@Алексей написал:Так же есть вопрос насчет SketchUp, насколько он удобен для полностью неопытного автора?
Офигенно. Обнаружил его, когда надо было шкафы-полочки проектировать. Его плюс в том, что порог вхождения ниже плинтуса. Сразу вот посмотри пару видео минут по 10-15 каждый и делай что надо. В каких-то конкретных залипах можно еще видосиков посмотреть. И можно начать с деталей в масштабе 35:1 для практики

Умеет экспортить в stl, но там уже начинаются нюансы именно деталей для печати - сетки, пересечения и прочая.

@Olger_spb написал:Поясните без "прозрачных" намеков, в чем сложность печати ABS.
Вы прикалываетесь штоле?
Отвратительная адгезия к столу, баз всяких клеев, карандашей, спецпленок печать АБС невозможна.
Огромная термоусадка со всеми сопутствующими: ведением детали, отрывом от стола, разрывом по слоям....
Да, все эти проблемы со временем легкопреодолимы, когда знаешь все нюансы, температурные режимы и прочие особенности. Но пока научишься печатать им, не одну тысячу матерных слов используешь.
Разве можно сравнить печать АБС с печатью PLA или PETG? Где просто вставил пластик и нажал на кнопку?
Вы там часом не перепутали, точно АБС печатаете, может PLA?


@Athlon написал:Вы прикалываетесь штоле?
Нет, ЧТО ЛИ я не прикалываюсь.
Вы каким принтером пользуетесь? Самодельным из китайской рассыпухи? На моем Up Mini без всяких клеев, СПЕЦпленок, карандашей и прочего не пойми чего нормальная адгезия со столом. Надо только зазор между соплом и столом правильно настроить... И термокамеры как таковой нет, просто закрытый корпус.
Термоусадка - да, есть. Против природы пластика не попрешь. Но не такая катастрофическая, размеры чуть могут уйти, в доли мм. Не в разы и не на порядки.
Разрыв по слоям - бывает, если разрывать специально.
Я так и печатаю, как вы сказали - вставил пластик и нажал кнопку.
Самое главное - грамотно спроектированная для печати деталь и правильно размещенная. Тогда риски ошибки минимальны.
Тренируйтесь.
@Olger_spb написал:Самое главное - грамотно спроектированная для печати деталь и правильно размещенная. Тогда риски ошибки минимальны.Тренируйтесь.
Спасибо.
Вы такой один. Может быть на всей планете.
И не забывайте, что подавляющее большинство принтеров - открытые.
Когда все это так же легко вы исполните на открытом принтере - тогда и поговорим.
@Махмуд написал:порог вхождения ниже плинтуса.
Удобство и возможности примерно там же.
Я предпочитаю Rhinoceros. Прекрасная программа для моделирования твердых тел. С огромной кучей функций и возможностей. С экспортом в кучу форматов.
Только ей и позьзуюсь.
@Athlon написал:Когда все это так же легко вы исполните на открытом принтере
зачем брать такое гэ? заведомо не дающее нормальной печати.
Для меня загадка.
@Olger_spb зачем брать такое гэ? заведомо не дающее нормальной печати.Для меня загадка.
Вы бы вместо своих никчемных советов лучше помогли бы материально, пользы больше было бы.
А до тех пор я сам разберусь, что мне брать и для чего.
Размеры и цену закрытого принтера с областью печать 40×40×40 см не озвучите?
@Athlon написал:лучше помогли бы материально
Бог в помощь.
Берите что угодно, ваши права неоспоримы.
Только логика проста: гавенный инструмент = гавенное качество. И тут нет места удивлению и перекладыванию вины на не повинный пластик.
Как говорится "Вы не любите кошек..?"


@Махмуд написал:Алексей написал:Так же есть вопрос насчет SketchUp, насколько он удобен для полностью неопытного автора?
Офигенно. Обнаружил его, когда надо было шкафы-полочки проектировать. Его плюс в том, что порог вхождения ниже плинтуса. Сразу вот посмотри пару видео минут по 10-15 каждый и делай что надо. В каких-то конкретных залипах можно еще видосиков посмотреть. И можно начать с деталей в масштабе 35:1 для практики
Умеет экспортить в stl, но там уже начинаются нюансы именно деталей для печати - сетки, пересечения и прочая.
Соглашусь полностью. SketchUp доступен для понимания любому.
А вот сложности со стыковками многих элементов одного объекта действительно есть.
Немного помогает отсвечивание программой поверхностей фигур, но не настолько что бы увидеть ошибку самому.
