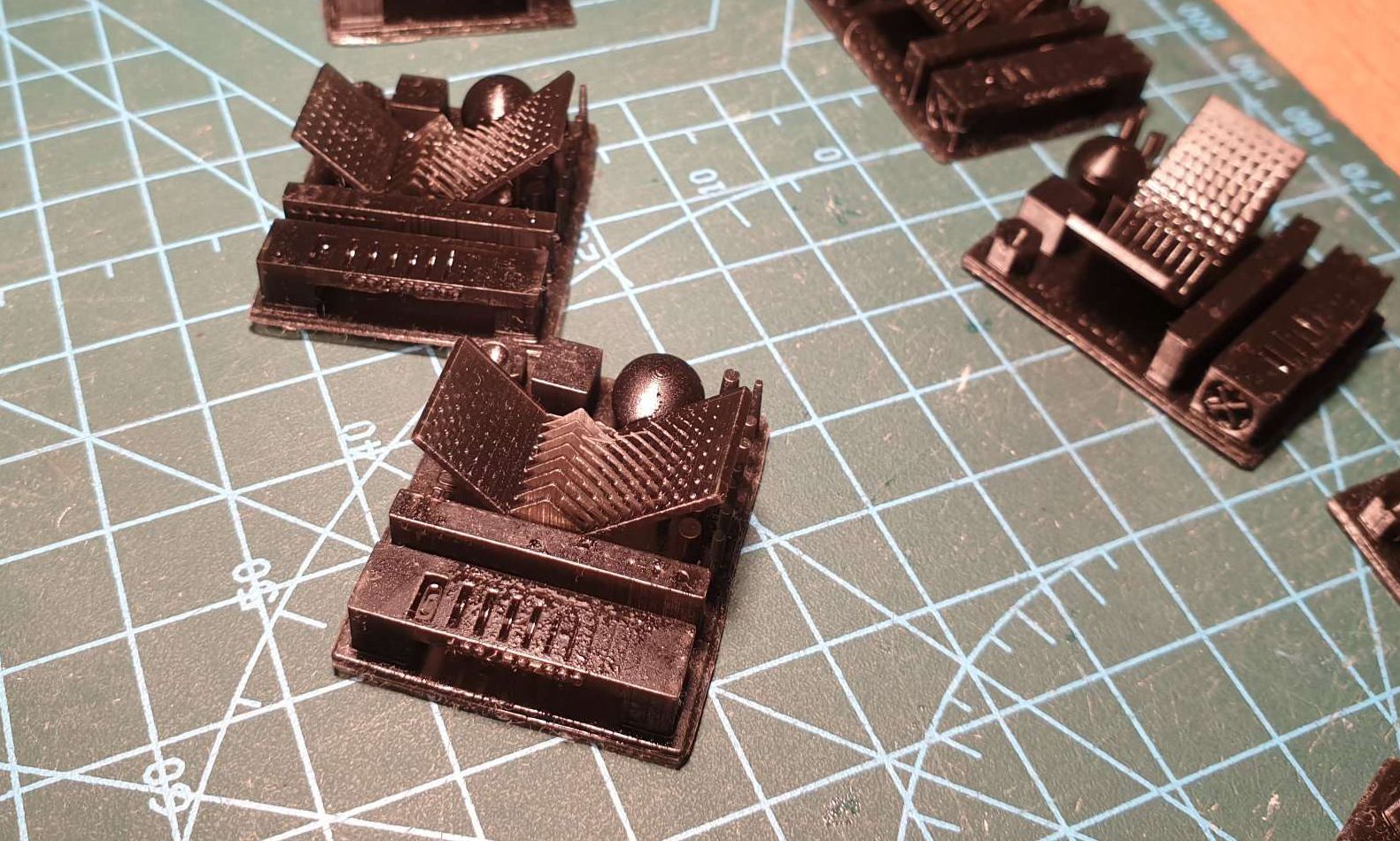
@Кирилл Пасхин, поздравляю! Думаю - почти любой 3Дэшник мечтал когда-либо о 3Д принтере  Про серый полимер в теме есть, в полной мере относится и к Вашему принтеру, так что прочитайте
Про серый полимер в теме есть, в полной мере относится и к Вашему принтеру, так что прочитайте 
@Алексей, Да, так и есть - в Вашем случае придётся выбирать между негативом и позитивом. Альтернативный вариант я уже озвучивал А по фотографиям детали выглядят недомытыми, от этого и такой блеск...
@AK3D написал:Кирилл Пасхин, поздравляю! Думаю - почти любой 3Дэшник мечтал когда-либо о 3Д принтере Про серый полимер в теме есть, в полной мере относится и к Вашему принтеру, так что прочитайте .
Спасибо за поздравления. По тему цвета пластика, уже читал.Я неделю тему штудирую, просто не имею привычки влазить в разговор, если сказать нечего)))
@AK3D написал:Кирилл Пасхин, поздравляю! Думаю - почти любой 3Дэшник мечтал когда-либо о 3Д принтере.
