

Доброго времени суток.
У меня тут небольшой вопрос знатокам. Для начала, немного предыстории.
Пробую напечатать каток БТ-СВ.
Но возникла проблемка, каток располагаю под наклоном, рассчитал угол, при котором поверхность получается почти не требующей дополнительной обработки, при слои 0.025мм.
Но вылез косяк:
Образовалась ступенька(обвел участок красным), при распечатки слоем 0,05мм, ступенька исчезает.Причина, по моим догадкам- непосредственно в том что деталь расположена под углом, и там при печати образуется закрытый карман.Смешения , которое образует ступеньку-равно примерно 0.1-0.2мм.
Для проверки , сделал пробник с похожим карманом и той же толщиной слоя: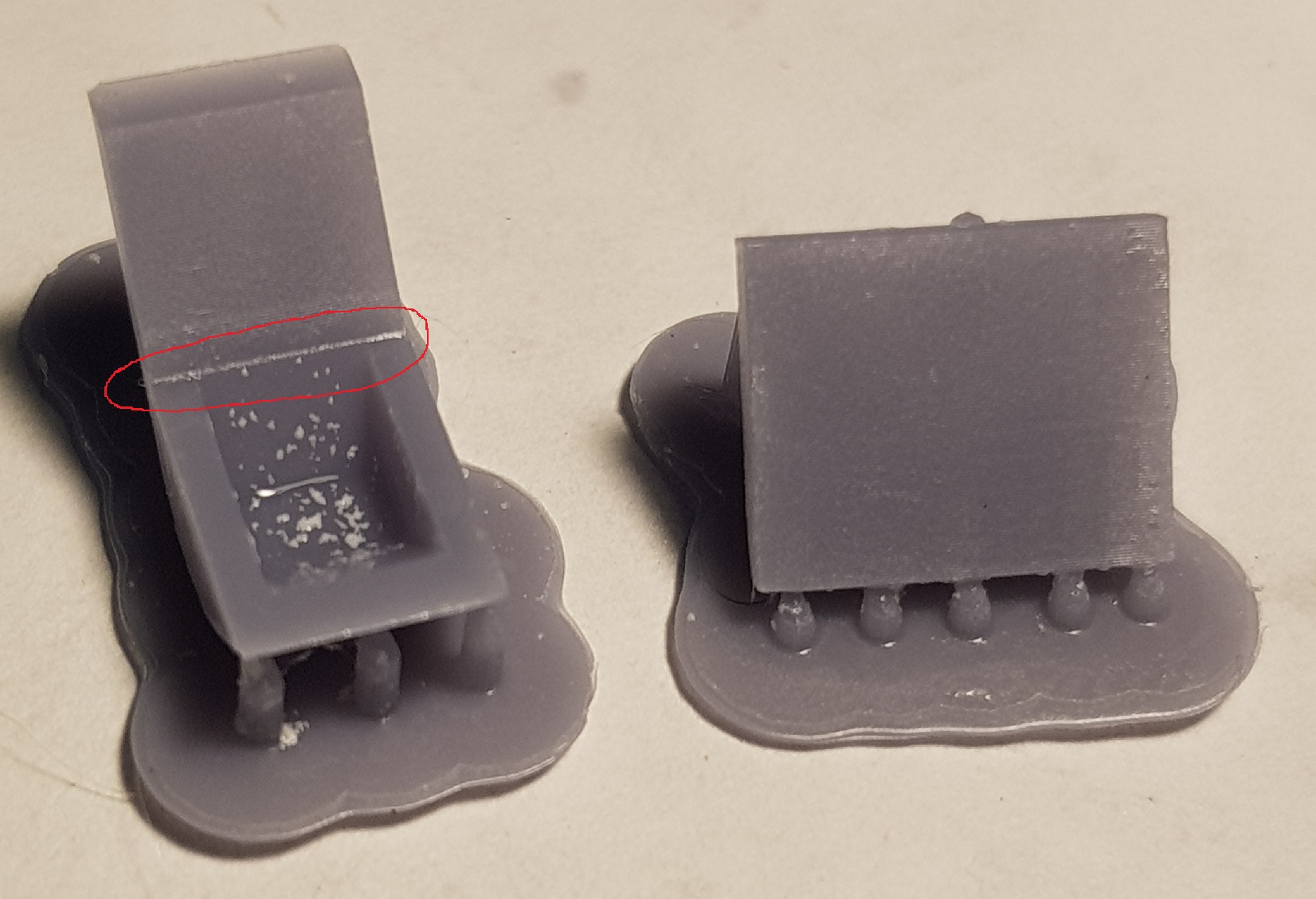
Обвел красным ступеньку, уступ примерно 0.1мм
При распечатки слоем 0,05мм-ступенька уходит:
Там остается небольшая полоска, которая убирается легким касанием шкурки.
