@AK3D написал:Вот как выглядит куб на моём фотоне с модифицированным экраном:
У вас просто фотон? Или фотон С? Ну до модификации?
Сложно ли или затратно делать модификацию?
Три слова - это два слова.
@Сергей написал:Марку смолы не указывают...
Тут очень сильно влияет так же что за тип принтера используется. На DLP принтерах - совершенно другая смола и там нет таких проблем с прозрачной смолой, потому что смолы менее реактивные (мощность излучателей намного выше). Тоже касается и лазерных 3Д принтеров.
@Иван Ильин написал:У вас просто фотон? Или фотон С? Ну до модификации?Сложно ли или затратно делать модификацию?
У меня Photon S. На всех этих принтерах есть один конструктивный косяк - толщина защитного экрана очень большая, что даёт сильное рассеивание после накладываемой маски. Можно провести аналогию с масками при нанесении камуфляжа - чем дальше от поверхности мы держим маску - тем рассеенней получаем контуры. Так вот смысл модификации - переместить маску как можно ближе к засвечиваемому слою.
Это даёт огромный скачёк в качестве и количестве деталей, особенно на Photon S. Затрат там по сути никаких - если не повредить родной LCD при отделении его от защитного стекла и не треснуть это стекло при проточке выреза под шлейф. Бонусом всего этого будет намного более простая процедура замены экрана и его цена - цена матрицы без защитного стекла намного ниже. Минусом являются более выраженные следы от пикселей матрицы, так называемая вокселизация. Но мне - проще пройтись шкуркой по следам слоёв - чем каким-то образом на уровне микронов делать детализацию, клёп и расшивку.
В скором времени я сдулаю небольшую статью о переделке.

@Сергей написал:А дальше - шлифуйте и полируйте, товарищи моделисты, до полной прозрачности (3).
Марку смолы не указывают...
Добрые люди. Хотя, при достижении хорошего качества, 3Д печать будет не хуже пластика.
@AK3D написал:На DLP принтерах - совершенно другая смола и там нет таких проблем с прозрачной смолой, потому что смолы менее реактивные (мощность излучателей намного выше)
А Фотоны не DLP разве?
Или речь про некие "промышленные DLP" с особо мощным засветом?
@Сергей написал:А Фотоны не DLP разве?
Тут некоторая путаница в терминологии произошла. Фотоны, как и все принтеры по технологии с УФ светом - это SLA принтеры, от названия технологии - стереолитография (нет, SLA совсем не значит Лазер). А вот DLP принтеры - как правило означают применение DLP проекторов, как источника УФ засветки, при этом они тоже являются SLA принтерами. Позднее, 3Д принтеры с технологией ЖК матрицы как маски - стали называть MSLA.
Кстати, Кубики не так давно объявили о своей новой линейке Mono с монохромной засветкой - обещают радикальное повышение скорости и точности печати.
Что думаете?

@Сергей написал:Что думаете?
В этой линейке стоит монохромный жк экран, на Фотон и Фотон С - экраны RGB. Сами по себе экраны RGB - это костыль и это создавало много проблем. Так как мы работаем с синим спектром, красный и зелёный субпиксели - блокируют часть светового потока и переводят эту энергию в тепло. Из-за этого экран греется, а жидкие кристаллы боятся нагрева. Это всё ведёт к бытрому выходу из строя обычных матриц при использовании их с 3Д принтерами. Монохромные матрицы - не имеют такой проблемы - они не задерживают так сильно УФ излучение - в следствии чего действительно сильно возрастает как скорость печати, так и долговечность самого экрана.
Честно говоря моя смола по скорости не сильно отстаёт от скорости печати обычными смолами на монохромных матрицах, так что тут я особого плюса не вижу. Долговечность - хорошо, но и цена экранов намного дороже, так что тут тоже спорно...
Однако ни о каком увеличении точности печати от использования монохромного экрана говорить не приходится - разрешение матриц в линейке Anycubic не изменилось, даже упало, так как размер матриц вырос - с 5,5" до 6,01". Единственный возможный выигрыш в точности может быть за счёт того что теперь пиксель будет нормального квадратного сечения, а не прямоугольного (т.к. красный практически блокирует прохождение УФ света).
Плюсом стало то что Anycubic наконец-то применили человеческую рельсовую направляющую, которая в теории должна быть более стабильной чем роликовая направляющая на прошлых фотонах.
На сегодняшний день, действительно интересным аппаратом выглядит Phrozen Sonic Mini 4K - у него, в отличии от Anycubic - монохромный экран размером 6", но уже с разрешением 4К - таким образом размер пикселя составляет 35 микрон, против 47 у фотонов и 50 у новой линейки "моно" от кубиков. Цена в России, правда конская - наши магазины продают его слишком дорого, а напрямую Корейцы, почему-то, его к нам не везут...
@Athlon написал:Думаю стоить будет неподъемных денег.
Эта линейка (mono) по факту, будет заменять текущую - так что ценник будет на уровне Фотон С, если мы не говорим о новых принтерах с гораздо бОльшей камерой печати - они, да, стоят конечно дороже...
Все что заменяет уже имеющееся всегда почему-то стОит сильно дороже имевшегося.

@Athlon написал:Все что заменяет уже имеющееся всегда почему-то стОит сильно дороже имевшегося.
Я могу сравнивать лишь цены на AliExpress, т.к. свои фотоны покупал там - и цены никак не изменились. С такой же областью печати новые модели стоят от 20тр рублей до 32тр, что как раз сопоставимо с ценами на фотон и фотон С нам момент начала их продаж.
Хорошо что тема не умерла. Много полезной и интересной информации, в том числе о новинках. Это радует.

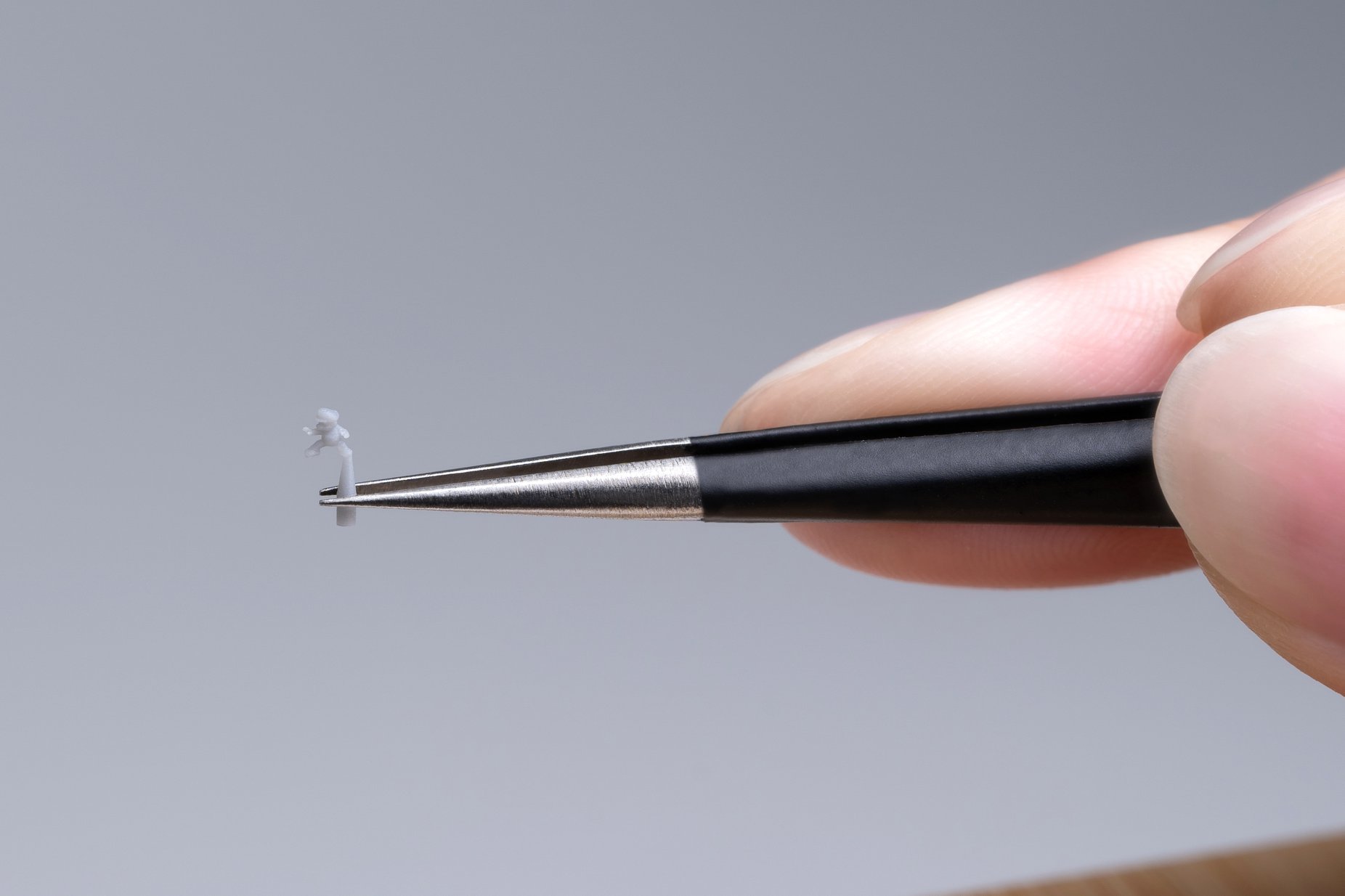
К вопросу о Phrozen Sonic Mini 4K - фото с их фейсбука, "Марио Микро":
Можно не то что пилотов в 1/144, а сразу моряков в 1/350 печатать...