А можете прокомментировать эту распечатанную №5?
Меньше, больше нужно ставить или это максимум?
Меня интересует, почему "квадратики" в первом ряду не ровные и плоскость под цифрами то же кривая (у меня так же на пробниках).
Три слова - это два слова.
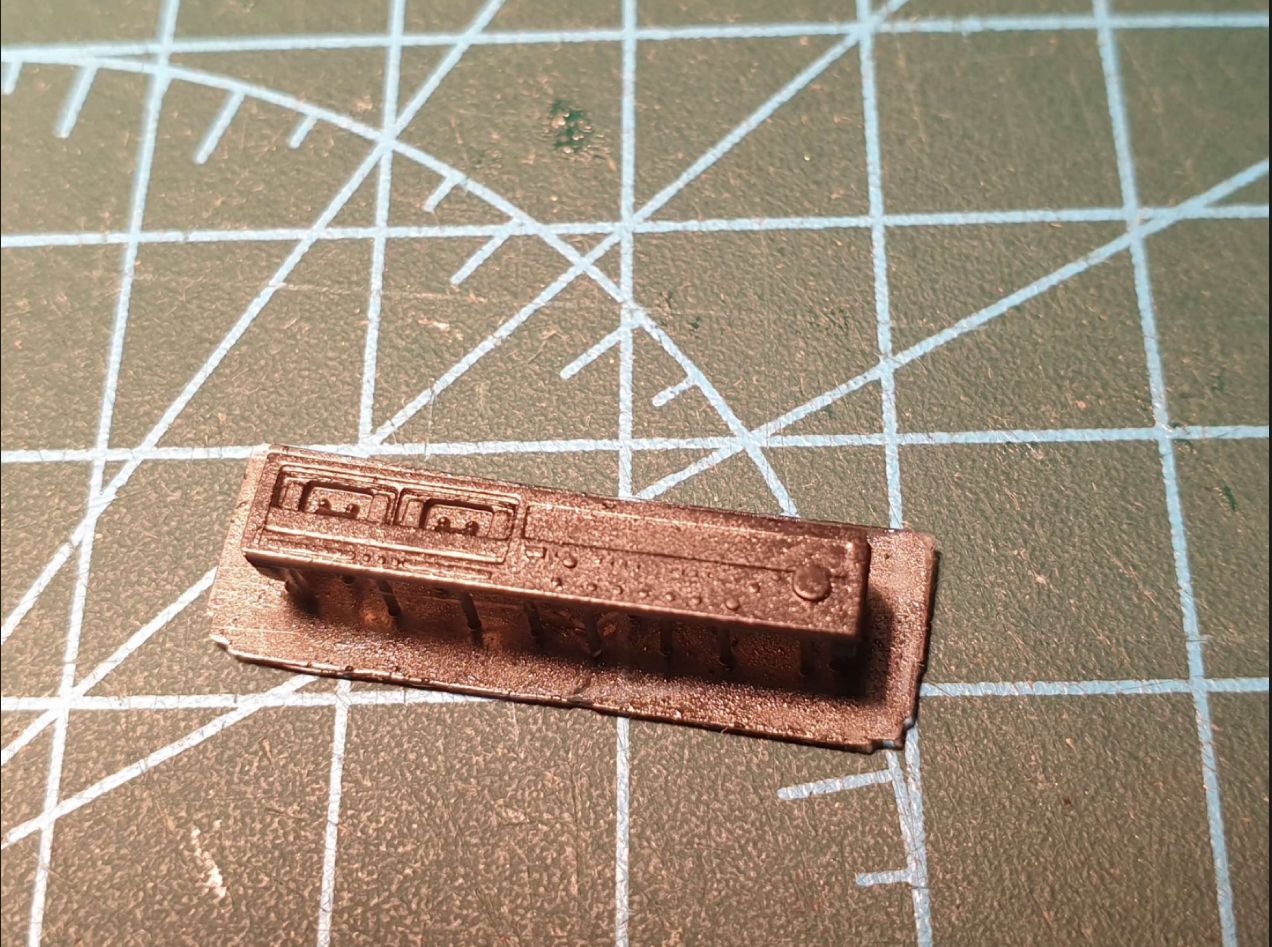
Напоследок распечатал "контрольную" магнитолу, вся лицевая детализация выглядит нормально, перемычки на динамиках заросли, но с этим уже ничего не сделать, как заключили по тестам выше. И опять мокрый блеск на готовых деталях, и появился он после того, как я заменил промывку при помощи кисти на промывку в ультразвуке.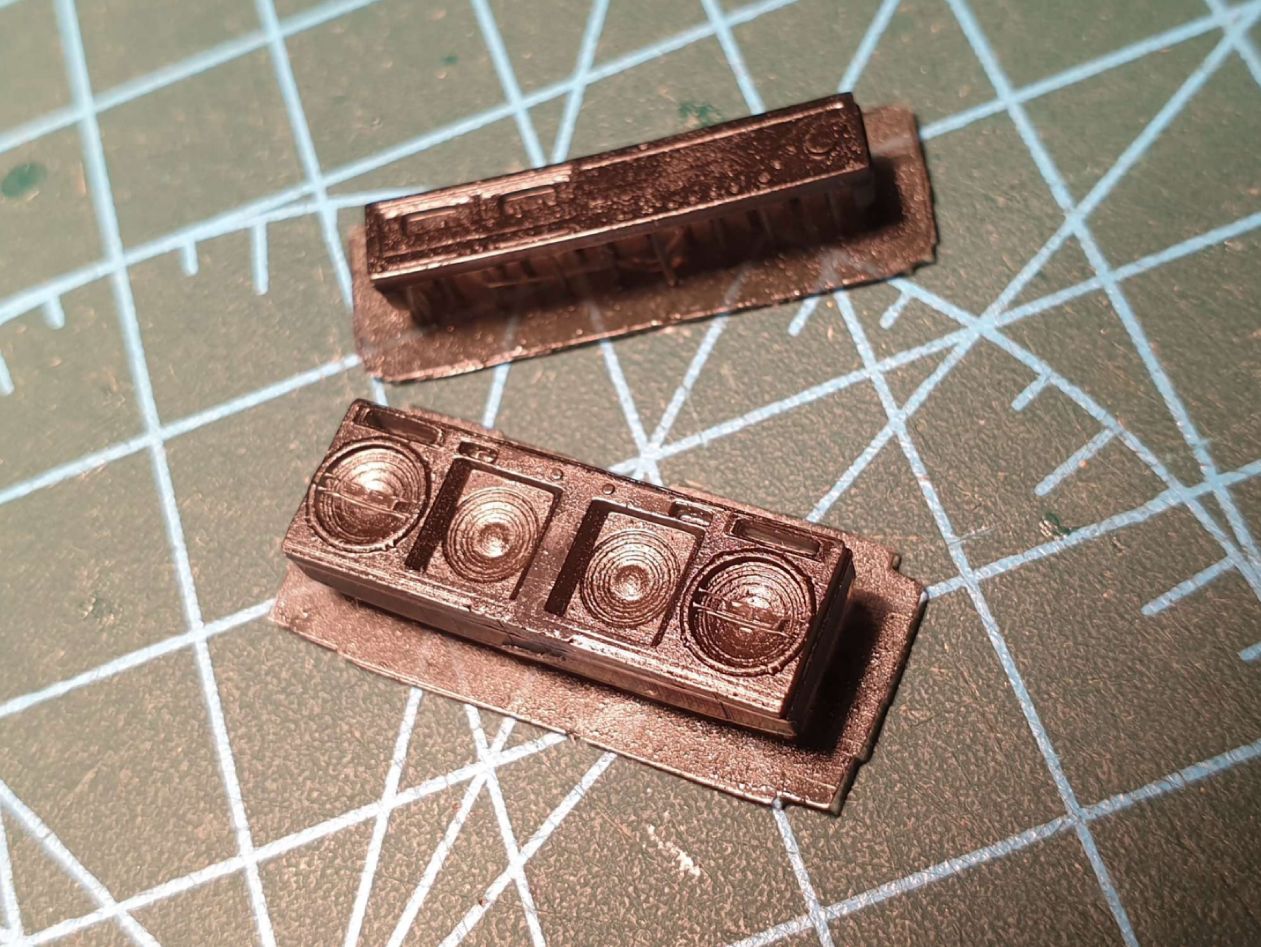
@Иван Ильин, Ну, под буковками - тут всё просто, на этом тесте вряд ли получится иначе, если не делать ооочень сильный пересвет и огромную задержку перед включением засветке... А ещё лучше было бы уменьшить сильно скорость отрыва... Потому что это огромный мостик - нависание... Представьте себе пластиночку толщиной которой вы печатаете (50/40 микрон), и она хорошо так прилипла к плёнке. И вы её отдираете - пластик в состоянии, при котором есть хорошая детализация - довольно мягкий - и его попросту растягивает при отрыве, а когда платформа опускается - его выгибает плотностью "расплющенного" полимера - получается такой вот выгиб. Я бы такие мосты на своих моделях - обязательно поддерживал, если необходимо получить нормальную плоскость. Касательно первого ряда кубиков - тут сложнее. С печатями от стола - бывают такие вещи, когда нижние слои так плющат первые слои детали.. Как этот момент объяснить физически - для себя не понял.. Могу сказать лишь, что можно попытаться исправить это путём снижения количества нижних слоёв (их больше 3х - не нужно на самом деле), а так же утоньшением слоя подложки. Иногда бывает неверная калибровка к такому приводит. В качестве теста - попробовать сделать высоту отрыва 5-6мм, скорость опускания платформы - 1мм/с, и время задержки включения секунд 10. Если ничего не изменится - попробовать перекалибровать стол...