@Olger_spb написал:Бог в помощь.
Ну так по клавишам стучать - не мешки ворочать.
Риторический вопрос: есть ли смысл для сверления десяти дырок в год покупать профессиональную дрель Festool за 50 тыс???
@Athlon написал:Риторический вопрос:
Желаете помучаться? Мучайтесь
По поводу мешков - можете взглянуть на действующую модель корабля, сделанную из ABS пластика. Монитор Huascar поищите по форуму.
@Olger_spb написал:Махмуд написал:порог вхождения ниже плинтуса.
Удобство и возможности примерно там же.
Я предпочитаю Rhinoceros. ... С огромной кучей функций и возможностей...
... которые начинающий пользователь использовать не сможет тупо потому, что не знает об их существовании
Мы же говорим о начинающем все-таки.@Дмитрий написал:
Соглашусь полностью. SketchUp доступен для понимания любому.А вот сложности со стыковками многих элементов одного объекта действительно есть. Немного помогает отсвечивание программой поверхностей фигур, но не настолько что бы увидеть ошибку самому.
Есть MeshLab, который жутковат на самом деле, либо Autodesk Netfabb, который вроде денег стоит
Они проверяют шустро и чинят тоже. Но автопочинка сама по себе плоха, поэтому имеет смысл научиться делать правильно, а этими приблудами пользоваться только для проверки.
@Махмуд написал:Дмитрий написал:Соглашусь полностью. SketchUp доступен для понимания любому.А вот сложности со стыковками многих элементов одного объекта действительно есть. Немного помогает отсвечивание программой поверхностей фигур, но не настолько что бы увидеть ошибку самому.Есть MeshLab, который жутковат на самом деле, либо Autodesk Netfabb, который вроде денег стоит Они проверяют шустро и чинят тоже. Но автопочинка сама по себе плоха, поэтому имеет смысл научиться делать правильно, а этими приблудами пользоваться только для проверки.
Вот тут вы попали в самую точку. Действительно нужно научиться делать 3Д модели без ошибок. Это не просто, но время экономит (и нервы) в последующем здорово.
К примеру Autodesk исправляет ошибки, но при этом он способен изменить геометрию, сделать пустоту там где ее не должно быть или наоборот произвести заливку в тех местах, где предполагается отверстие. Несмотря на это, я им пользуюсь, с последующей перепроверкой чего он там наисправлял.
@Махмуд написал:потому, что не знает об их существовании
естественно, наш пользователь инструкций не читает, хелпом не пользуется и видеоуроки не смотрит.
Если надо по-быстрее сляпать полочку, то скетч ап, наверное, пойдет. Для чего-то более сложного нужна нормальная программа.
Свой выбор я назвал и ни разу не пожалел. Для моих задач отличная программа.
Зачем мне ваш корабль??? Я говорю - материально помогите! Всякий раз, когда у вас появится желание подсказать мне, что покупать- подтверждайте свои слова делами, денежным переводом.@Olger_spb написал:По поводу мешков - можете взглянуть на действующую модель корабля, сделанную из ABS пластика.
@Olger_spb написал:Махмуд написал:потому, что не знает об их существовании
естественно, наш пользователь инструкций не читает, хелпом не пользуется и видеоуроки не смотрит.
Если надо по-быстрее сляпать полочку, то скетч ап, наверное, пойдет. Для чего-то более сложного нужна нормальная программа.
Свой выбор я назвал и ни разу не пожалел. Для моих задач отличная программа.
Каждый делает свой выбор.
Работал в различных редакторах. 3ДМакс понравился, но требует освоения.
Скетч, то же плох, практичен, прост, но ограничен в отработке продвинутых моделей.
Каждый подбирает продукт под себя.
@Дмитрий написал:Работал в различных редакторах. 3ДМакс понравился, но требует освоения.
ЗDmax вроде же больше на всякие красивые картинки рассчитан, не лучше ли в нашем деле инженерные 3D программы, Solid Works и Компас?
@Athlon написал:Я говорю
За что я "люблю" демагогов? Да ни за что.
Речь шла о возможности применения ABS пластика в деле, о ней я и говорил. Причем здесь ваше убогое материальное положение? Да ни при чем вовсе.
Вы не на том ресурсе спонсоров ищите
А если совсем не понятно, то для пассажира бронепоезда специально поясню - модель приведена как пример практического использования того же пластика и наглядного пособия, как надо печатать.
Вы правы. Именно инженерные программы и нужны. Но они требуют освоения.
