
4. Технологические моменты
Закрепление деталей
Дмитрий упомянул изопропил (он же IPA) и 96% этиловый спирт.
Добавлю из своего опыта, что спирт после смывки смолы дает "влажную" поверхность детали.
Я использую спирт (благо успел прикупить пару канистр как раз до начала ковид-истерии) для первичной смывки,
А для окончательной смывки я использую 646-й растворитель.
Он очень вонюч и травит из закрытой тары (образуется избыточное давление), зато после него высохшие детали - сухие, поверхность не липнет к рукам.
Плюс относительно доступен в рознице, в отличии от спиртов, которые сейчас перепродают за 10x ценник с отдушками как средства для обеззараживания
Контейнеры и поддоны
Очень рекомендую все процедуры по смывке проводить в поддонах из фольги для жарки.
Они доступны в рознице (типа ашана) в разных размерах по приемлемой цене.
Позволяют локализовать любые протечки смолы и растворителей, а после износа - спокойно складываются и утилизируются.
Учтите, смола - коварная штука.
Консистенция растительного масла, очень липкая, высыхает очень долго и при этом пахнет.

Для промывки деталей у меня прижились герметичные контейнеры за защелках а-ля "для завтраков".
Позволяют не сливать/заливать спирт и растворитель каждый раз, а держать их до тех пор, пока не помутнеют от смолы, т.е. от недель до месяцев.
Время жизни смолы в ванночке принтера
Начитавшись мануалов, сначала сливал и заливал смолу обратно в бутылку перед каждой печатью.
Потом попробовал оставлять на день-два. Потом неделю.
Полет нормальный.
Во время ковид-изоляции оставил вообще на полтора месяца - без проблем.
Прозрачные стенки принтера специально сделаны непрозрачными к ультрафиолету, так что если припарковать стол почти над уровнем смолы, то паразитная засветка минимальна.
Единственный нюанс - непрозрачные смолы типа серой за долгое время простоя расслаиваются и пигмент осаждается на пленку.
Выход - перед печатью шпателем или просто сложенным листком бумаги аккуратно перемешать смолу, размешивая ее с пигментом.
Кипятковый метод
Подсмотрел на ютубе и проверил на себе т.н. "кипятковый метод".
Сначала мучался с металлическими шпателями, ножами и лезвиями, резался несколько раз.
Главная проблема при снятии модели с металлического стола в том, что первые слои специально пересвечены, чтобы приварить модель с поддержками к столу.
Поэтому чем лучше держится модель при печати, тем сложнее ее потом оторвать, не повредив при этом.
Выход - нагрев модели вместе со столом кипятком или просто горячей водой.
Буквально полминуты достаточно, чтобы еще не закрепившаяся смола стала мягкой.
Это сильно упрощает и ее отделение от стола, а главное - отделение модели от леса поддержек.
Они буквально отрываются, как корка с толстого апельсина.
Рекомендую.
Ультрафиолетовое закрепление
Anycubic уже продает свой фирменный доп - мойку/УФ-сушилку, по размерам с сам принтер.
Я же купил сушилку "для ноготочков" тысячи за 1.5, но не закрытую, а полукруглую открытую снизу, которая ставится на стол.
Плюс в том, что ее легко можно поднять для высоких деталей над столом.
Минус - в моей конкретной модели сушилки в таймере поставлен лимит на 90 секунд на одну засветку, чтобы не сжечь кожу на пальцах клиенток.
Приходится жать руками 3-5 раз, поворачивая модель во время сушки.
3-5 минут хватает, чтобы смола стала твердой.
Солнце в наших краях светит редко, полгода зима...
Поэтому на него я особо не рассчитываю, чай не в Австралии живем ))
Еще нюанс - полые модели.
Часто рекомендуют делать полости для экономии смолы, и это работает, но при выполнении условий:
1. Нужно обязательно делать дырки для слива смолы. В замкнутом объеме смола в итоге останется.
2. Дырок нужно минимум две - чтобы можно было продуть модель насквозь (если конечно это не одна большая дырка в основании постамента)
Иначе если модель мелкая и дырка одна - из нее будет сопливить смола еще несколько дней, и это плохо
И главное - оставшаяся смола в замкнутом объеме за стенками модели не закрепится!
Проверено лично, будет там болтаться жидкой.
И это плохо, т.к. через сколько месяцев/лет она вылезет на поверхность - никто не знает...
@Дмитрий написал:Вопрос - какой смолой конкретно пользуетесь???у меня два типа.Фото выкладываю.У Вас какая? На фотографиях не пойму ее цвет и маркировку.
Пока только кубиком.
Вместе с принтером заказал по литру зеленой, серой и черной.
Сначала тренировался на зеленой, не понравилось, перешел на серую.
Теперь освоил времена засветки и первые слои - печатает на всех трех, в т.ч. на черной.
3 недели назад дозаказал на Али литр серой - неделю мурыжили, в итоге признались, что серой нет.
Прислали 0.5 Aqua Blue и 0.5 прозрачной.
На прозрачную возлагаю определенные надежды в части печати фонарей кабин.
Хотя шансов мало, везде пишут, что она желтеет/мутнеет под УФ...

Прошу подсказать свои впечатления по серой и черной смоле.
Как обрабатывается?
Какое время засветки ставите? Первых слоев и последующих.
Как крепко держится на столе?? Есть случаи отслаивание как у зеленой?
Со своей стороны рекомендую оранжевую смолу. Держится на столе всего на 2 слоях, крепко, потом сложно сковырнуть.
Кстати сегодня как то сам попробовал после спирта стол с плоскими панелями пола (для модели), смыть в горячей воде.
Смола после повешения температуры отошла от стола значительно легче. Вы это кстати пометили, я только прочитал и хотел посоветовать и этот метод. Но уже об этом сказано.