Касательно детализации на данном распечатке - судить сложнова-то я этот тест не печатал ни разу... Для себя я всегда пытаюсь найти компромисс между позитивом и негативом, впор , правда делаю в сторону негатива. Но для этого нужна серия тестов, по одному сказать сложно. Ну и скажу - что серый полимер - зло
@Алексей, я личо с ультразвуке пока не мыл ни разу - ванночки нет... Вы моете в УЗ Ванне со спиртом тоже? Если да - то единственное что могу ещё посоветовать - немного нагревать спирт (если есть функция в УЗ Ванне - можно использовать). Во всяком случае - такие даются рекомендации производителей смолы...
@AK3D написал:Алексей, я личо с ультразвуке пока не мыл ни разу - ванночки нет... Вы моете в УЗ Ванне со спиртом тоже? Если да - то единственное что могу ещё посоветовать - немного нагревать спирт (если есть функция в УЗ Ванне - можно использовать). Во всяком случае - такие даются рекомендации производителей смолы...
Есть мысль, что я неправильно использую ванночку. Да. Чтобы не портить ее, я наливал ИПС в пластиковый контейнер, и его уже ставлил в воду в ванночке. Возможно стенки контейнера слишком толстые и гасят эффект. Завтра попробую вместо контейнера тонкий пластиковый одноразовый стаканчик.
Так же, возник интересный вопрос - распечатка эникубиковского пробника показала, что во время одной печатной сессии принтер может печатать разные детали с разными параметрами засветки. Но я не пойму, как этого добиться на этапе слайсинга моделей? Воркшоп не понимает, что я хочу одну деталь нарезать с одной настройкой, а вторую - с другой, а режет все детали в рабочей области с единой настройкой засветки.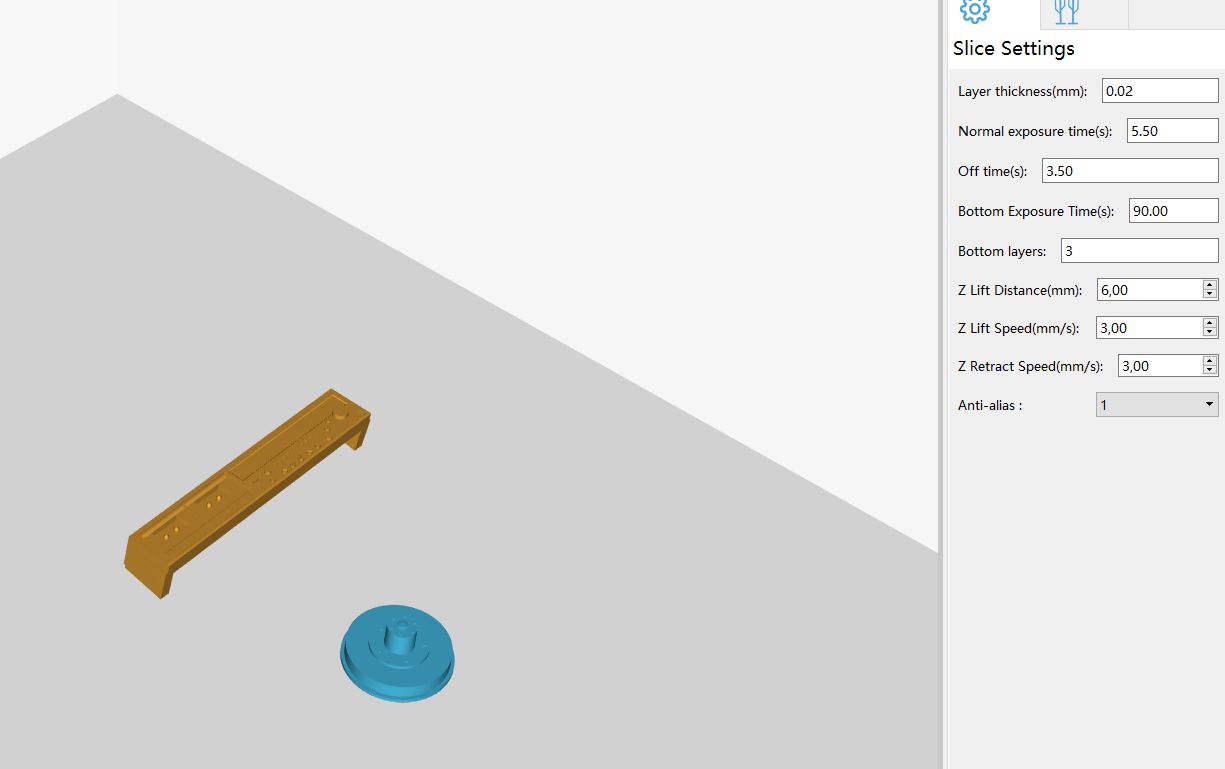
Спасибо за ответы.