В 3ДМаксе я даже ролик делал, играл подсветкой, наводкой камеры и т.д. Но и в нем можно работать.
Инженерные программы заточены под технические модели. Тут сложнее, зато выбор функций шире. После освоения приятно создавать сложные модели. Компас вполне годится.
Но не все готовы это освоить. далеко не все.
@Olger_spb написал:модель приведена как пример практического использования того же пластика и наглядного пособия, как надо печатать.
Так я и без вас знаю, как печатать и практически применять!
@Olger_spb написал:Вы не на том ресурсе спонсоров ищите
А говорил - серьёзный человек...
Балабол!...

Коллеги!
Закупил за рубежом энное количество фигур в формате stl, в основном, к моему глубокому сожалению, эротика с элементами порнографии.
Предложил распечатать одной фирме - не понимают, что значит распечатать в формате 1/16, думают, что это надо модель уменьшить в 16 раз от исходного размера (где-то 30 см).
Предложил другой фирме - получилось ещё хуже, начал с того, чтобы отсканировать корпус "Страсбурга" и удлинить его на 15 см (хочу сделать его с 3-мя башнями  ) - взяли 5 тыс. предоплаты, а потом говорят, что не могут раздвинуть модель по одной оси без искажений
) - взяли 5 тыс. предоплаты, а потом говорят, что не могут раздвинуть модель по одной оси без искажений 
Не посоветуете, к кому обратиться?
@Чароит написал:Коллеги!
Закупил за рубежом энное количество фигур в формате stl, в основном, к моему глубокому сожалению, эротика с элементами порнографии.Предложил распечатать одной фирме - не понимают, что значит распечатать в формате 1/16, думают, что это надо модель уменьшить в 16 раз от исходного размера (где-то 30 см).
Предложил другой фирме - получилось ещё хуже, начал с того, чтобы отсканировать корпус "Страсбурга" и удлинить его на 15 см (хочу сделать его с 3-мя башнями {[}] ) - взяли 5 тыс. предоплаты, а потом говорят, что не могут раздвинуть модель по одной оси без искажений
Не посоветуете, к кому обратиться?
Блин, я как-то модель скачал, очень хотел(жуть как хотел)кое где подправил, где оставил.
Но, Роскомнадзор пыл мой умерил.
карочь на силикон перешёл из ближайшего магазина.
Теперь пальцы звенят аж скулы сводит.
Спасибо Дмитрию за рассказ о своем опыте, думаю, все интересующиеся почерпнут для себя массу полезного.
Как владелец Фотона С с февраля этого года добавлю несколько копеек.
О себе: основной интерес - одно/двухмоторная авиация в 1/144 (т.е. много мелких деталей двойной кривизны) и немного - фигурки.
Принтер брал для печати тех моделей, которые неизвестно когда появятся в мейнстриме и у япноцев в гашапонах.
Расход смолы с февраля - 3.5 литра, разные цвета Anycubic.

1. О применимости технологии печати из смолы как таковой
Как уже тут отмечалось в плюсах:
- Недостижимая на других бытовых принтерах точность печати - от 20 микрон это очень круто для домашнего принтера.
- Возможность постобработки и сборки с помощью обычных модельных технологий - результат клеится на цианакрил, шкурится, грунтуется [почти] как обычные смоляные детали
- Крутая "кривая обучения" до получения приемлемых результатов - фактически, вам сначала нужно стать "технологом печати из смолы" на вашем конкретном принтере, освоить теорию засветки и схватывания смолы, оптимальных углов наклона модели и расстановки поддержек, напечатать с десяток тестовых шаблонов, научиться фильтровать смолу, натягивать пленку по герцам и так далее.
- Нестабильность результата - то, что данная модель успешно пропечаталась один раз, совсем не означает что она точно также пропечатается еще 20 раз.
Влияют - температура смолы и помещения, степень убитости пленки, правильно выставленный 0, кривизна стола, включения в смоле и фазы луны.
- Запахи и мокрая постобработка - тут, думаю, уже понятно. Крайне желательно все это делать в отдельном помещении, в котором никто не живет (или хотя бы не спит).
- Необходимость освоения нового ПО (даже если вы профессиональный 3D-скульптор) - слайсеров и их настроек.
По цене смолы - делать на смоляных принтерах что-то заметно крупнее области печати из отдельных деталей - сильно дорого.
Т.е. танки в 72м и тем более 35м получатся золотыми.
Авиация в 72м - тоже под большим вопросом, учитывая насыщенность этого рынка готовым пластиком и афтермаркетом.