По использованию растворителя. Я его не использую. От слова совсем. После промывки выкладываю детали в сушилку с УФ и вентилятором. Поверхность ни разу не повредил. Сушилка закрепляет все что было мягким.
И да, Вы правы, внутри полых объектов ОСТАЕТСЯ СМОЛА!! Это нужно учитывать.

@Дмитрий написал:Каждая шашечка по диагонали 1 мм.
Дмитрий, а зачем эти шашечки? Это буфер при печати прямо на стол без поддержек, они потом стачиваются? Не помню, чтобы на какой-то технике видел бы такие.
@Сергей написал:На прозрачную возлагаю определенные надежды в части печати фонарей кабин.
Хотя шансов мало, везде пишут, что она желтеет/мутнеет под УФ...
Сергей, поделитесь результатами в этой теме, когда будет что показать?
Алексей, шашечки имитируют рефленность пола. Делать полоски на всю длину ... скучно. Сделал шашечки, размер 1 мм каждая. После покраски будет ясно как получилась рельефность.
@Дмитрий написал:Эту особенность нужно учитывать при проектировании и печати деталей.
Эта особенность сильно зависит от подбора смолы и оптимальных настроек печати. Я на своём принтере довёл погрешность до нуля. То есть я оставляю зазор в размер одного пикселя - 0,05мм и всё замечательно собирается. Поэтому и важны - хорошая , точная смола, подбор правильных настроек печати под смолу и кое какой допилинг именно Фотона С.
@Сергей написал:На прозрачную возлагаю определенные надежды в части печати фонарей кабин.Хотя шансов мало, везде пишут, что она желтеет/мутнеет под УФ...
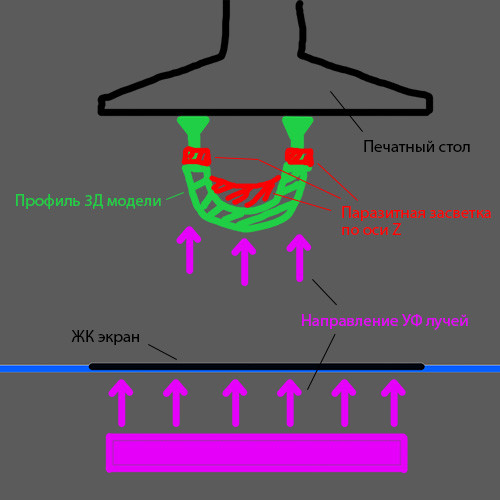
К сожалению у Вас ничего не выйдет. Поскольку 3Д печать очень сильно сопряжена с оптикой - у всех прозрачных смол есть один, но крайне огромный косяк при 3Д печати, который напрочь убивает все плюсы для моделистов, особенно на принтерах типа Photon S с УФ матрицей типа ParaLED - у этой смолы ОГРОМНАЯ паразитная засветка по оси Z - вплоть до 3-5мм!! Причина проста - прозрачная смола практически не препятствует прохождению УФ излучения сквозь себя - таким образом любая деталь требующая определённой небольшой толщины в горизонтальной проекции - будет намного толще чем нужно и никак не сядет в посадочное место. Я по этой причине всё таки перешёл на литьё. - Печатаю мастер на точной смоле и её добиваю уже под литьё в силиконе..
Примерно картинку процесса изобразил. Пардон что коряво - не хочется вечность рисовать 
@AK3D написал:Эта особенность сильно зависит от подбора смолы и оптимальных настроек печати. Я на своём принтере довёл погрешность до нуля. То есть я оставляю зазор в размер одного пикселя - 0,05мм и всё замечательно собирается. Поэтому и важны - хорошая , точная смола, подбор правильных настроек печати под смолу и кое какой допилинг именно Фотона С.
Можно более подробно раскрыть этот вопрос. Здорово заинтересовало, но не совсем понял что за 0,05 мм.
Распечатал пробники некоторых деталей.
В принципе даже имитация пустой гильзы удалась...

@Дмитрий написал:Можно более подробно раскрыть этот вопрос. Здорово заинтересовало, но не совсем понял что за 0,05 мм.
Да собственно , как Вы и писали - оставляю зазор при моделировании деталей. Но на своём принтере вывел параметры печати так что этот зазор нужно делать в 0,05мм. То есть никаких геометрический искажений на 1 мм и более у меня нет.
Кстати говоря, я хоть и не печатаю детали от стола, но знаю, что эффект "слоновьей ноги" (Увеличение размеров нижних слоёв) - величина постоянная и в теории, если измерить на сколько у Вас увеличиваются нижние слои - можно нивелировать этот размер при моделировании.
П.С. - вот образец тестовой распечатки на моём модифицированном Фотон С со смолой AmeraLABS AMD-3 Custom Black - печатается практически всё, вплоть до пластинок 0,05мм толщиной, причём как в позитивной детализации, так и негативной детализации.
О модификации Фотона С по моей технологии готовится статья, правда пока на английском, но постараюсь перевести как только она выйдет.
@Дмитрий написал:Прошу подсказать свои впечатления по серой и черной смоле. Как обрабатывается? Какое время засветки ставите? Первых слоев и последующих. Как крепко держится на столе?? Есть случаи отслаивание как у зеленой?
Зеленая: слой 0,05, 6 секунд на слой, базовых слоев 4 по 60 сек.
Серая: слой 0,025, 6-8 секунд на слой, базовых слоев 4 по 80 сек.
Черная: 0,025, тоже 8 секунд на слой, базовых слоев 4-5 по 90 сек.
Это все настройки, с которыми у меня получалась печать с приемлемым качеством и без отрывов.
Возможно, количество базовых слоев можно уменьшить, но экономия пары слоев по минуте на фоне многочасовой печати и возможного брака, на мой взгляд, не стоит риска.
И к вопросу о стабильности - одна и та же модель, одна и та же смола, температура и пленка, первая печать:
Задиры а-ля "рыбья чешуя".