На счет меньше слоев первых - это верно. Где-то прочитал от изготовителей принтеров, что их нужно 2-3. Попробовал 3 - хуже точно не стало.
Три слова - это два слова.
@Алексей написал:Так же, возник интересный вопрос - распечатка эникубиковского пробника показала, что во время одной печатной сессии принтер может печатать разные детали с разными параметрами засветки. Но я не пойму, как этого добиться на этапе слайсинга моделей?
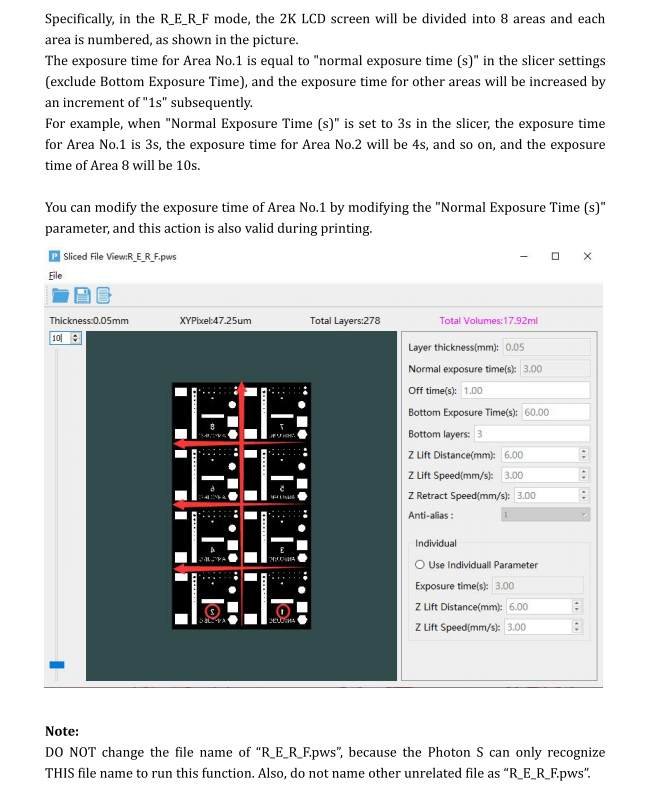
В официальном юзер гайде от Кубиков написано, что это чисто тестовая функция, которая работает только на файле с именем R_E_R_F (расшифровываяется Resin Exposure Range Finder, т.е. определение оптимального времени экспозиции смолы)
Прошивка принтера для файла с таким именем делит зону засветки на 8 равных участков (4*2) и каждый следующий засвечивает на 1 секунду больше предыдущего.
Менять зоны произвольно, так же как и инкремент времени засветки нельзя - оно прошито.
А вот что можно менять - это индивидуальные времена не по зонам засветки, а по слоям.
Т.е. можно выставить руками не только время "для базовых слоев и остальных", но и у каждого слоя отдельно.