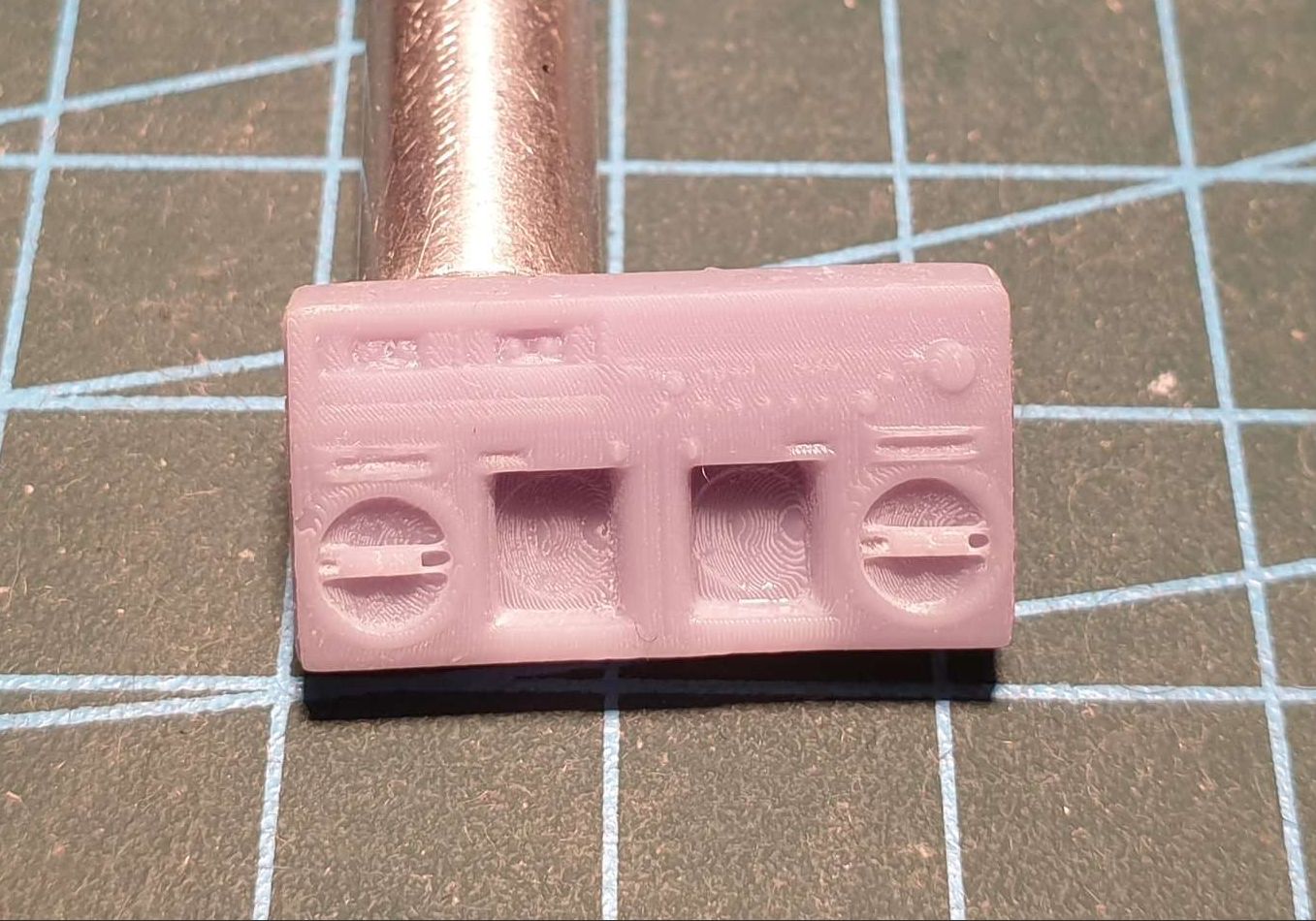
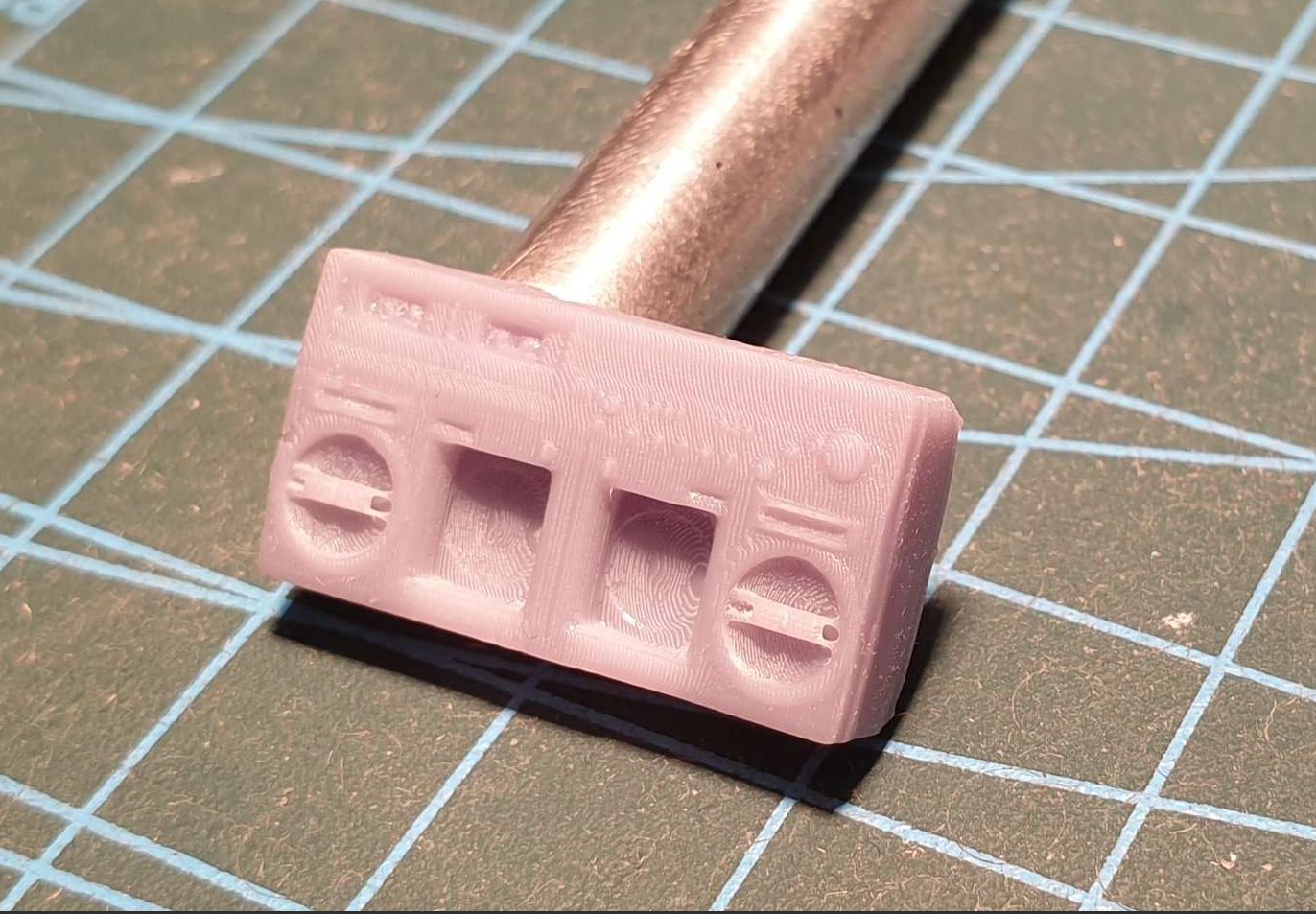
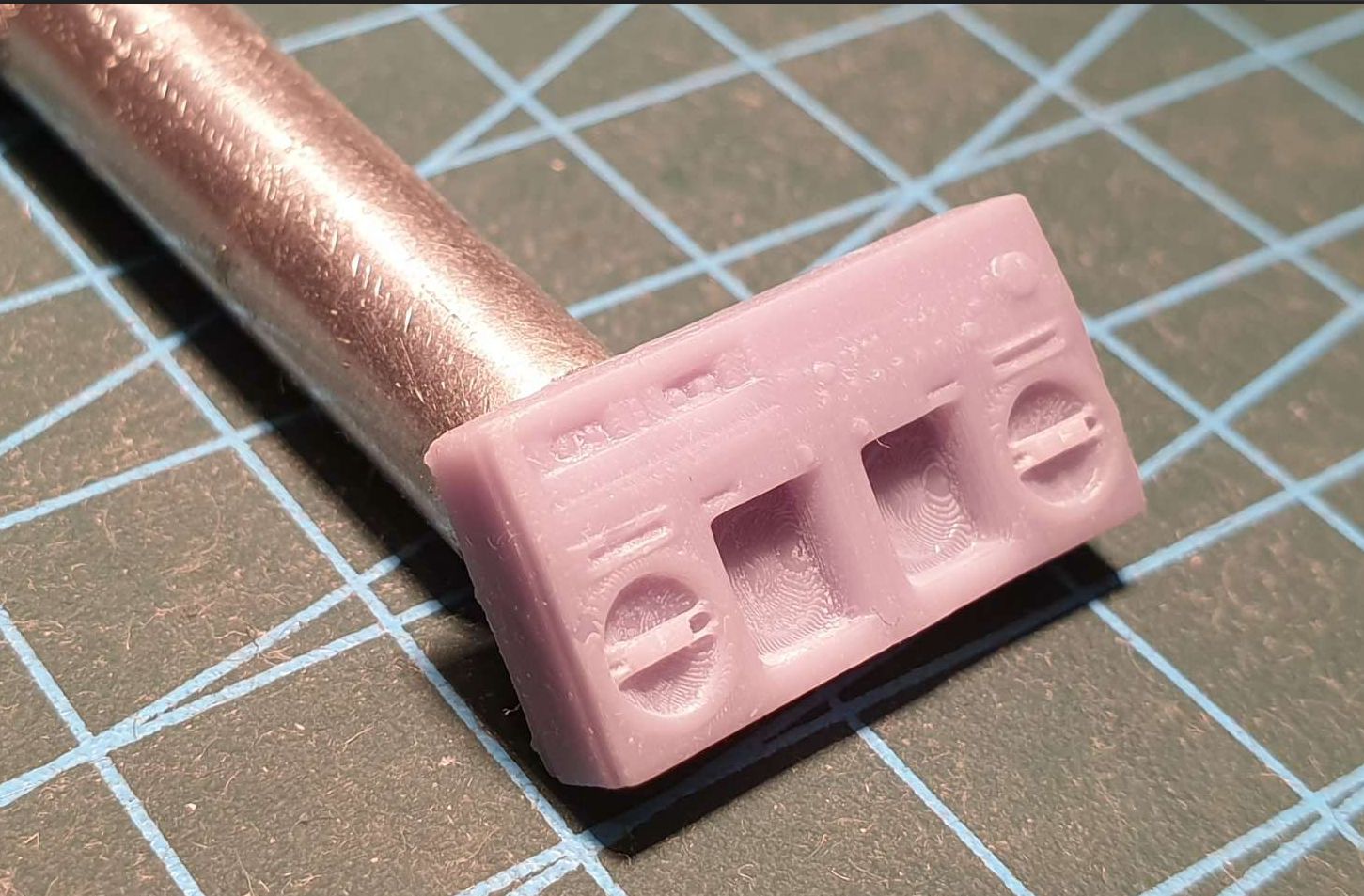
Коллеги, можете подсказать, как улучшить качество печати?
Фотон S, серая смола Эникубик, засветка выставлена по таблице https://docs.google.com/spreadsheets/d/1crvzMnt_8NJXAsABinoIhcOjE8l3h7s0L82Zlh1vkL8/edit#gid=0 как Grey(Standard)
До этого печатал дефолтной зеленой полупрозрачной, но не стремился к такой ультра-тонкой детализации.