И просто переставил модель в другой угол ванны:
В целом, у меня сложилось впечатление, что серая лучше прозрачной зеленой.
А черная при наличии серой не имеет особого смысла, только больше время засвета.
Итого серая из этих трех - оптимальнее всего.
@Дмитрий написал:Со своей стороны рекомендую оранжевую смолу. Держится на столе всего на 2 слоях, крепко, потом сложно сковырнуть.
Принял к сведению, спасибо.
Еще бы на али появились цвета кроме зеленой с доставкой в РФ...
@AK3D написал:у этой смолы ОГРОМНАЯ паразитная засветка по оси Z - вплоть до 3-5мм!! Причина проста - прозрачная смола практически не препятствует прохождению УФ излучения сквозь себя - таким образом любая деталь требующая определённой небольшой толщины в горизонтальной проекции - будет намного толще чем нужно и никак не сядет в посадочное место.
Да, грустно...
Но все равно попробую - может получится заложить толщину поменьше с поправкой на лишний нарост...
Главное, чтобы она не мутнела, а тут отзывы в основном негативные.
А так то, растить пуансоны для выдавливания фонарей я уже более-менее научился, с канавками и расшивкой.
Только муторно это по сравнению с готовой деталью.
@Сергей написал:Итого серая из этих трех - оптимальнее всего.
Я понимаю любовь моделистов и большинства к серому цвету, но это наихудший выбор для 3Д печати с точки зрения детализации. Повторюсь - 3Д фотополимерная печать - это не только химический, но и оптический процесс и серый цвет смолы, так же как и белый цвет и их родственные цвета склонные к отражению УФ лучей - крайне негативно сказываются на детализации конечного распечатка. Напечатайте любую тестовую модель для проверки детализации - и Вы увидите что чёрный всегда будет показывать лучшие результаты чем серый/белый.
@Сергей написал:Задиры а-ля "рыбья чешуя".
Появляется только на определённых смолах, и именно на Фотон С - пока что физику проблемы никто так и не понял - но помогает только , как Вы и заметили - тупо печать в другом месте на столе или просто поворот... На AmeraLABS у меня таких проблем не было.
@Сергей написал:Главное, чтобы она не мутнела
Да и с этим тоже к сожалению проблемы - пробовал несколько производителей - результат один - смола желтеет при дозасветке... Некоторые производители обещали выпустить не желтеющую смолу, но пока что ничего не слышно о ней...
@AK3D написал:это наихудший выбор для 3Д печати с точки зрения детализации.
Таки наихудший?
А полупрозрачные смолы с их пересветами?
@AK3D написал:Вы увидите что чёрный всегда будет показывать лучшие результаты чем серый/белый.
ОК, а оранжевый?
Его тут рекомендовали выше, но он же не сильно темнее серого...
@AK3D написал:результат один - смола желтеет при дозасветке
А не пробовали засвечивать в воде?
Читал, что якобы помогает от желтизны...
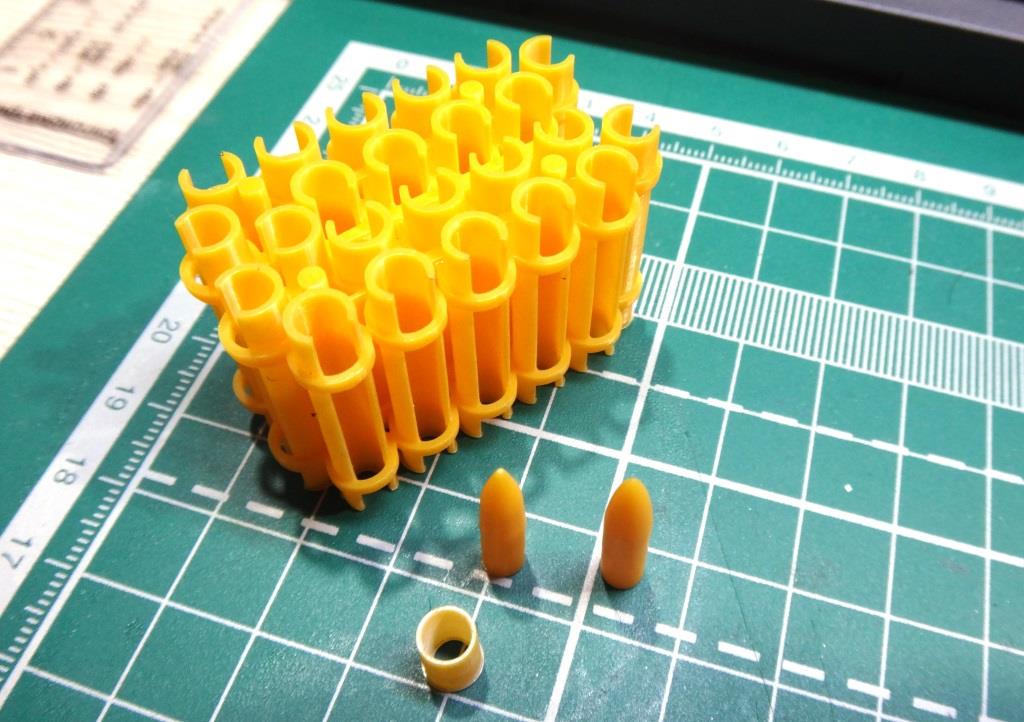
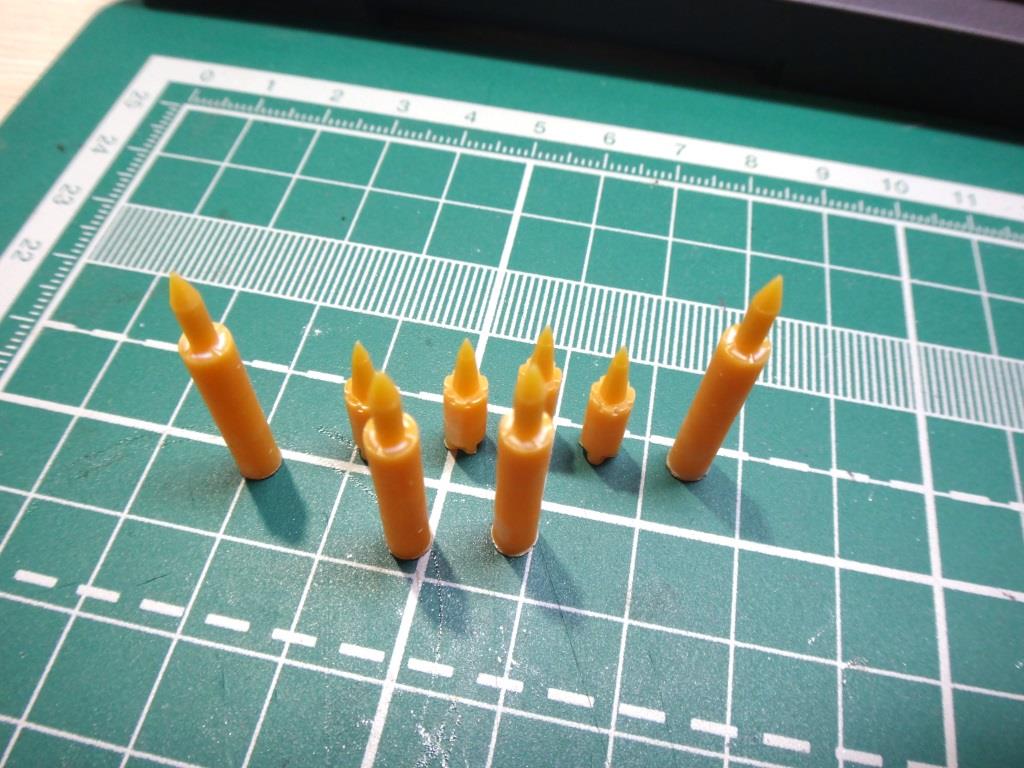
Вот к слову об оранжевой смоле.
Только распечатал.
Если внутренний размер гильзы немного меньше оригинала, это уже ясно. Нужно делать погрешность на + 0,05 мм.
Сами же снаряды, после обработки практически по диаметру соответствуют металлическому покупному.
Конечно еще покрашу снаряд и проверю габариты, но мне кажется это выход из ситуации когда образцы вооружения и боеприпасов я способен делать сам.