Танки в 1/100 и 144 - да.
Авиация в 1/144 - тоже да.
Допы для всех масштабов (колеса, баки, маски пушек, другие носы и тп) - тоже да.
Ну и конечно фигурки всех масштабов - тут технология оптимальна.
Подвесное вооружение - с оговорками (см следующий пункт).
В целом печать из смолы отлично подходит для объемных, "плотных" объектов со сложным рельефом, фигурки - как раз идеальный пример.
А вот для тонких вытянутых деталей (ПВД, стволы пушек, авиационные ракеты) - однозначно нет.
С плоскими деталями со строгой геометрией или плоскими гранями - все сложно.
У выращенных моделей всегда будет 2 стороны - чистовая, которая смотрит от стола, и черновая, к которой подходят поддержки.
И черновая сторона всегда будет иметь дефекты - либо "слоновью ногу", если она стоит прямо на столе, либо "апельсиновую корку", если висит на поддержках.
Картинка для иллюстрации - изогнутая створка люка на поддержках и снятая, с "коркой":
2. Технологический цикл 3D-файлов
К вопросу о "я моделю в программе такой-то, смогу ли я печатать на этом принтере"
Кратко - конечно сможете.
Развернуто:
Смоляные принтеры не печатают 3D-модели (даже в формате STL) напрямую.
Они вообще не видят 3D.
Они видят слои, на которые исходная 3D-модель нарезается слайсером - отдельным ПО (как правило от вендора принтера)
Физически это файл-контейнер с кучей картинок, по одной на каждый слой, плюс мета-данные с настройками печати по слоям.
Выглядит он как МРТ - белые силуэты на черном фоне, движок справа прокручивает слои вверх-вниз.
Стандартом де-факто в индустрии является формат файла STL - его понимают все слайсеры.
Также многие понимают OBJ.
Проприетарные форматы от вендоров типа MAX, IGS и тп не пройдут, т.к. для их открытия нужна лицензия на соотв. ПО
Важно иметь в виду, что STL - максимально простой формат, в котором поддерживается только сетка.
Никаких текстур, карт смещений и прочих "излишеств" не предусмотрено.
Mesh на входе, mesh на выходе.
Итоговый технологический цикл выглядит так:
1. Моделите 3D-модель в вашем любимом ПО
2. Экспортируете из него нужную деталь модели в STL/OBJ
3. [Опционально] "Лечите" STL-файл на предмет дырок/перехлестов и прочих косяков геометрии.
4. Открываете файл в слайсере - в нем масштабируете/поворачиваете модель и добавляете поддержки (о чем отдельно)
Также на этом этапе можно добавить несколько моделей на печатный стол, чтобы сформировать итоговый батч
5. Нарезеаете (слайсите) файл в формат, понимаемый принтером (точнее, версией его прошивки)
6. Записываете файл на флешку, вставляете в принтер, печатаете
Очень рекомендую начинающим (и не только) печатникам обязательно проверять каждый слайс-файл после нарезки.
Многих косяков можно избежать, не тратя дорогую смолу и время:
Как минимум нужно проверить:
1. Правильно ли вышли первые слои?
Иногда они неполные или отсутствуют, а это ставит под угрозу всю модель целиком, она просто отвалится в самом начале.
2. Нет ли посторонней геометрии?
На картинке выше видны срезы паразитных пилонов под фюзеляжем МиГ-9, которых там быть не должно.
Причина - недолеченная модель.
3. О времени печати
Особенность технологии печати засветкой по слоям заключается в том, что время печати зависит не от объема детали, а от количества слоев.
Т.е. одна и та же бомба, положенная горизонтально или поставленная на попа будет печататься в 3-4 раза быстрее.

Второй фактор, прямо влияющий на количество слоев - толщина одного слоя.
Деталь высотой 50 мм, порезанная на слои 0.1 мм даст 500 слоев, на слои 0,05 мм - 1000 слоев, а на чистовые 0,02 мм - 2500 слоев
Время на 1 слой можно в среднем считать одинаковым, а значит время печати всей модели будет отличаться в 2,5 раза между 0,02 и 0,05 и в 5 раз между чистовым и черновым качеством.
А т.к. на один слой уходит не менее 5 секунд (на темных смолах до 10 и более), то легко увидеть, что итоговое время измеряется часами - 8/10 и даже 14 часов на 1 печать - не редкость.