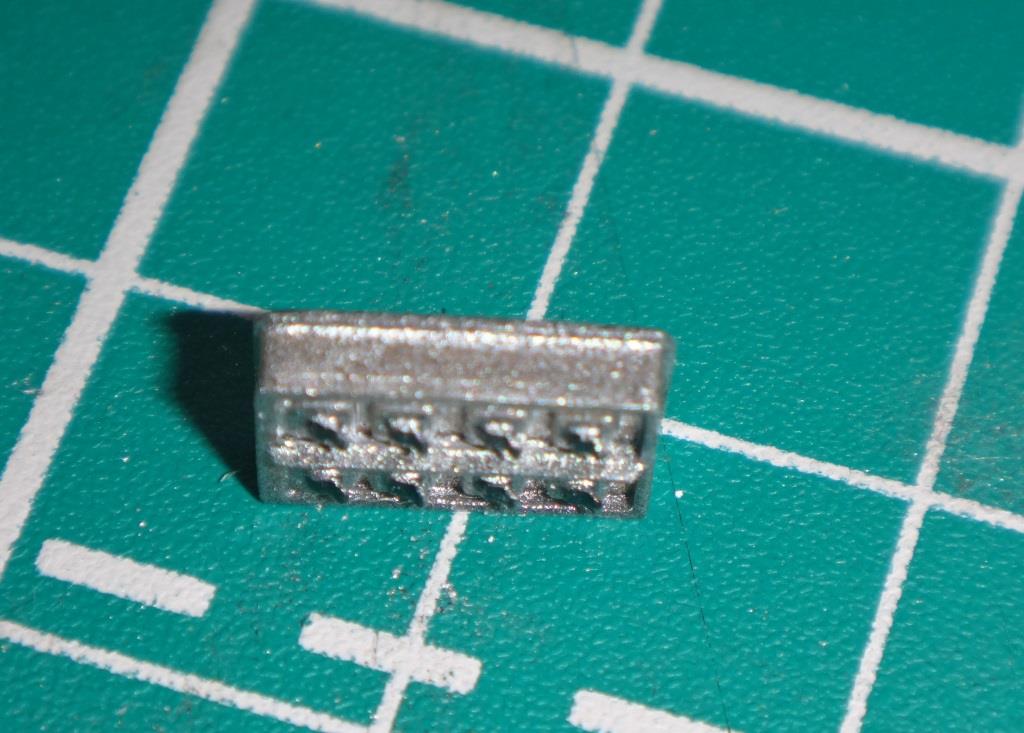
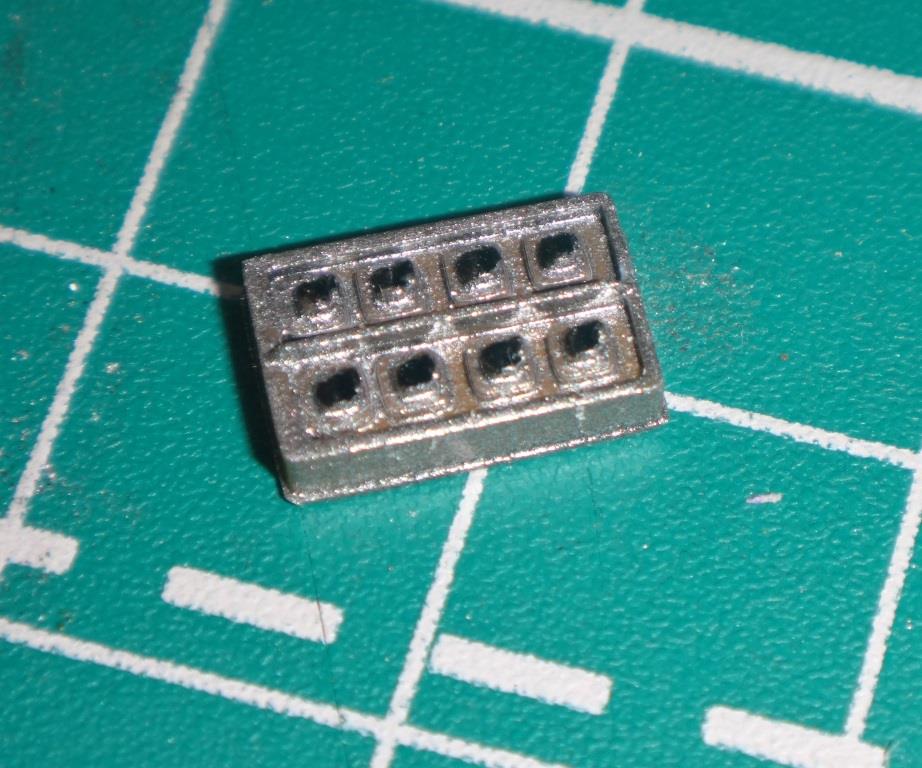
Во-первых, деталь внезапно скруглилась.
Во-вторых... Все так плохо. Для понимания, квадрат на коврике со стороной 1см. Печатал деталь под наклоном градусов 40.


@Сергей написал:К вопросу о Phrozen Sonic Mini 4K - фото с их фейсбука, "Марио Микро":
Можно не то что пилотов в 1/144, а сразу моряков в 1/350 печатать...
Не плохо.
Я модель квадрокоптера на днях распечатал.
Взял реальный 3Д файл, уменьшил до 9 мм и распечатал.
Ножки получились толщиной около 0,5 мм. Как комарик. Снимать не стал со стола. Промыл (прополоскал), закрепил в УФ , нагрел в теплой воде и тогда отделил. Держался бодро.
Хотел применить в модели. Но... потерял. Даже заснять не успел.
Пылесос ползал по комнате..., наверное проглотил квадрика. Жаль.
Но эксперимент удался. Печатался он на четырех ножках с площадью опоры к столу не более 0,36 мм. Без поддержки. Толщина слоя 0,01. Засветка 5 сек.
@Алексей написал:Коллеги, можете подсказать, как улучшить качество печати?
Фотон S, серая смола Эникубик, засветка выставлена по таблице https://docs.google.com/spreadsheets/d/1crvzMnt_8NJXAsABinoIhcOjE8l3h7s0L82Zlh1v kL8/edit#gid=0 как Grey(Standard)
До этого печатал дефолтной зеленой полупрозрачной, но не стремился к такой ультра-тонкой детализации.
Во-первых, деталь внезапно скруглилась.
Во-вторых... Все так плохо. Для понимания, квадрат на коврике со стороной 1см. Печатал деталь под наклоном градусов 40.
У меня то же Фотон С.
Смола оранжевая Эникубик. У Вас какая то розовая. Не работал с такой, не скажу.
По моему опыту лучше печатать вертикально, так рельефность лучше. Если нужна рельефность всех сторон, то делю модель пополам, а после распечатки склеиваю. Так печатал траки к модели. Порезал вдоль трака на две половинки. Половинки печатал плашмя, затем просто склеивал.
Я пробовал печать под углом катки от модели. 45 градусов. Испортил. Во время печати слышал как модель прилипает к пленке ванночки. В итоге все загнулось. Как у Вас.
Затем шлифанул рабочий стол (печатный). И печатаю теперь только плашмя или вертикально. Слой держу 0,02 мм, выдержка 7 сек. Пробовал сделать меньше, но на выходе модели получались мягковатые. Тонкие грани просто болтались.
Вот как-то так.
Думаю Вам подскажут. Тут народ в теме есть весьма продвинутый в этих вопросах.
Ну, не розовая она. Камера телефона ее так окрасила в освещении лампы накаливания.

У меня вот то же - если на "ножках" печатаешь - плоскость детали куда "растут" ножки не получается гладкой.
Волны и по краям и посередине. Разные углы не помогают. И при 30 и при 45 и при 60 - все не то.
Три слова - это два слова.
@Алексей написал:Коллеги, можете подсказать, как улучшить качество печати?
Отказаться от серой смолы для мелкой детализации, особенно на Фотон С (причину я уже рассказывал выше).
Печать под углом - по моему опыту вообще не очень оправданна, только если речь идёт о каких-то очень крупных "присосках". В остальных случаях печать "кубов" - я всегда провожу на одной из плоскостей. Деталь может скручивать по нескольким причинам: 1) недостаточное количество поддержек 2) высокая усадка конкретной смолы (больше подвержены тонкие детали, пластины).
У Вас, я бы сказал мало поддержек - поэтому выгнуло деталь - пока деталь растёт до следующего ряда поддержек - она очень подвержена изгибанию при отрывании от плёнки.
Для наилучшей детализации всегда лучше располагать наиболее детализированную поверхность к верху. Если на кубе - ответственных поверхностей 5 из 6 - то на 6ую ставим поддержки. Качественная поверхность - требует порой не рационального, с точки зрения скорости печати, расположения детали. Поверхность с поддержками - может получиться достойного качества, но для этого нужно соблюсти множество условий, одним из которых является соблюдение расстояния между поддержками, чтобы "мосты" были не слишком большие по размеру. Так что проще пожертвовать стороной с поддержками и если нужно - разделить объект на детали. Вообще прмимите к сведению, что для печати геометричеких объектов - стандартные поддержки из слайсеров - не всегда подходят. Частенько приходится рисовать грамотные поддержки вручную. Для своих моделей - я все поддержки рисую сам.
@Иван Ильин написал:Волны и по краям и посередине.
Напечтать вот прямо плоскость со стороны поддержек - практически не возможно. Это конечно, зависит от размера требуемой плоскости, но если речь о довольно крупных деталях - нужно разделять объект. Печатать всегда лучше так, чтобы площидь сечения была не большой - и лучше делать объекты полыми. Толщины стенки в 1мм - более чем достаточно для наших целей.