Слои для закрепления - 2.
Думаю попробовать печать без слоев закрепления. Каики в таком варианте держались на столе и не отвалились ни один.
Это оранжевая смола.

@Сергей написал:Таки наихудший?А полупрозрачные смолы с их пересветами?
Мне, конечно, стоило уточнить что речь идёт именно о детализации по осям XY. Но да, полупрозрачные смолы могут быть более детализированные даже по оси Z. И всё дело тут в цвете полимера, это я объясню в ответе на следующий вопрос.
@Сергей написал:но он же не сильно темнее серого...
Тут дело не только в темноте полимера. Понимаете - мы печатаем по факту даже не УФ излучением - 405нм - это видимый спектр фиолетового/синего цвета. И существуют цвета, которые меньше всего пропускают эту длину волны. Цветом, который меньше всего пропускает синий - является жёлтый (именно поэтому окна у нашего с Вами принтера - жёлтые). Так же среди этих цветов - красный и зелёный. К примеру в модельно ряду HARZ LABS - самой точной смолой они считают cherry - по сути это очень плотный красный, но смола при этом - полупрозрачная - и она на голову будет лучше печатать серого Anycubic'a. Чёрный же цвет просто в силу того что плохо пропускает любую длину волны - тоже работает А вот синий полимер, будет печатать так же плохо как прозрачный - то есть синий - очень хорошо пропускает - синий, пардон за тавтологию, поэтому у синего полимера будет так же высокая паразитка по Z.
Ну а оранжевый - это опять же - по сути очень плотно окрашенный жёлтый. Стоит отметить, что плотность окраски очень сильно влияет на результат - так , к примеру, зелёный базовый Anycubic'овский полимер - является слишком слабоокрашенным поэтому у него очень большая паразитка по Z.
@Дмитрий написал:Думаю попробовать печать без слоев закрепления.
Хотя бы один слой закрепления нужен, в идеале - 2. Базовые слои - это слои нивелирующие неровности стола печати, а так же калибровочную дистанцию - так как мы физически (на нашем принтере) не можем её сделать идеальной толщине одного слоя - ход винта при калибровке у нас - 0,1мм. Так что очень велика вероятность брака при печати без базовых слоёв.
Касательно засвечивания в воде и остальных хитростей - сильно зависит от смолы - какие-то действительно меньше желтеют, каким-то не помогает. Но даже после отверждения - смола со временем продолжает менять свой цвет, причём даже под лаком. Забавный момент - на "натуральной" смоле HarzLabs - замечен обратный эффект - она изначально желтоватая, но со временем эта желтизна уходит, правда не полностью и происходит это за очень долгое время
Блин, где вы были раньше...
На прошлой недели литр серой приехал (
Три слова - это два слова.
@AK3D написал:Хотя бы один слой закрепления нужен, в идеале - 2. Базовые слои - это слои нивелирующие неровности стола печати, а так же калибровочную дистанцию - так как мы физически (на нашем принтере) не можем её сделать идеальной толщине одного слоя - ход винта при калибровке у нас - 0,1мм. Так что очень велика вероятность брака при печати без базовых слоёв.
Верно. Слои не только закрепляют деталь, но и калибруют стол печати. Я для оранжевой смолы оставляю 2 слоя. Иногда 3, если деталь большой плоскости, т.е. периметра.