Не представляю ситуаций, в которых это нужно, да и чисто практически, прощелкивать сотню-другую слоев руками (если слой 0,025 и меньше) - то еще удовольствие.
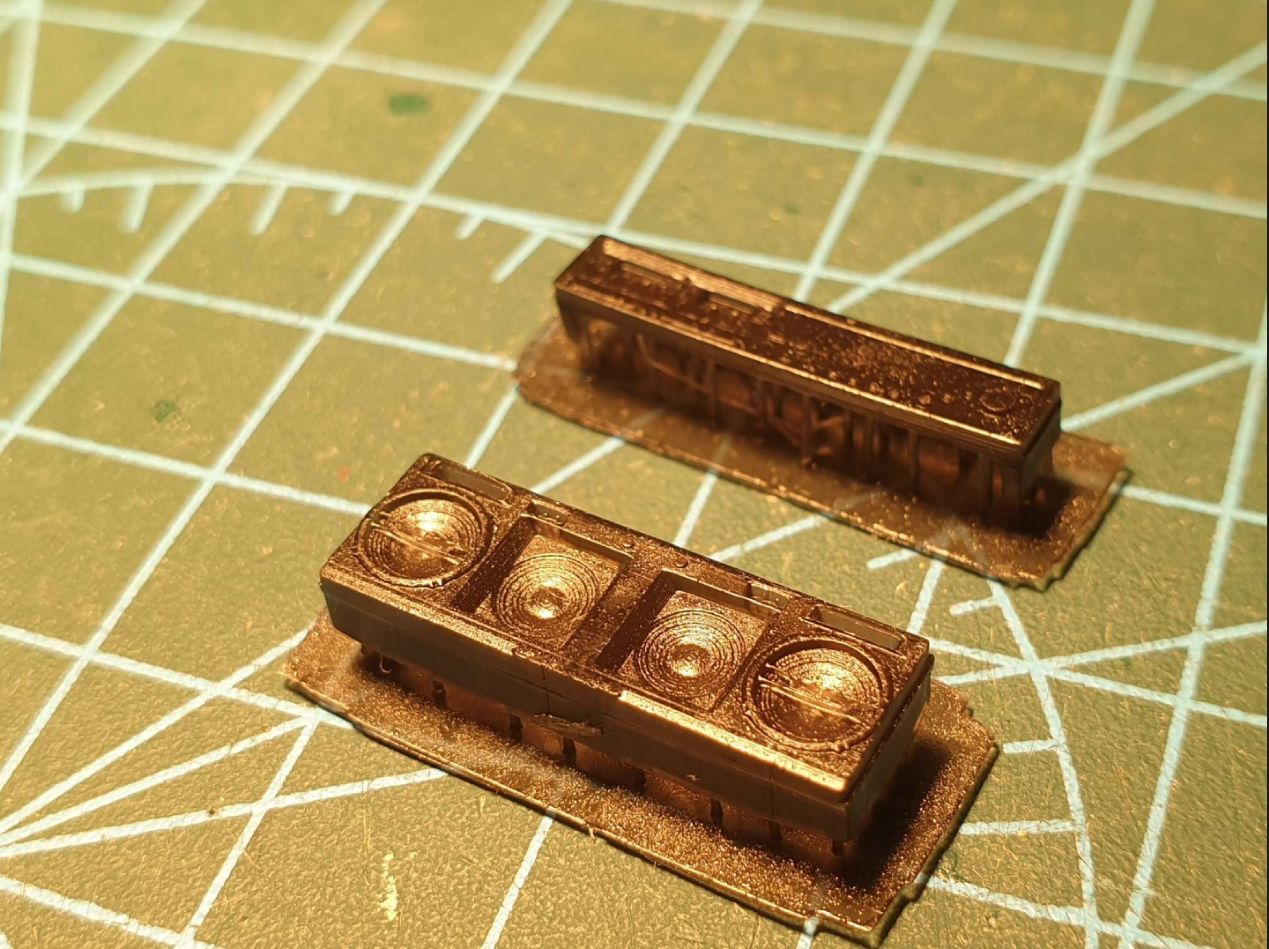
Возвращаюсь к своему "любимому" вопросу - оптимальной расстановке поддержек.
Пример - авиационные ракеты и прочее подвесное вооружение в 1/144
Особенность - они длинные, тонкие и имеют еще более тонкие стабилизаторы, особенно в таком мелком масштабе.
В примере ниже ракета Р-27 имеет длину около 30 мм и толщину 2 мм.
Класть ракету под углом около 30-40 градусов можно, и она печатается, но мне не понравился результат - поддержки "убивают" те стабилизаторы, которые к ним подходят, их практически нереально чисто отрезать: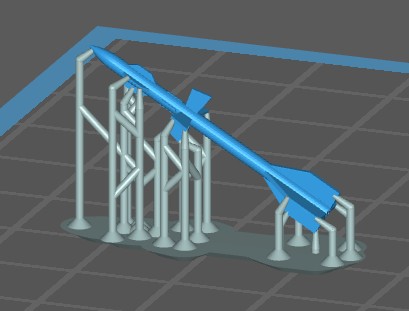
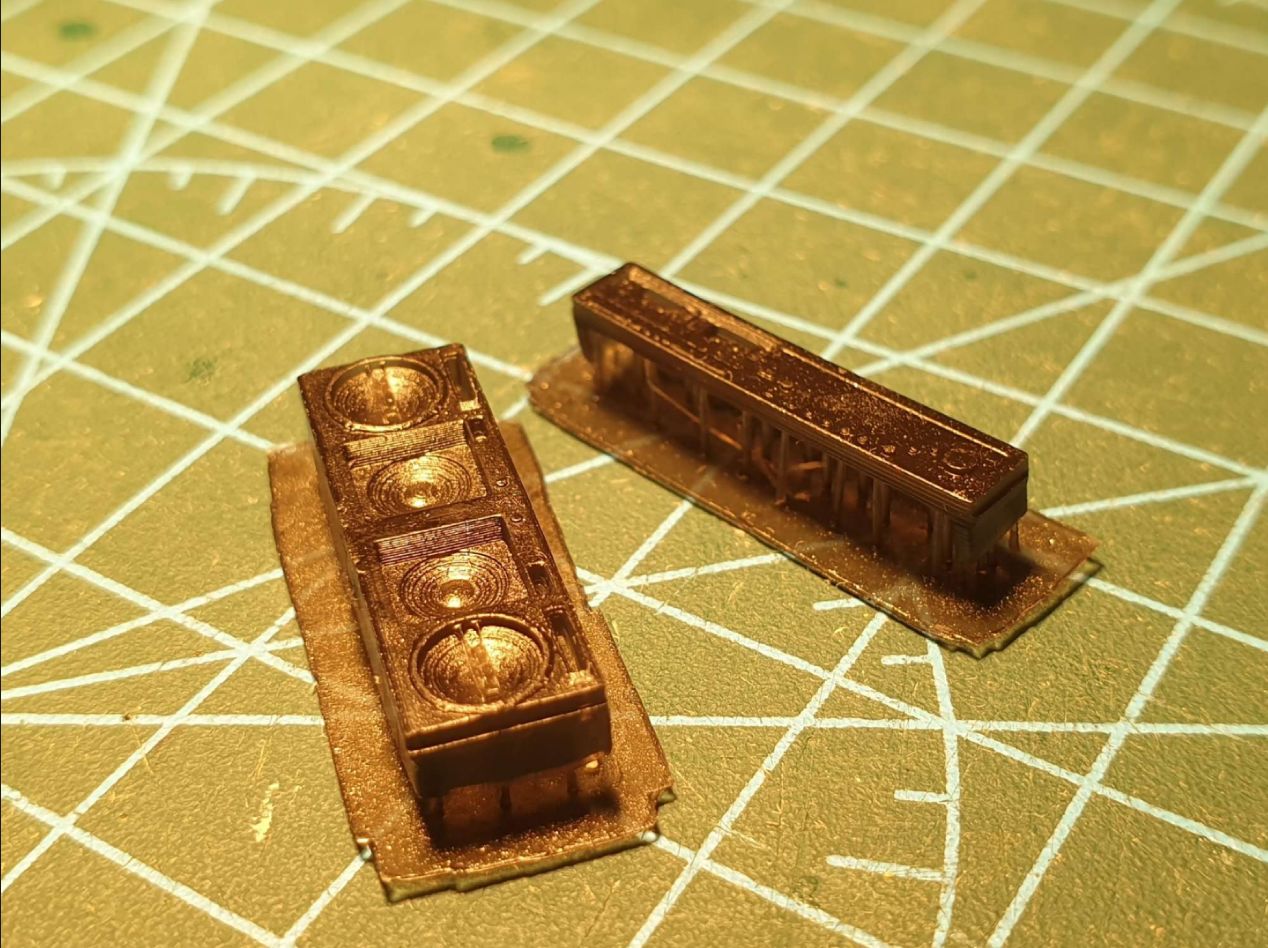
Поставил вертикально, с минимумом поддержек, выставленных строго вручную, без автоматов - получился этакий "контейнер для перевозки":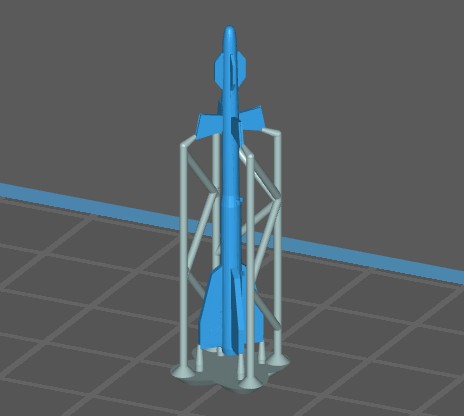
Вид снизу:
Результат:
Вопрос к гуру - есть ли практики лучше?