@AK3D написал:... и лучше делать объекты полыми. Толщины стенки в 1мм - более чем достаточно для наших целей.
Совершенно верно
@Алексей написал:Ну, не розовая она. Камера телефона ее так окрасила в освещении лампы накаливания.
Теперь ясно.
Попробуйте оранжевую.
В этой теме я выкладывал фото упаковки. В принципе я доволен этой смолой. Ну кроме запаха...
Хотя сейчас заказал черную смолу. Уже выслали. Жду.
Пара примеров из своего опыта, довольно сложных деталей.
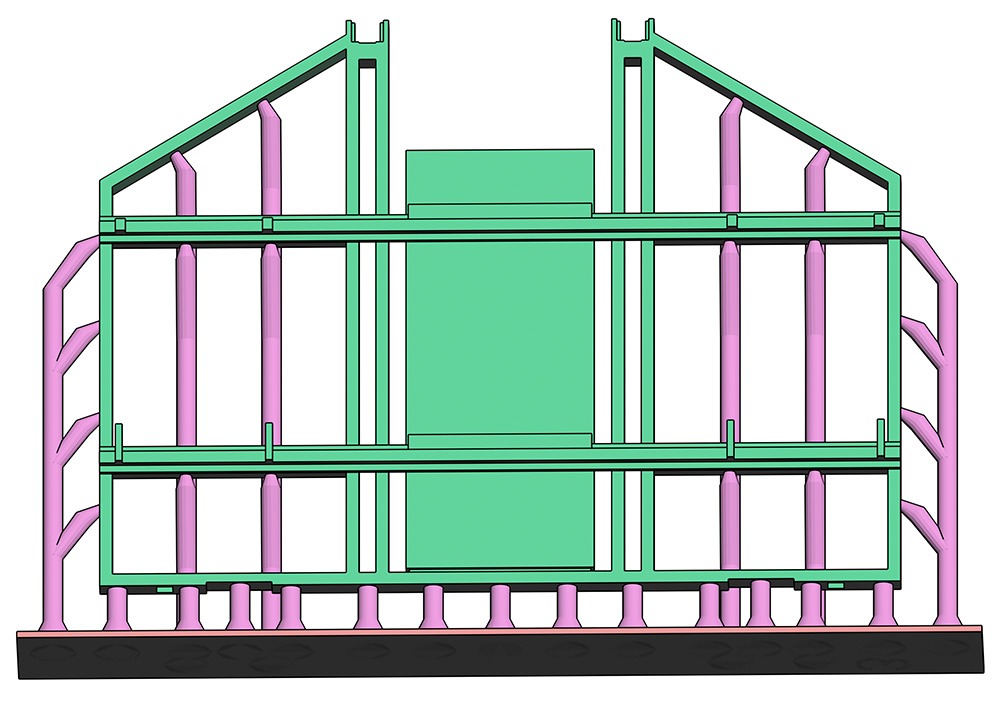
Пример 1: Вертолётный бак системы пожаротушения:
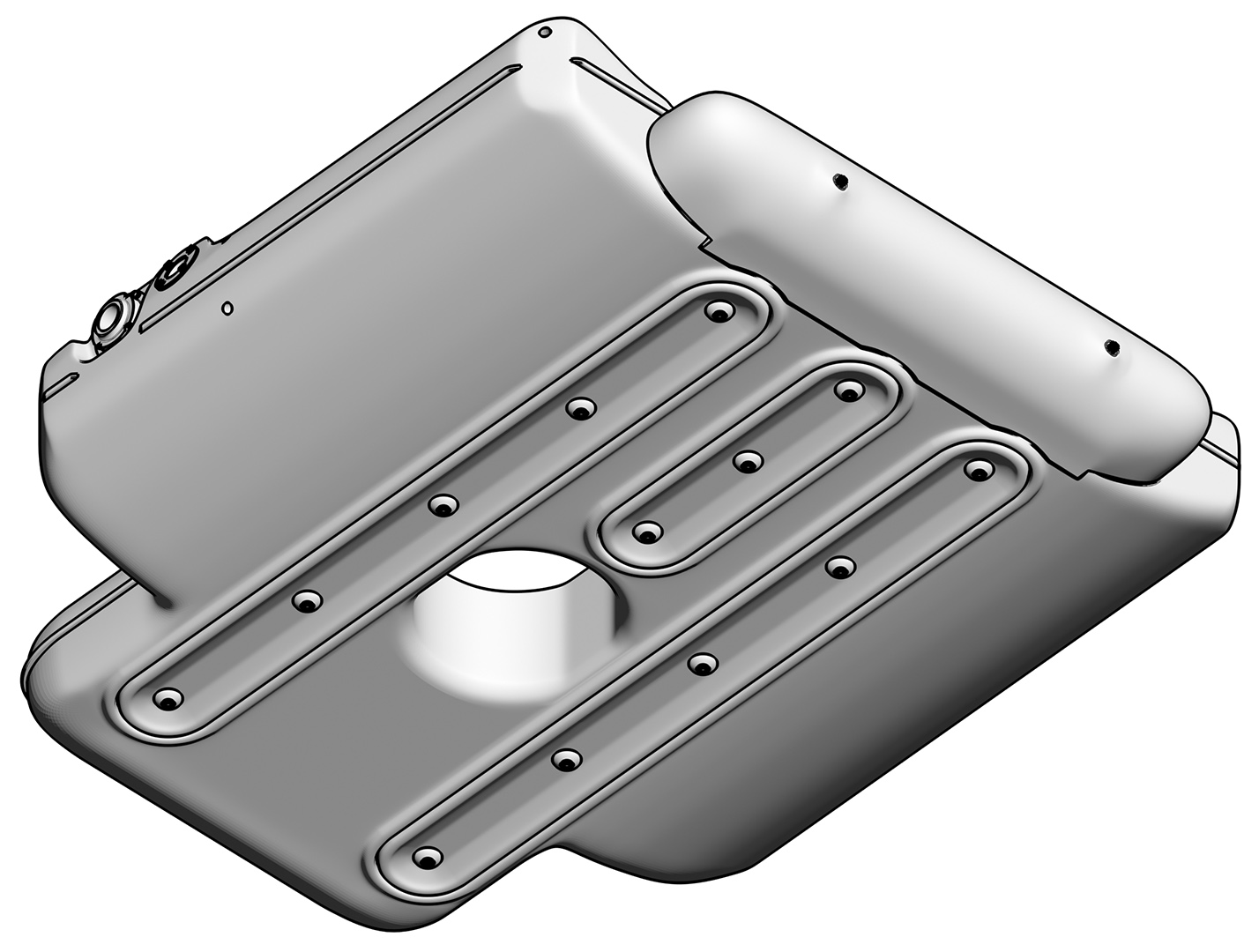

Детализация по всем 6 условным граням. Решение - разделение объекта на 2 детали.