Но я все же попробую. Катки распечатались очень здорово. Ровные как кожа младенца... ![]()

@Иван Ильин написал:Блин, где вы были раньше...
На прошлой недели литр серой приехал (
Печатайте с Богом, очень хорошая смола. Наверное не самая лучшая, но точно хорошая!
@Сергей написал:Еще нюанс - полые модели.
Нужно обязательно делать дырки для слива смолы. В замкнутом объеме смола в итоге останется.2. Дырок нужно минимум две - чтобы можно было продуть модель насквозь (если конечно это не одна большая дырка в основании постамента)
Дырки обязательно довольно большие, пару миллиметров диаметра - не пойдёт. Смола не вымоется зато потом при засветке вытечет и затвердев под ультрафиолетом испортит вам нижнюю часть модели. Особенно на солнце, от нагрева она становится более жидкой и начинает сочится хотя казалось ее там уже нет.

Кстати, специалисты по 3D-редакторам, может вы подскажете?
Есть какой либо человеческий способ, малой кровью, впечатывать карту смещений в mesh?
А то в 99% случаев у 3D-моделей весь рельеф и расшивка идут в виде отдельной карты, а сама сетка "лысая как коленка":

Blender-ом пробовал, получается очень спорный результат, особенно для mid- и low-poly моделей...

@Сергей написал:впечатывать карту смещений в mesh
таких умных слов не знаю, но сделать рельефную поверхность в Rhino не сложно. А в чем вы делаете, не знаю
@Olger_spb написал:таких умных слов не знаю, но сделать рельефную поверхность в Rhino не сложно. А в чем вы делаете, не знаю
Т.к. STL карт смещений не понимает, нужно чтобы рельеф, который у готовых моделей идет отдельной картой (или картами), стал частью 3D-модели, в полигонах.
С Рино не работал, есть уроки или мануалы, как это делать?
Речь идет именно о готовых моделях в OBJ, от которых нет исходников.
@Сергей написал:Речь идет именно о готовых моделях в OBJ,
гм, с готовыми моделями в obj не работал. Обычно рисую сам с нуля, потом экспортирую в stl, потом кидаю на принтер.
в рино это делается так (по крайней мере я так делаю) - рисую кривую рельефа, который должен быть на поверхности, потом делаю из кривой объемное тело и вычитаю его из поверхности. В итоге на поверхности выемка нужной формы. Если нужна выпуклость, то полученное из кривой объемное тело складываю с поверхностью.
уроков по рино валом.
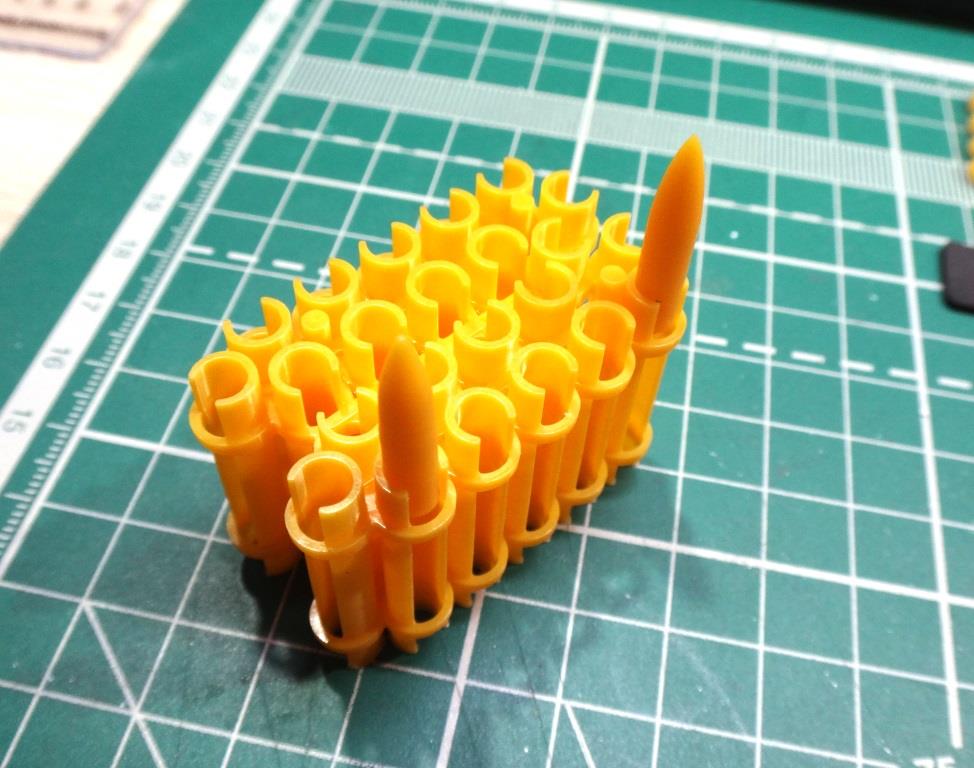
Распечатал пробник конвейера автомата заряжания для модели.
Трудно судить, но фреза такое может??
Подумываю о том, что бы стенки контейнеров сделать еще тоньше. Сомневаюсь получится ли. Увеличу время засветки для повышения прочности стенок.
@Дмитрий написал:Распечатал пробник конвейера автомата заряжания для модели.
Трудно судить, но фреза такое может??
Подумываю о том, что бы стенки контейнеров сделать еще тоньше. Сомневаюсь получится ли. Увеличу время засветки для повышения прочности стенок.
Круто!
И снаряды входят?
Победили геометрию на печати, или скорректировали модель, чтобы влезало?
@Сергей написал:Круто!И снаряды входят?
Победили геометрию на печати, или скорректировали модель, чтобы влезало?
Снаряды входят как родные. Калибр 152-мм, точь в точь. Диаметр 4,34 мм, для 35 масштаба.
Контейнеры подогнал под снаряды. Сделал зазор, как уже обсуждали в этой теме. Все встало точно на свои места.