Экспериментировал с экспозицией, скоростью движения платформы, единственное не стал менять высоту поднятия платформы.
Собстно-как победить эту ступеньку?Да я могу перейти на слой 0,05мм, но не хочется лишних движений шкуркой и уже просто некоторый азарт, в попытке добиться нужного результата.
Из некоторых мыслей-возможно смола не тянет данную толщину слоя.
В заранее спасибо за помощь.

Я собирал катки из нескольких частей. Печатал "плашмя", располагая их на рабочем столе платформы.
Затем склеивал суперклеем гель.
Внутренние части каждого катка печатал отдельными деталями с очень тонкой толщиной слоя. Не хотел делить бандаж на две части. В этом случае элементы резины на катках (бандаж) получились цельным объектом.
При плоской печати, лицевая часть катка получается гладкой. Ведь это ЦЕЛЬНЫЙ слой. Не видно ни слоев, ни переходов. Попробуйте так.
На тот период, при использовании оранжевой смолы, печать мелких головок болтов я освоил еще слабо. По этому головки врезал отдельно.
На черной смоле я печатаю головки вместе с деталями сразу, как к примеру сейчас собираю крышу корпуса БМЗП.
Пробовал как и Вы печать под углом, вертикально, цельным катком.
Геометрия нарушалась, появлялись борозды, слоистость, видимость слоев.
Отказался.
Да и еще. При печати ОЧЕНЬ внимательно смотрите, что бы не появились "нависающие" части деталей. Т.е. детали, в момент печати не имеющие соприкосновения с чем то уже напечатанным или с рабочим столом.
Сложные фигуры не просто спрогнозировать на нависание. Но это необходимо учитывать.




@Дмитрий написал:Я собирал катки из нескольких частей. Печатал "плашмя", располагая их на рабочем столе платформы.
Затем склеивал суперклеем гель.
Внутренние части каждого катка печатал отдельными деталями с очень тонкой толщиной слоя. Не хотел делить бандаж на две части. В этом случае элементы резины на катках (бандаж) получились цельным объектом.
При плоской печати, лицевая часть катка получается гладкой. Ведь это ЦЕЛЬНЫЙ слой. Не видно ни слоев, ни переходов. Попробуйте так.
На тот период, при использовании оранжевой смолы, печать мелких головок болтов я освоил еще слабо. По этому головки врезал отдельно.
На черной смоле я печатаю головки вместе с деталями сразу, как к примеру сейчас собираю крышу корпуса БМЗП.
Пробовал как и Вы печать под углом, вертикально, цельным катком.
Геометрия нарушалась, появлялись борозды, слоистость, видимость слоев.
Отказался.
Да и еще. При печати ОЧЕНЬ внимательно смотрите, что бы не появились "нависающие" части деталей. Т.е. детали, в момент печати не имеющие соприкосновения с чем то уже напечатанным или с рабочим столом.
Сложные фигуры не просто спрогнозировать на нависание. Но это необходимо учитывать.