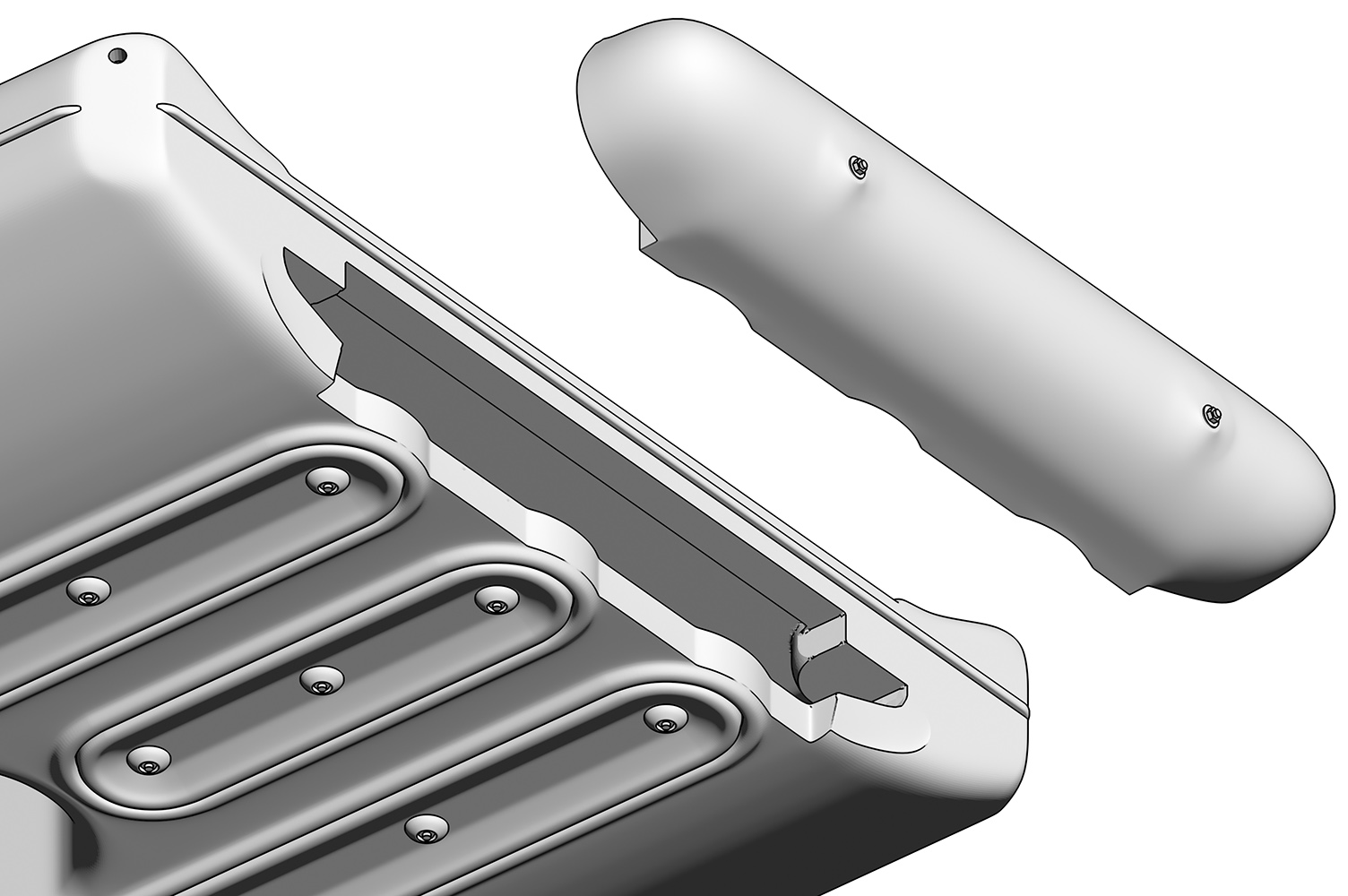
Печать на стороне отделённой детали, вертикально, даёт наименьшее количество поддержек. Меньше обрабатывать поверхность, поверхность в месте поддержек практически плоская. Большая часть поддерживаемой поверхности - будет скрыта отрезанной деталью. Деталь очень узкая и высокая - необходимо её так же поддержать сбоку, увеличив тем самым стабильность во время печати. Поддерживаем довольно крупными поддержками, со стороны, которая будет скрыта корпусом вертолёта. Её так же будет проще всего обработать, т.к. там плоскость.
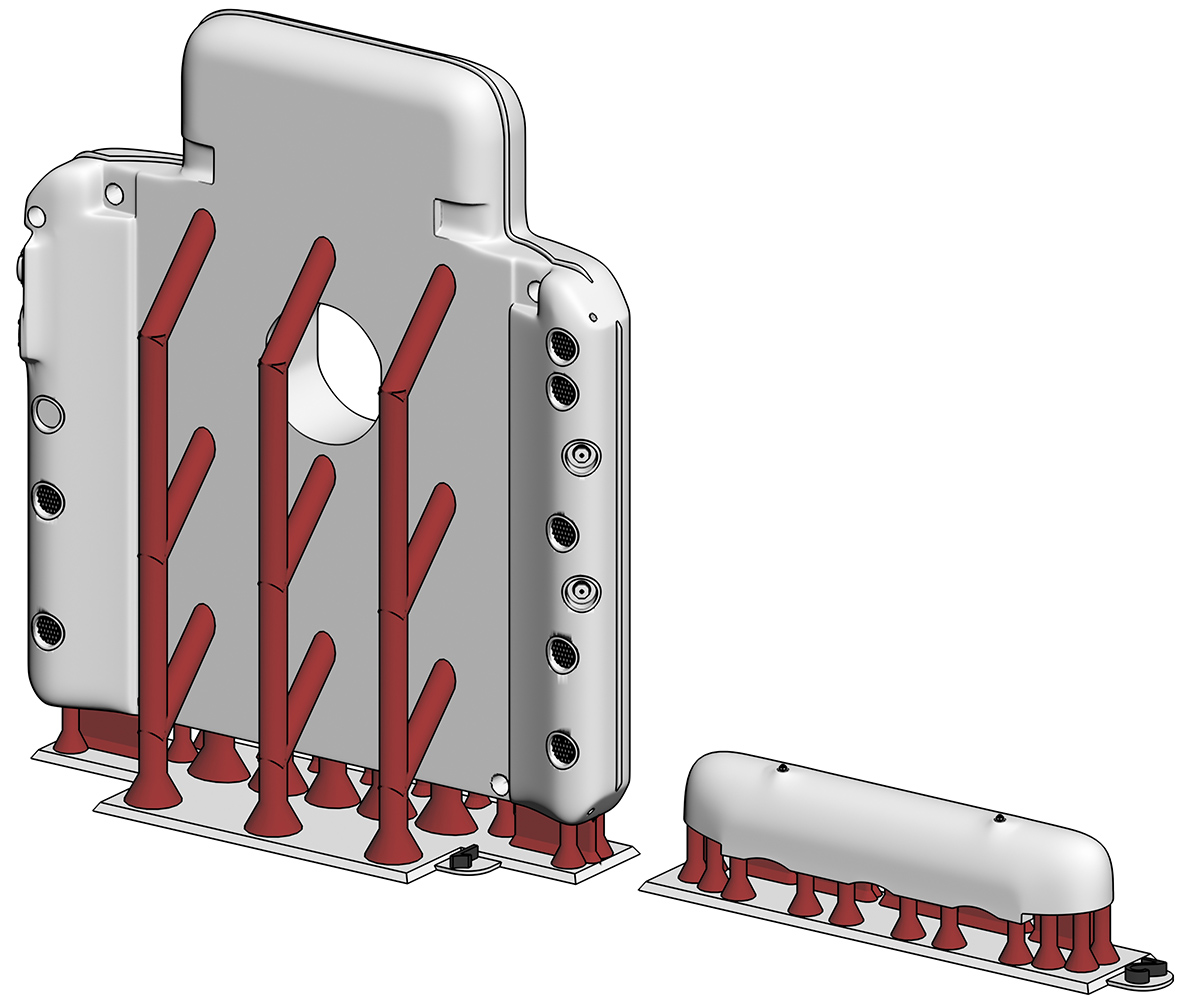
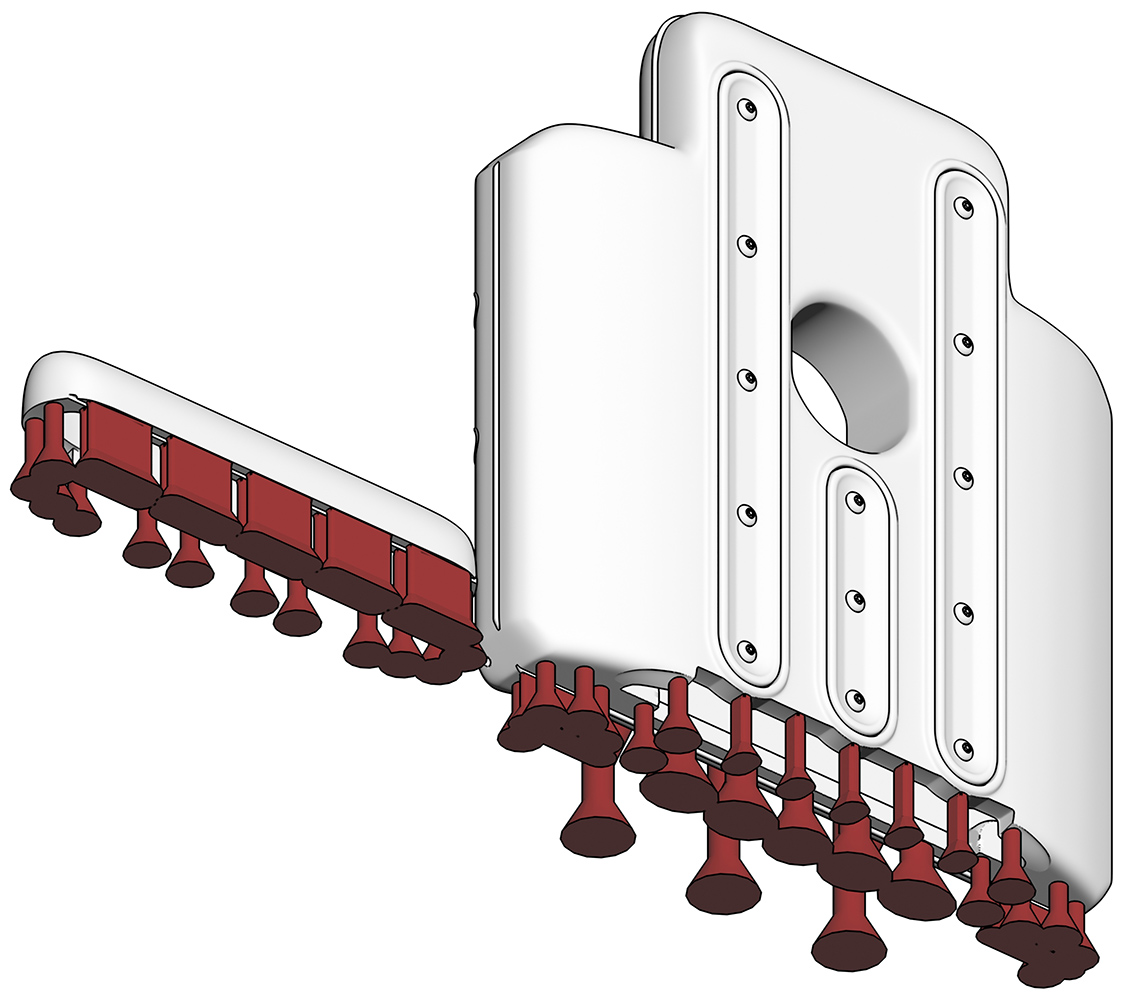
Результат:

@AK3D, @Дмитрий, спасибо, буду дальше учиться с учетом рекомендаций.