Весь день рисовал контейнер, вписывал в боевое отделение. Раз 5 правил габариты.
Завтра прорисую заряды к ним. И думаю выкатить еще один, но стенки сделать тоньше на 0,1 мм.
Каторжный труд рисовать такую мелочь...
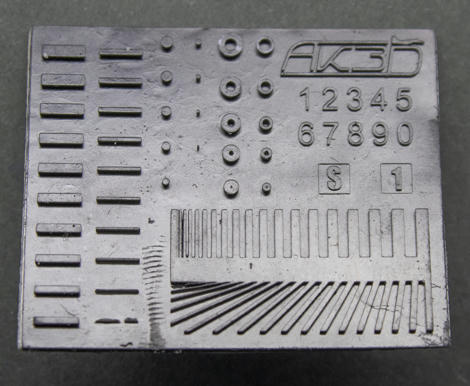
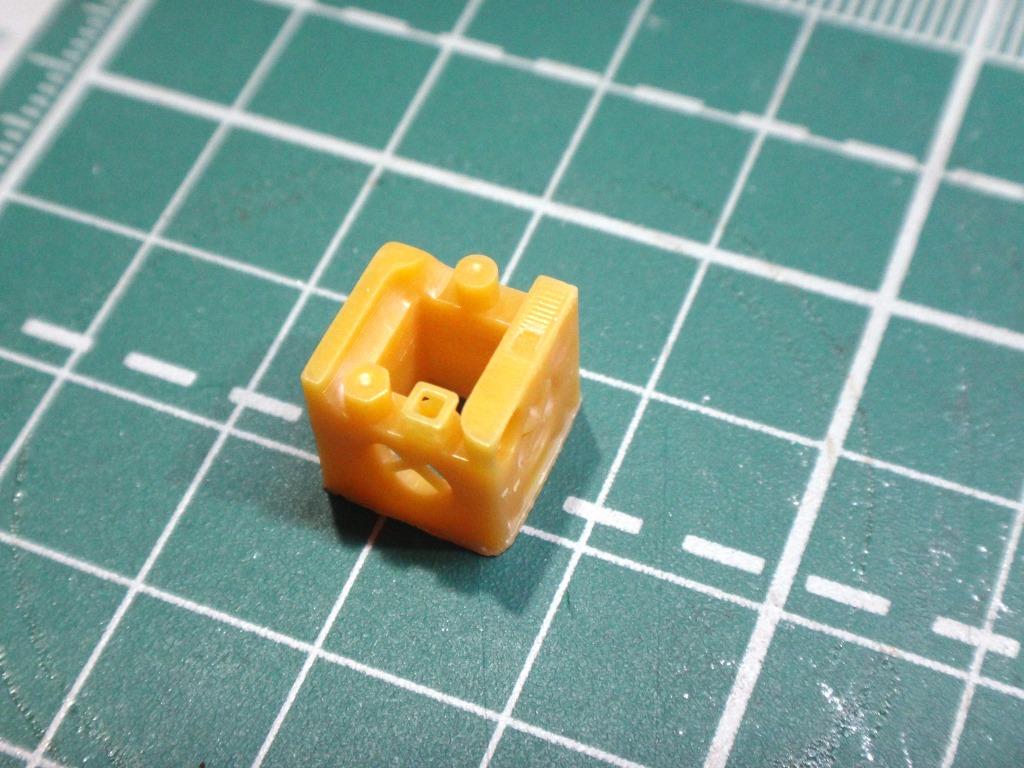
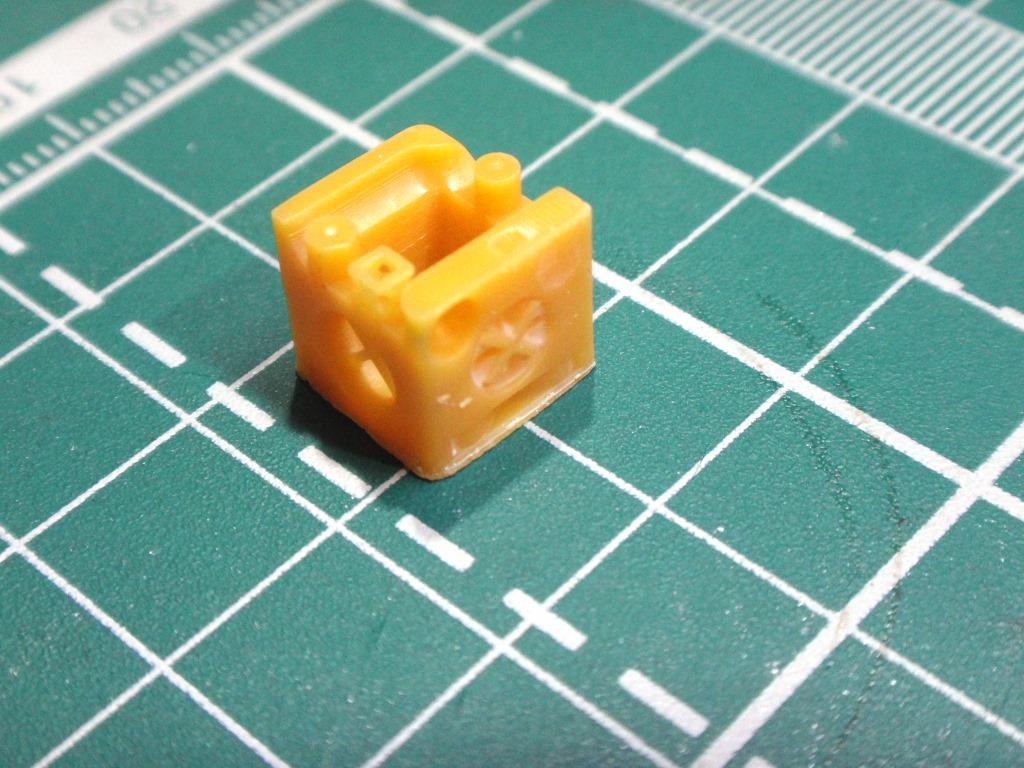
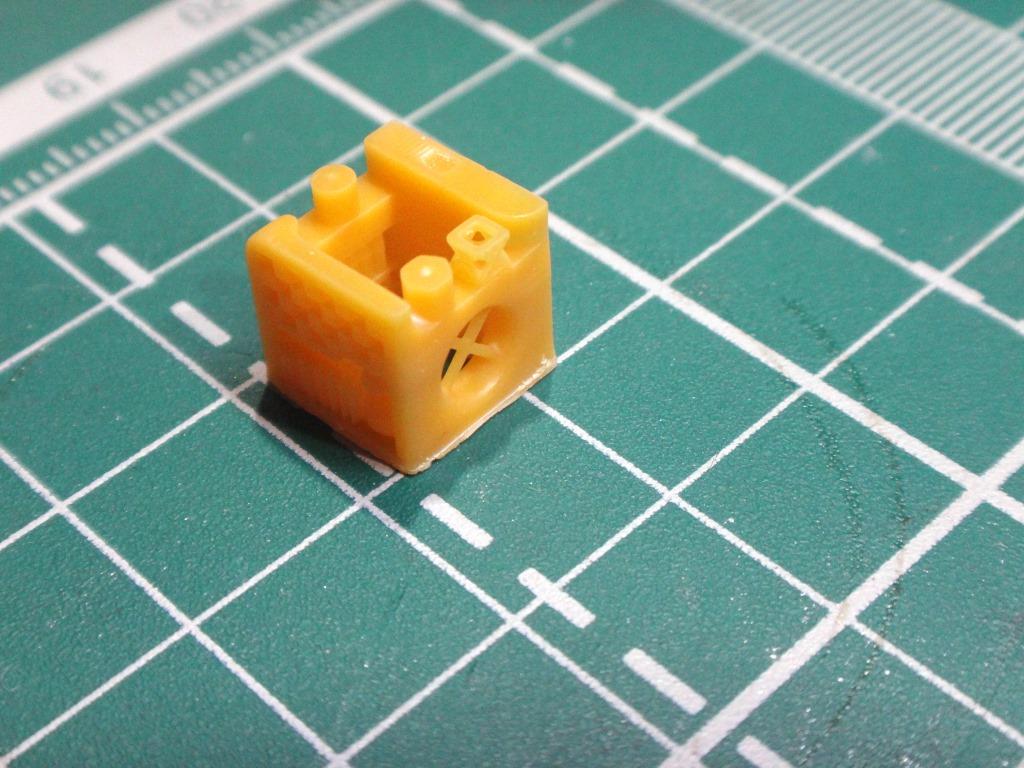