В том то и дело, что по сути каток то получился, но при слои 0.05мм, но под тем углом, что я поймал слой 0,025 дает результат интересней, по поверхностям. Все портит именно это место. Вот мне и интересно понять-почему там такая фигня происходит..и можно ли ее победить.
А порезать каток-это не проблема сама по себе)))
Вы под какими углами печатали?
А я тут нехитрым способом высчитал оптимальный угол наклона в 45,57 градуса при печати слоем 0,05 и 0,025мм. И угол 40,36 при слоях 0,06 и 0,03мм.
Углы такие странные, потому что-завязаны на размер пикселя и высоту слоя и это позволяет убрать видимость слоев, на прямой поверхности и знатно так снизить видимость слоев на поверхностях второго и третьего порядка, что идут по касательной к прямой поверхности. Но все эти расчеты работают как минимум с моим катком, а так мне кажется под каждую деталь стоит подбирать какое то свое оптимальное расположения.
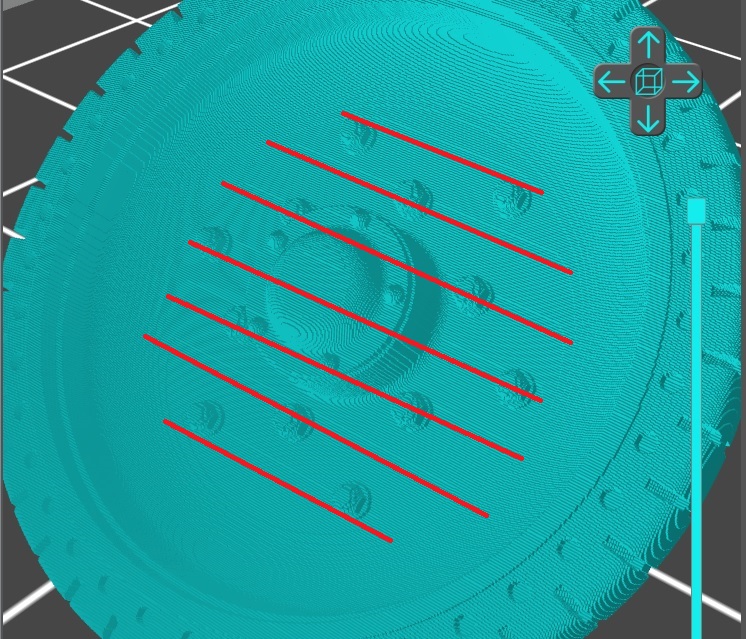
Вот к примеру угол 45 градусов, слои 0,025(красным подчеркнул видимые ступеньки)
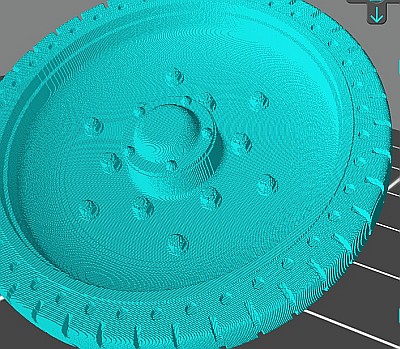
А вот угол 45,57 градусов, то той же толщиной слоя.