У меня вот литр серой, брал по модельной привычке наиболее привычный цвет, в свете новых рекомендаций, не ясно, куда теперь его девать. Дмитрий, подскажите пожалуйста, где заказали? У нас в городе вряд ли возможно "немедленно" достать смолу нужных цветов...
Пример 2: Дверь вертолёта. Толщина детали в самом широком месте - 0,4мм:
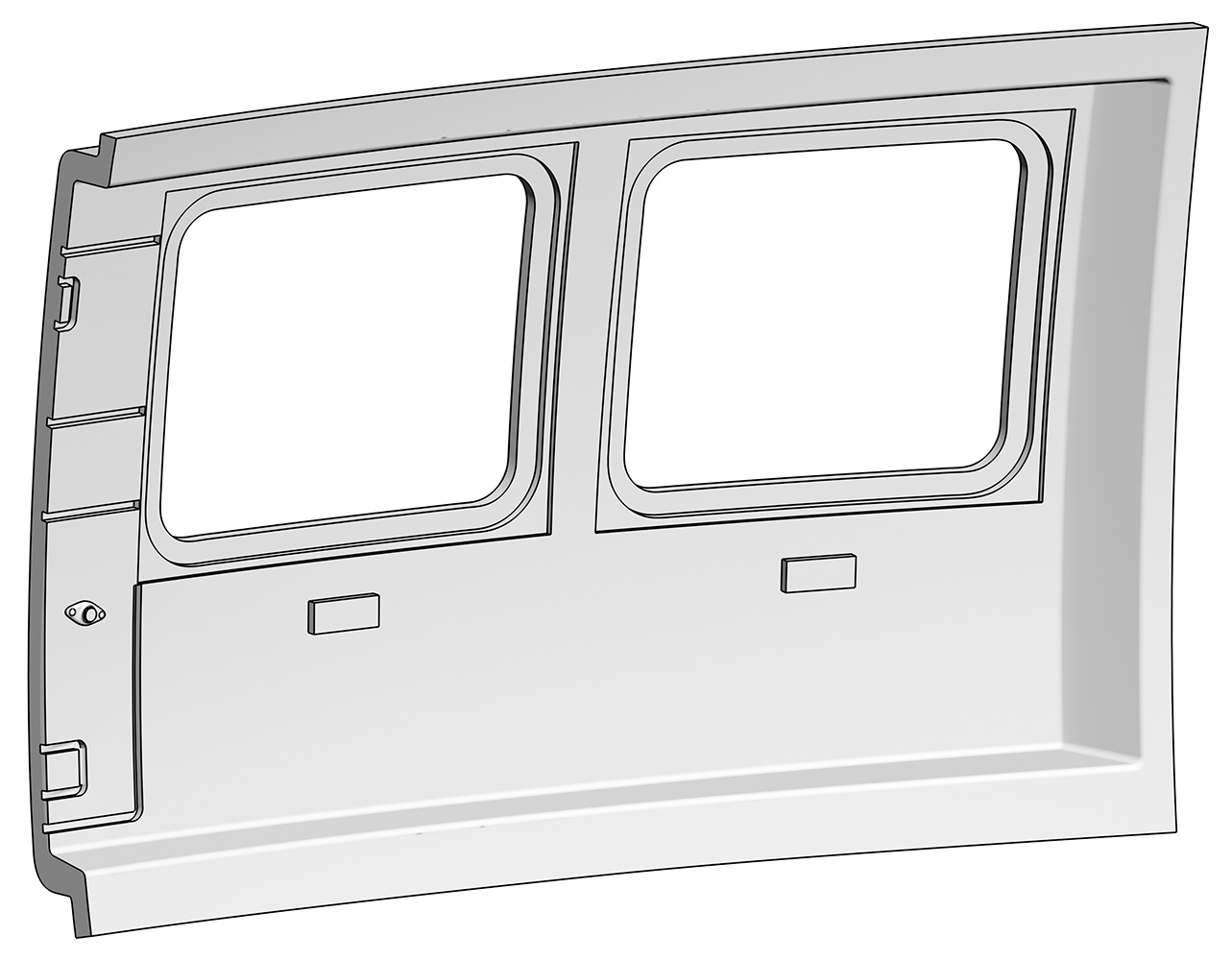
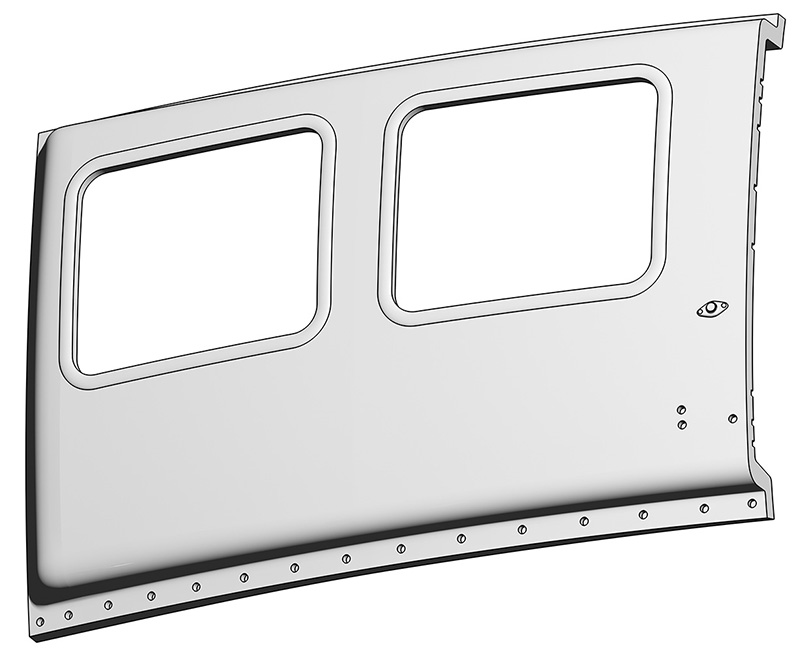
Детализация на 5 из 6 условных граней. Решение простое - печать на стороне без детализации. Уделить внимание углам - сделать поддержки по форме на углах, чтоб не потерять форму. Поддержать оконные проёмы. Деталь узкая - поддержать сбоку, увеличив стабильность. Использовать очень толстые поддержки не получится, так что сами башни поддержек тоже нужно поддержать от изгибов в слабой плоскости.