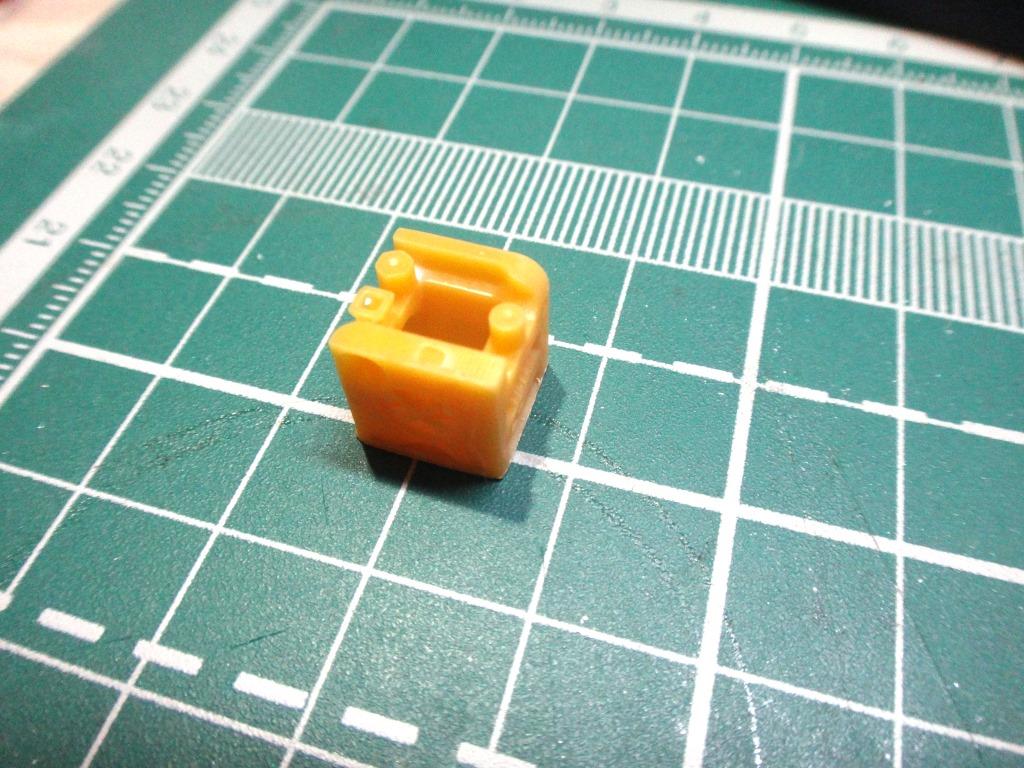
Распечатал тестовый кубик. Размер 1см х 1 см х 1 см.
В принципе видна детализация объектов на его корпусе.
Достаточно высокое качество. Печать без поддержки. На PLA или ABS пластиках такого качества не достичь.

А вот заготовка бронебойно-подкалиберного снаряда калибра 152-мм.
В принципе после обработки будет по крайней мере смотреться на удовлетворительно.