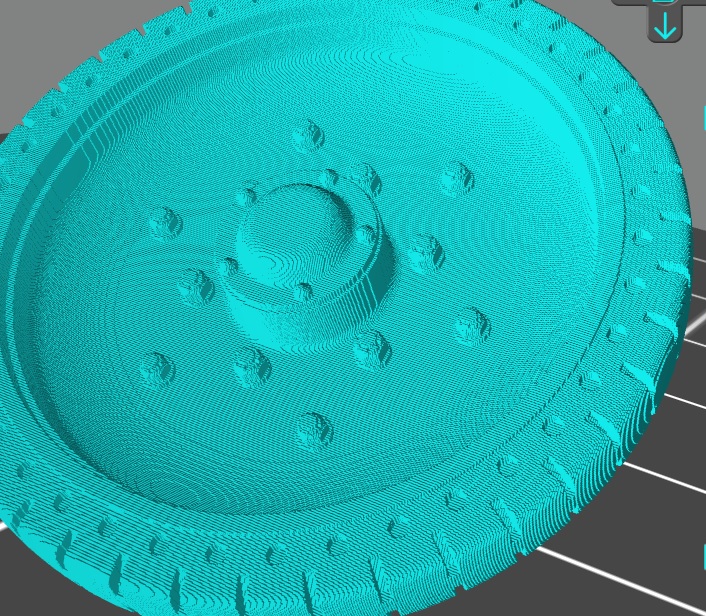
Как видите, ступенек уже нет.
Вот из за таких моментов и хочется разобраться с тем косяком , из за чего он возникает и можно ли его убрать.
@Кирилл Пасхин написал:Как видите, ступенек уже нет.
Вот из за таких моментов и хочется разобраться с тем косяком , из за чего он возникает и можно ли его убрать.
О, а чем это вы так слои визуализируете?
Судя по характерному цвету и контролам - Фотон Воркшоп.
Я его весь облазил - нигде не нашел такого режима.
@Сергей написал:О, а чем это вы так слои визуализируете?
Судя по характерному цвету и контролам - Фотон Воркшоп.
Я его весь облазил - нигде не нашел такого режима.
Прогу на 3д принтер открываем на компе Воркшопом:
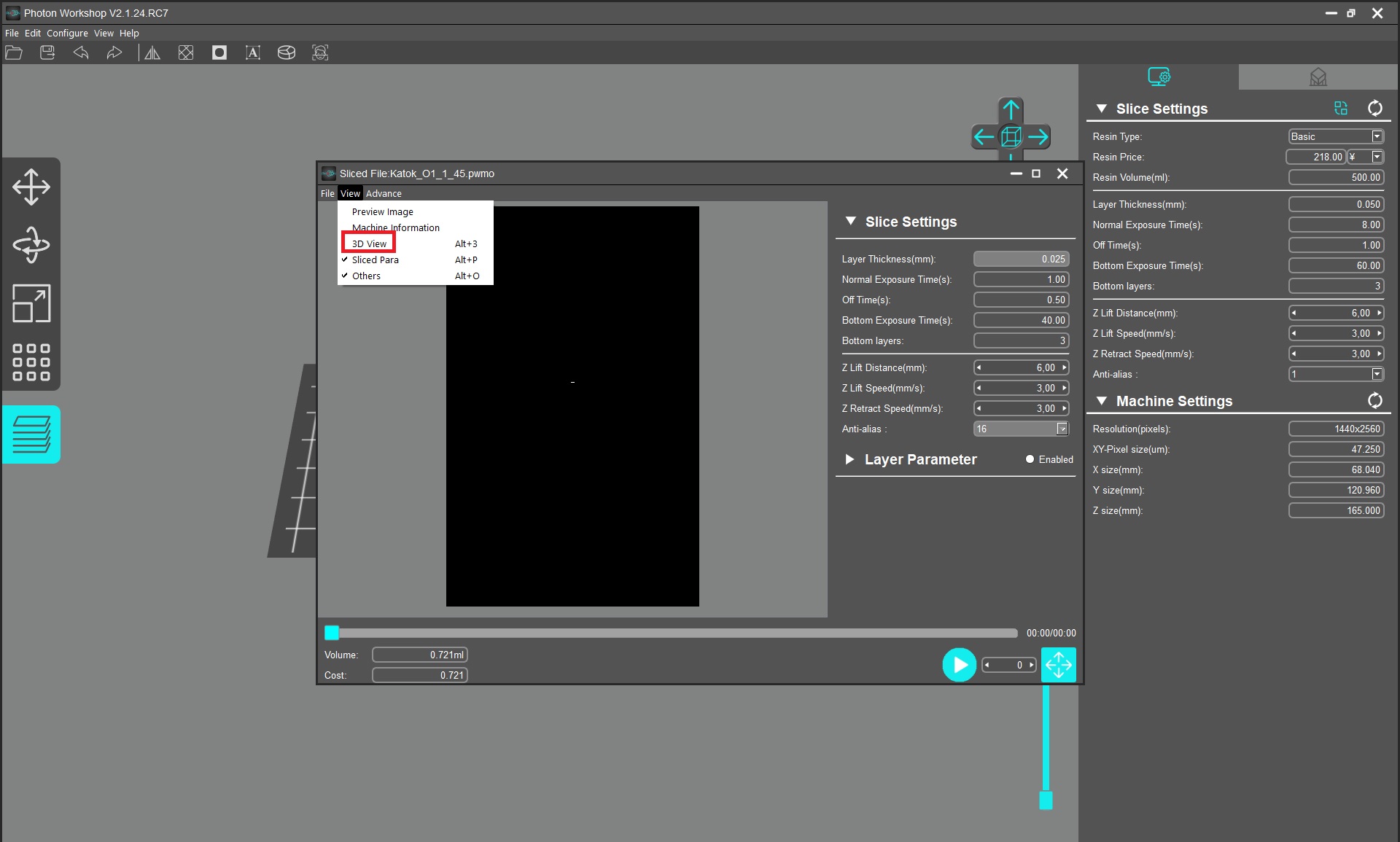
Выделил красным, саму кнопку в меню.
Это точно у них есть в последней версии(которая глючная), про ранние не знаю.
@Кирилл Пасхин написал:Прогу на 3д принтер открываем на компе Воркшопом:
Выделил красным, саму кнопку в меню.
Это точно у них есть в последней версии(которая глючная), про ранние не знаю.
То то у меня там вообще голяк - ни View, ни Advance, только File
Версия 2.1.21.RC6
А у вас - 2.1.24
Похоже, придется держать два Воркшопа - один для слайсинга, другой для проверки слоев.
У меня крайние версии тоже глючили, модель открываешь - вылетает.
@Сергей написал:То то у меня там вообще голяк - ни View, ни Advance, только File