Вот этот Люфт46, поставленный вертикально (высота с поддержками 75 мм) печатался 7,5 часов на среднем качестве 0,05:

Он же в чистовом качестве 0,02 будет печататься 14-15 часов.
Оптимальная стратегия - класть (что можно) как можно ниже, а если нельзя, то хотя бы заполнять область печати другими деталями, т.к. что четыре, что одна деталь, будут печататься ровно тоже самое время.
Пример - 6 одинаковых подставок за 1 проход.
4,5 часа на слое 0,05 мм:
@Сергей написал:
Сергей спасибо за дельные комментарии!
Написали все верно и наверное более сжато чем я ... ![]()
Вопрос - какой смолой конкретно пользуетесь???
у меня два типа.
Фото выкладываю.
У Вас какая? На фотографиях не пойму ее цвет и маркировку.

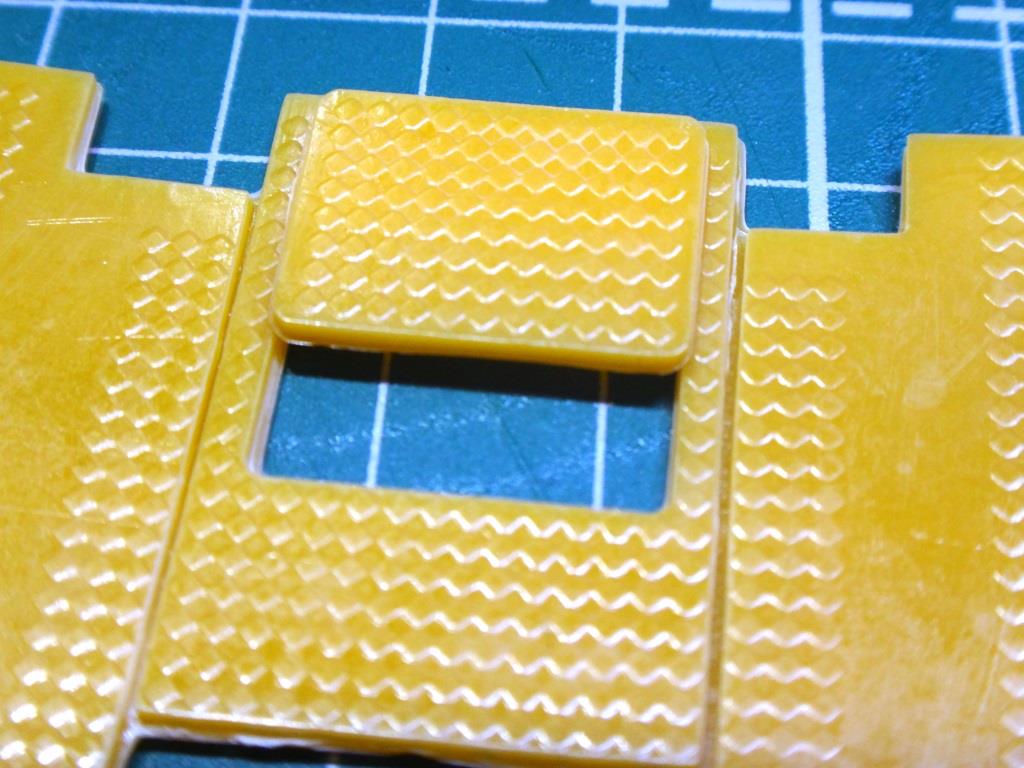
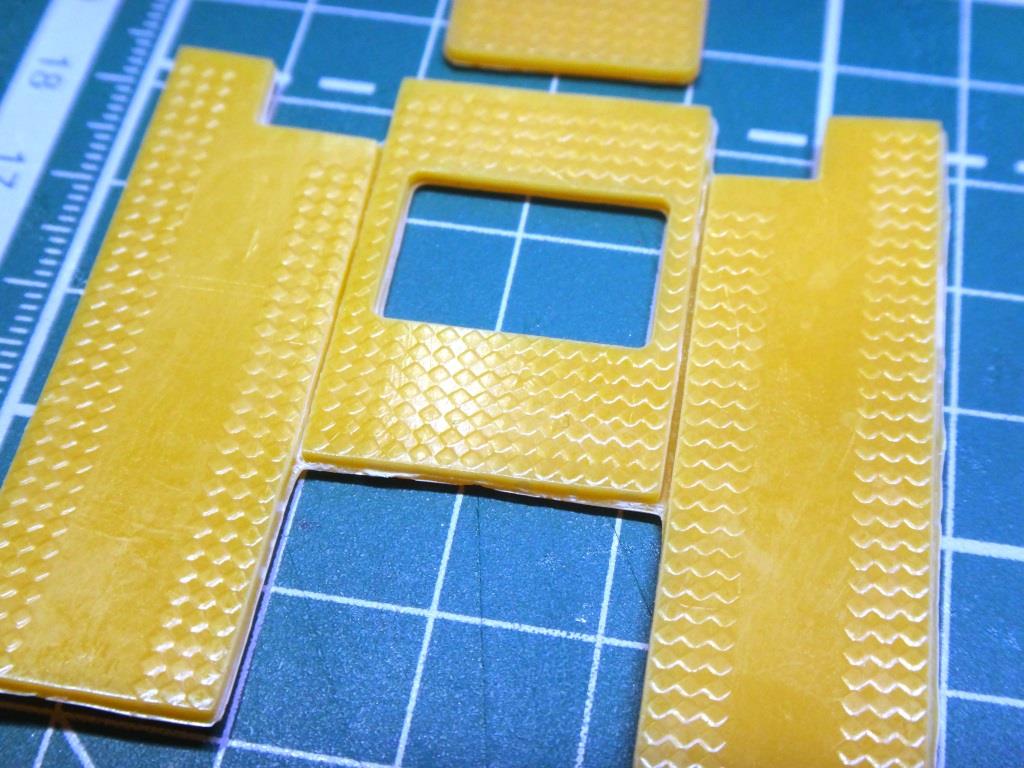
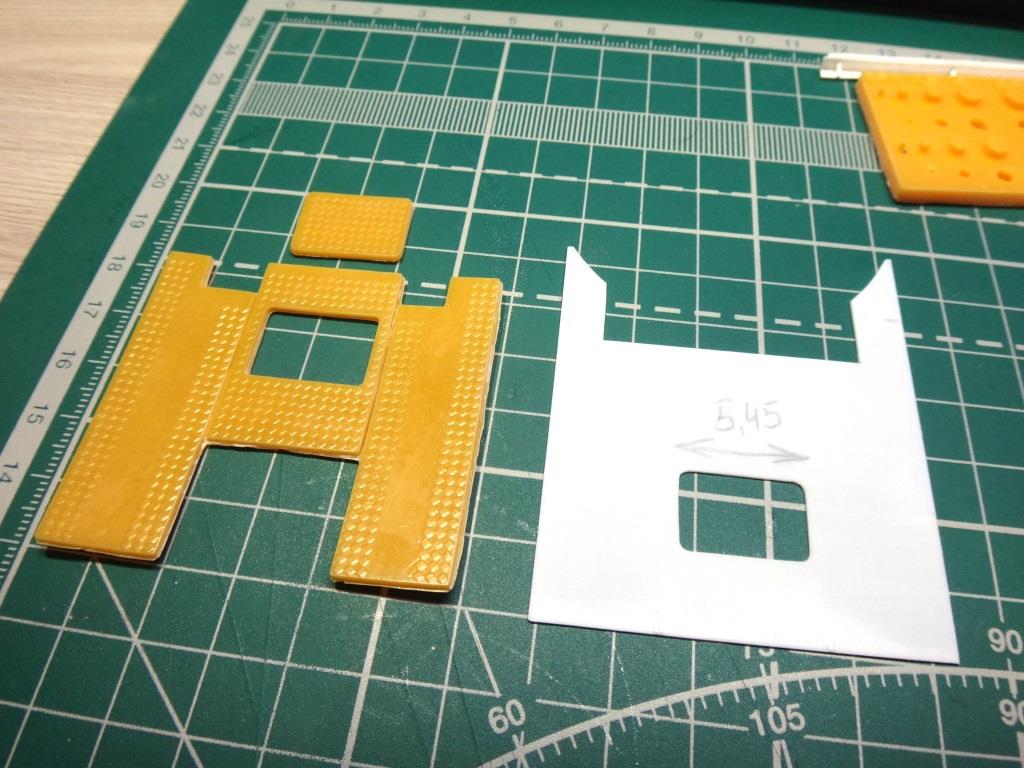
А вот пример использования оранжевой смолы. Только что распечатал пол отделения управления своей модели.
Печать продолжалась 16 минут. Толщина слоя 0,01 мм (!).
Каждая шашечка по диагонали 1 мм.
Видна не стыковка люка по размеру с лючным проемом. При ширине люка 18 мм, не стыковка с проемом составила 1 мм (!).
Эту особенность нужно учитывать при проектировании и печати деталей.