@Дмитрий написал:Распечатал тестовый кубик. Размер 1см х 1 см х 1 см.В принципе видна детализация объектов на его корпусе.
У вас жесточайшая переэкспозиция - (пересвет иначе говоря).
На этом кубике самое показательное - это вертикальные щели - они показывают на какой отметке Ваша детализация негативного пространства.
Вот как выглядит куб на моём фотоне с модифицированным экраном:

А вот как выглядит на стандартном фотоне С без всяких модификаций, но с качественной смолой:
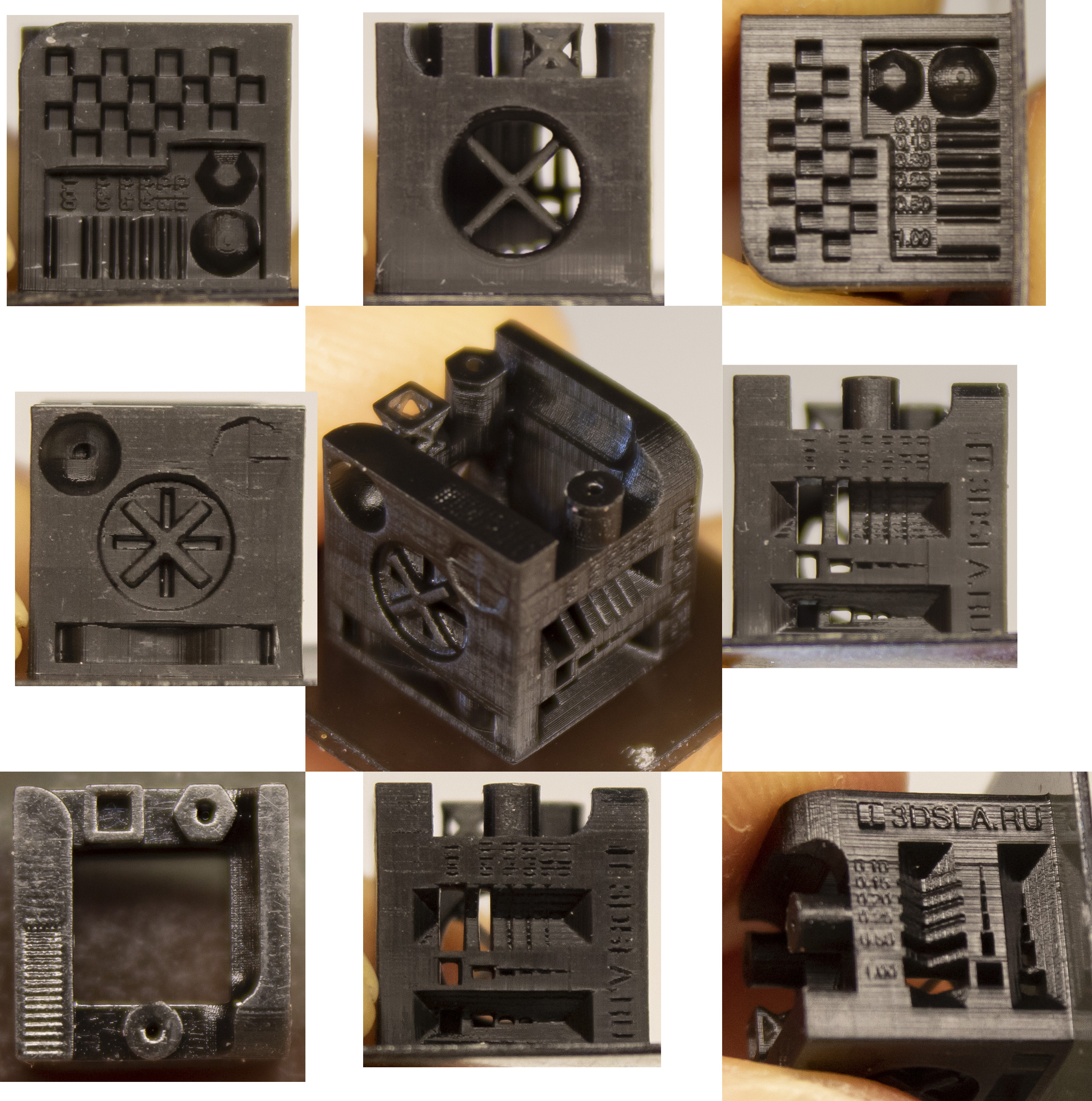
Обратите внимание - на модифицированном экране щели на кубике пропечатались вплоть до 0,2мм включительно, при этом на стандартном Фотон С - этот параметр составил лишь 0,5мм.
Так же посмотрите на верхнюю грань кубика - отверстия в цилиндре и шестиугольнике - у Вас явно заплывшее - такого быть не должно.
Спасибо, учту обязательно.
Сделаю пару тестовых кубиков с различной засветкой слоев. Выберем лучший, это здорово поможет в работе.
Благодарю за подсказку!!
К вопросу о прозрачной смоле и печати из нее фонарей.
Японская контора Foxone, известная своими моделями в 1/144, печатает их на 3D-принтерах.
В том числе и фонари.
И в недавней новости (http://foxone2.blog53.fc2.com/blog-entry-1390.html) они как раз затрагивают вопрос доведения 3D-напечатанного фонаря до прозрачности: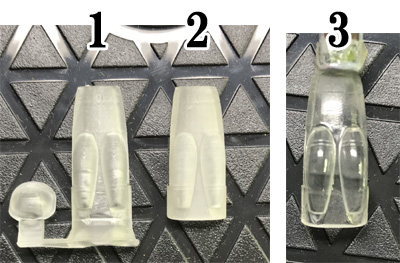
Типа, в коробке будет лежать то, что слева (1)
А дальше - шлифуйте и полируйте, товарищи моделисты, до полной прозрачности (3).
Марку смолы не указывают...