Версия 2.1. 21 .RC6
А у вас - 2.1. 24
Похоже, придется держать два Воркшопа - один для слайсинга, другой для проверки слоев.
У меня крайние версии тоже глючили, модель открываешь - вылетает.
У меня толщина слоев не меняется и время засветки.
Пару раз вылетало...Ну и еще, он вам не покажет нарезку слоев крупной деталюхи, слоев так в 1500 или более..я не помню на каком количестве он сдох....
Он будет показывать только часть детали.
Всем добрый вечер. Хотел уточнить действительно черный цвет так сильно влияет на печать? Сам печатаю на обычном фотоне и действительно серая смола мне лично не понравилась она слишком мягкая.
@Антон Дюбин написал:Всем добрый вечер. Хотел уточнить действительно черный цвет так сильно влияет на печать? Сам печатаю на обычном фотоне и действительно серая смола мне лично не понравилась она слишком мягкая.
По тому, что находил в сети-да,черный цвет предпочтительней-он препятствует распространению паразитных засветок. Мягкость, с цветом не связана. Вы после печати деталь от остатков смолы спиртом чистите?Досветку ультрафиолетом проводите? Просто у меня серый, мягки после чисткой спиртом, после досветки он становится достаточно твердым и соответственно-хрупким.
У меня серый, после дозасветки - твердость хорошая.
Правда смола - "элегоу", не "кубовская" - запах меньше от нее и не такой противный.
Три слова - это два слова.