И да, делить ракету на 2-3 части не хочется - собирать ее потом обратно из микроскопических деталей сравнимо по трудозатратам с изготовлением ракеты с нуля из пластиковых обрезков.
И второй вопрос - если ракета имеет острый наконечник, нет ли шансов проткнуть им пленку на финальной стадии печати?
Кто-нибудь рвал пленку при печати деталей с острыми краями вверху?
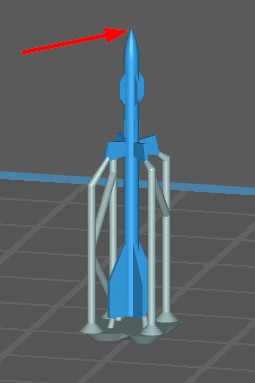
Заранее спасибо за ответы.
@Сергей написал:В официальном юзер гайде от Кубиков написано, что это чисто тестовая функция, которая работает только на файле с именем R_E_R_F (расшифровываяется Resin Exposure Range Finder, т.е. определение оптимального времени экспозиции смолы)
Прошивка принтера для файла с таким именем делит зону засветки на 8 равных участков (4*2) и каждый следующий засвечивает на 1 секунду больше предыдущего.Менять зоны произвольно, так же как и инкремент времени засветки нельзя - оно прошито.
А вот что можно менять - это индивидуальные времена не по зонам засветки, а по слоям .
Т.е. можно выставить руками не только время "для базовых слоев и остальных", но и у каждого слоя отдельно.