@Кирилл Пасхин написал:Антон Дюбин написал:По тому, что находил в сети-да,черный цвет предпочтительней-он препятствует распространению паразитных засветок. Мягкость, с цветом не связана. Вы после печати деталь от остатков смолы спиртом чистите?Досветку ультрафиолетом проводите? Просто у меня серый, мягки после чисткой спиртом, после досветки он становится достаточно твердым и соответственно-хрупким/
Да спиртом промываю, и сушу на солнце 2-3 дня.
@Антон Дюбин написал:Да спиртом промываю, и сушу на солнце 2-3 дня.
Я с принтером купил машинку для промывки и досветки Anycubic-кую. После досветки в 4 минуты..деталь становится уже твердой. Скорее всего у вас просто пластик у деталей недосвечин, потому и мягкий.
@Антон Дюбин написал:Всем добрый вечер. Хотел уточнить действительно черный цвет так сильно влияет на печать? Сам печатаю на обычном фотоне и действительно серая смола мне лично не понравилась она слишком мягкая.
Черная АМD-3. Не плохие результаты. Точность хорошая.
Одна проблема - после печати визуально сложновато оценить как получилась мелкая деталь. Рельефность вино не очень хорошо. На оранжевой смоле четко видно что получилось.

@Parex написал:Чем клеить детали из этой смолы? Если собирать изделие
Циакрин. Он же суперклей.
Или суперклей-гель.
Он схватывает не сразу, что дает время на позиционирование деталей.
Мне очень понравился "Момент 60 секунд" - есть время на позиционирование и это гель. А излишки можно легко убрать дебондером. Я использую дешёвый для снятия ресниц - работает шикарно 
@Кирилл Пасхин написал:слои 0,025
Не рекомендуется печатать слоями с градацией 0,005 мм - это получается не механический шаг шагового двигатея, а так называемый микрошаг - программное воплощение дополнительного шага - существует возможность сдвига, т.к. контроллеры и сами шаговики на дешёвых принтерах оставляют желать Поэтому лучше придерживаться стндартного шага для двигателя - 0,01мм.
@Кирилл Пасхин, касательно ступеньки - обычно такие проблемы вызваны либо очень высокой силой отрыва слоя от плёнки, либо недостаточным количеством поддержек, либо смола слишком мягкая и деформируется, опять же, из-за сильного отрыва. Последнее - вероятно Ваш случай, т.к. на бОльшей высоте слоя проблема исчезает - а при большей высоте слоя - прочность смолы во время печати выше. Один из вариантов решения проблем с деформациями при печати от механических нагрузок - это печать на "двойной" экспозиции - в таком случае смола набирет достаточную прочность, чтобы противостоять нагрузкам, но такой метод слабо подходит для стандартных бюджетных принтеров, т.к. резко падает детализация печати - всё заплывает. Если честно я в своё время пытался играть в игру "расположи деталь так чтоб было наиболее гладко", но в итоге всё всегда заканчивалось компромиссами - либо гладко, но искривление геометрии, либо требуются доп поддержки, либо на детали хорошо выглядит только одна сторона, в остальные хуже. В итоге я всегда печатаю детали так чтоб площадь сечения слоя была минимальной, при этом если деталь симметричная - стараюсь располагать по оси симметрии.
Ещё вопрос - а какая у Вас стоит высота отрыва в мм? И задержка включения засветки?
@Сергей написал:AK3D топит за Phrozen Sonic Mini 4K и его характеристики действительно впечатляют
Уточнение, Принтер сделан In Taiwan, но проблемы с заказом это не решает. И я всё-таки взял его на тесты. Пока что мнение очень неоднозначное, честно говоря. Есть вещи которые сильно раздражают по сравнению с Фотон С. Но детализация из коробки почти такая же как на моём модифицированном Фотон С, тут нужно отдать должное... Когда разберусь с проблемами и протестирую более подробно - оставлю своё мнение.
Кстати, касательно плёнки - плёнка плёнке - рознь и плёнки сильно отличаются по своей "прилипучести". На SM4K (Sonic mini 4k) сейчас как раз столкнулся с тем что родная плёнка - ОЧЕНЬ сильно липучая, по факту даже не получается толком распечатать модели, которые я легко печатал на Фотоне. Самой лучшей плёнкой по многочисленным и не только моим тестам - можно считать плёнку от фирмы EPAX - так называемую - non-FEP плёнку. Название, конечно же, чистой воды маркетинг, но качество действительно хорошее. Нам в России сильно повезло и не нужно заказывать эту плёнку через Amazon или как-то ещё, есть фирма Hardlight - которая продаёт "очень качественную плёнку и не EPAX" , но с того же завода  Цена, конечно, кусачая - 500р за одну, но живёт плёнка долго, если не натирать её бумажными полотенцами, как советуют многие недоблогеры, и однозначно она того стоит - детали которые не печатаются на родной Эникубиковской плёнке - печатаются на плёнке от HardLight без проблем.
Цена, конечно, кусачая - 500р за одну, но живёт плёнка долго, если не натирать её бумажными полотенцами, как советуют многие недоблогеры, и однозначно она того стоит - детали которые не печатаются на родной Эникубиковской плёнке - печатаются на плёнке от HardLight без проблем.
Не рекомендуется печатать слоями с градацией 0,005 мм - это получается не механический шаг шагового двигатея, а так называемый микрошаг - программное воплощение дополнительного шага - существует возможность сдвига, т.к. контроллеры и сами шаговики на дешёвых принтерах оставляют желать Поэтому лучше придерживаться стндартного шага для двигателя - 0,01мм.Кирилл Пасхин, касательно ступеньки - обычно такие проблемы вызваны либо очень высокой силой отрыва слоя от плёнки, либо недостаточным количеством поддержек, либо смола слишком мягкая и деформируется, опять же, из-за сильного отрыва. Последнее - вероятно Ваш случай, т.к. на бОльшей высоте слоя проблема исчезает - а при большей высоте слоя - прочность смолы во время печати выше. Один из вариантов решения проблем с деформациями при печати от механических нагрузок - это печать на "двойной" экспозиции - в таком случае смола набирет достаточную прочность, чтобы противостоять нагрузкам, но такой метод слабо подходит для стандартных бюджетных принтеров, т.к. резко падает детализация печати - всё заплывает. Если честно я в своё время пытался играть в игру "расположи деталь так чтоб было наиболее гладко", но в итоге всё всегда заканчивалось компромиссами - либо гладко, но искривление геометрии, либо требуются доп поддержки, либо на детали хорошо выглядит только одна сторона, в остальные хуже. В итоге я всегда печатаю детали так чтоб площадь сечения слоя была минимальной, при этом если деталь симметричная - стараюсь располагать по оси симметрии.
Про шаг интересно, но вообще я и толщину 0,3 пробовал)))все так же осталось)))Но инфа про шаг, полезна-спасибо.
Про отрыв-менял скорость поднятия платформы, ставил 1мм в секунду-не каких изменений не произошло. Как ступенька была, так и осталась(размер даже не думал меняться). Увеличивал и усиливал поддержку детали-тоже не каких изменений. Ступенька в конкретном месте и именно на этом самом переходе.И это именно ступенька, а не наплыв в обе стороны.
Со временем экспозиции тоже игрался, как в меньшую так и в большую сторону-эффекта ноль. Единственное при увеличении экспозиции количество изломов на поверхности-увеличилось.
Думаю попробовать другую смолу, как раз рекомендованную вами HARZ Labs Basic. А там видно будет)))
Спасибо за ответ
@Кирилл Пасхин, Не за что!
Какая высота отрыва у Вас в настройках? И время задержки включения?
И подумайте над заменой стандартной плёнки
@AK3D написал:Поэтому лучше придерживаться стндартного шага для двигателя - 0,01мм.
Это конечно да, но тогда время печати будет измеряться вообще в сутках!
А если хотя бы 0,02 вместо 0,025?