Не представляю ситуаций, в которых это нужно, да и чисто практически, прощелкивать сотню-другую слоев руками (если слой 0,025 и меньше) - то еще удовольствие.
Ох. Спасибо. Оказывается надо было читать мануал ![]()
Я просто надеялся печатать в одной сессии детали, которые имеют разный вид детализации, и соответственно требуют разную засветку. Ладно, придется печатать по несколько заходов, но идея в целом перспективная для разработчиков принтеров.
@Алексей написал:Я просто надеялся печатать в одной сессии детали, которые имеют разный вид детализации, и соответственно требуют разную засветку. Ладно, придется печатать по несколько заходов, но идея в целом перспективная для разработчиков принтеров.
Ну, теоретически, можно попробовать подгадать разницу во времени и поставить разные детали по разным квадратам - на пример в первом 5 сек, а в пятом будет уже 10.
И если переименовать слайс файл в R_E_R_F.pws - принтер его отработает по зонам.
Но имхо это извращение, да и зона такой "дифференциированой печати" будет совсем маленькой - 1/8 от и так не самой большой ванночки...
@Сергей написал:И второй вопрос - если ракета имеет острый наконечник, нет ли шансов проткнуть им пленку на финальной стадии печати?
Кто-нибудь рвал пленку при печати деталей с острыми краями вверху?
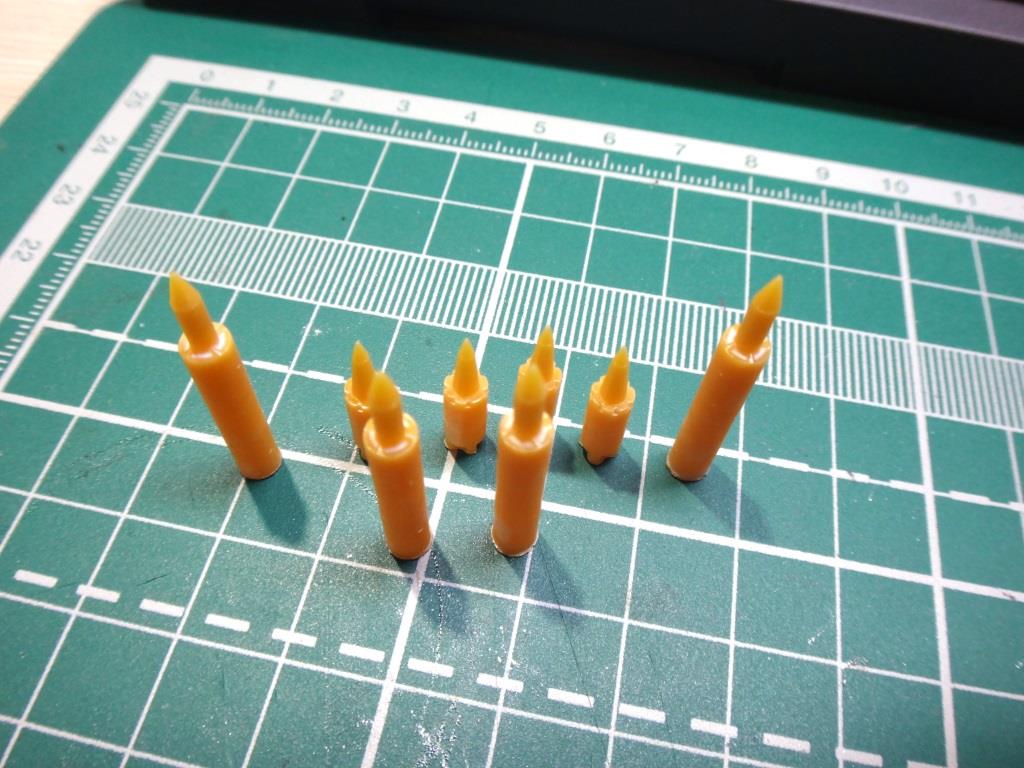
Печатал снаряды к своей модели.
Бронебойно-подкалиберные все острые. Ванна цела.
Наконечник не может ее проткнуть, т.к. не доходит до дна ванные ровно на толщину установленного Вами слоя. В моих случаях это 0,02 мм.
Вот пока так.
@Дмитрий написал:Наконечник не может ее проткнуть, т.к. не доходит до дна ванные ровно на толщину установленного Вами слоя. В моих случаях это 0,02 мм.
Логично!
Но все равно было стремно, особенно когда представил, как смола затекает по экрану в принтер через порванную в 4 местах пленку...

@Сергей написал:Но все равно было стремно, особенно когда представил, как смола затекает по экрану в принтер через порванную в 4 местах пленку...
Думаю до этого не дойдет Сергей!!
Печатайте смело.
Я то же предпочитаю вертикальную печать. В Вашем случае мне кажется без поддержки действительно не обойтись.