Типа, кратно 0,1?
@Сергей написал:Типа, кратно 0,1
Я же написал придерживаться шага, а не слоя 0,01 То есть, да - 0,02; 0,03; 0,04; и т.д.
@AK3D написал:Кирилл Пасхин, Не за что!
Какая высота отрыва у Вас в настройках? И время задержки включения?
И подумайте над заменой стандартной плёнки
Высота отрыва 6 мм(это я так понимаю ход платформы,вы имеете ввиду?)Время задержки пробовал и 0.5сек. и 1секунда
Над заменой пленки уже задумался, находил на одном ресурсе, упоминания про то,что у моно плохо пленка натянута и иногда не хватает 6мм.
Только у аникубика приступ жадности)))Они теперь пленку уже натянутую на рамку поставляют. Только так)))
По этому была заказанна новая ванночка, из алюминия. Ждемс)))
Момент-60 хорошо идет под смолу.
Есть время внести корректировку в сопрягаемые детали.
Моментальным клеем циакриновым жидким пользоваться не удобно, а вот гель-циакрин, неплохо работает. Но, если ошибся в стыковке, может так схватиться, что разъединить детали станет невозможно.
Лучше Момент 60 секундный. Придется немного подождать, зато есть время поправить детали.
Кстати о клеях и цианакриле.
Взял недавно в супермаркете по случаю Момент Гель в виде "маркера", называется Perfect Pen
В принципе, удобнее, чем мелкими тюбиками, которы то ничего, то сразу полтюбика выдают.


Сергей написал:AK3D топит за Phrozen Sonic Mini 4K и его характеристики действительно впечатляют
Уточнение, Принтер сделан In Taiwan, но проблемы с заказом это не решает. И я всё-таки взял его на тесты. Пока что мнение очень неоднозначное, честно говоря. Есть вещи которые сильно раздражают по сравнению с Фотон С. Но детализация из коробки почти такая же как на моём модифицированном Фотон С, тут нужно отдать должное... Когда разберусь с проблемами и протестирую более подробно - оставлю своё мнение.
Здравствуйте. Удалось потестировать принтер? Хотелось бы мнение услышать, а то нацелен именно на эту модель.
рассматривал две модели
1.Anycubic Photon Mono SE 329$(у производителя) в Мск 29-38 тр. экран 2к. Дверка вверх, подлезать не очень удобно
2.Phrozen Sonic 4K mini 329$ (у производителя) в Мск 39-45 экране 4к. Есть резиновая крышка для ванночки. Колпак- свободный доступ.
Кто знает почему Phrozen Sonic 4K стоит 135000 руб против 40000 за Phrozen Sonic 4K mini при одинаковой рабочей площади печати?
@Доморама написал:Кто знает почему Phrozen Sonic 4K стоит 135000 руб против 40000 за Phrozen Sonic 4K mini при одинаковой рабочей площади печати?
У принтеров считают не только площадь, но и объем печати.
У mini он в 1.5 раза меньше - 130 мм высоты против 200 мм у Phrozen Sonic 4K
Причем там нелинейная зависимость - мелкий имеет просто направляющую, торчащую из основания, прикрываемую пластиковым колпаком, а крупный - целый металлический корпус за направляющей.
Направляющая не одинарная, как на mini, а двойная.
Видимо, для обеспечения устойчивости при "вытаскивании" модели, заполняющей такой объем.
На общих габаритах и весе это сказывается - вес принтеров 5 кг и 15 кг соответственно.
У производителя, кстати, разброс цен даже больше - 330 и 1400$
Еще у большого Ethernet-интерфейс есть и управляющий экранчик побольше, но это, думаю, уже минорные отличия.


Понятно, просто как то не очень понимаю почему почти в 4 раза повышение цены. Мне кажется за подобные улучшения можно поднять цену раза в два, Но в 4!?? . Ладно, спасибо))