Скриншт с частично убранными поддержками, чтоб было виднее угловые и нижние поддержки:
Результат:
@Алексей написал:AK3D, Дмитрий, спасибо, буду дальше учиться с учетом рекомендаций.
У меня вот литр серой, брал по модельной привычке наиболее привычный цвет, в свете новых рекомендаций, не ясно, куда теперь его девать. Дмитрий, подскажите пожалуйста, где заказали? У нас в городе вряд ли возможно "немедленно" достать смолу нужных цветов...
Вот ссылка на оранжевый Аникубик - https://anycubic3d.ru/resin
Там в каталоге выберите цвет. Эти шлют заказ быстро.
А это на черную смолу - https://ameralabs.com/shop/amd-3-led/
Это прибалтика. Литва. Отправили посылку 16 октября. Стоит на границе до сих пор. Но смола должна быть качественная.
А если разделить вашу деталь посередине ровной плоскостью.
Как ее печатать?
С поддержками ровную плоскость не получить.
Или закладывать "погрешность" при разрезке (т.е. одну половину чуть ниже, вторую чуть выше реальной плоскости реза), и что потом на шкурке придать ровную поверхность?

Три слова - это два слова.
@Иван Ильин написал:А если разделить вашу деталь посередине ровной плоскостью.Как ее печатать?
Не желательно делать такой шов там, где на реальном объекте нет шва. Но вот если очень надо - то печатать точно так же - вертикально. Если обратите внимание на размер объекта - увидите что он небольшой и кроме того полый - то есть стенка тут 1мм всего. Такую стенку даже на поддержках напечатать реально с ровной плоскостью. Но да, нужно будет всё равно на шкурке выравнивать эту плоскость для соединения в месте поддержек. Если комбинация принтер/смола грамотно настроена и ставить поддержки достаточно часто - то никаких плюсов закладывать не нужно для сошлифовывания. Главное - избегать крупных провисов, чтобы сохранилась верная геометрия плоскости. Обратите внимание на плоскость, где поддержки на двери - там нет никаких волн - срезал поддержки, сошлифовал следы от них - готово. При условии высокой точности принтера и отсутствия дикой паразитной засветки по Z - места примыкания поддержек не оплывают, как это обычно происходит.
@AK3D написал:Печать на стороне отделённой детали, вертикально, даёт наименьшее количество поддержек.
Согласен полностью. Печать вертикальная дает отличное качество. Изгибов и деформаций минимум.
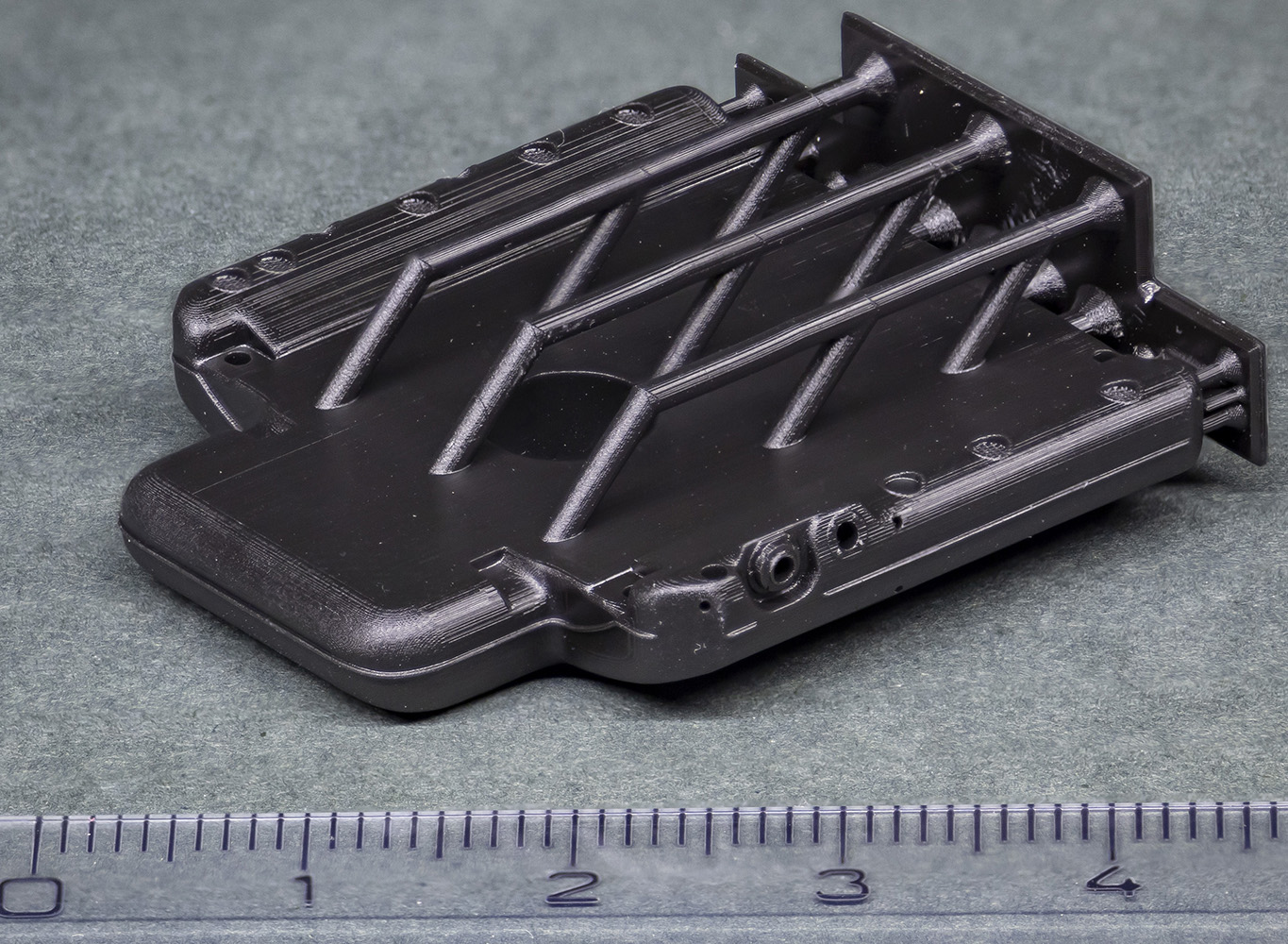
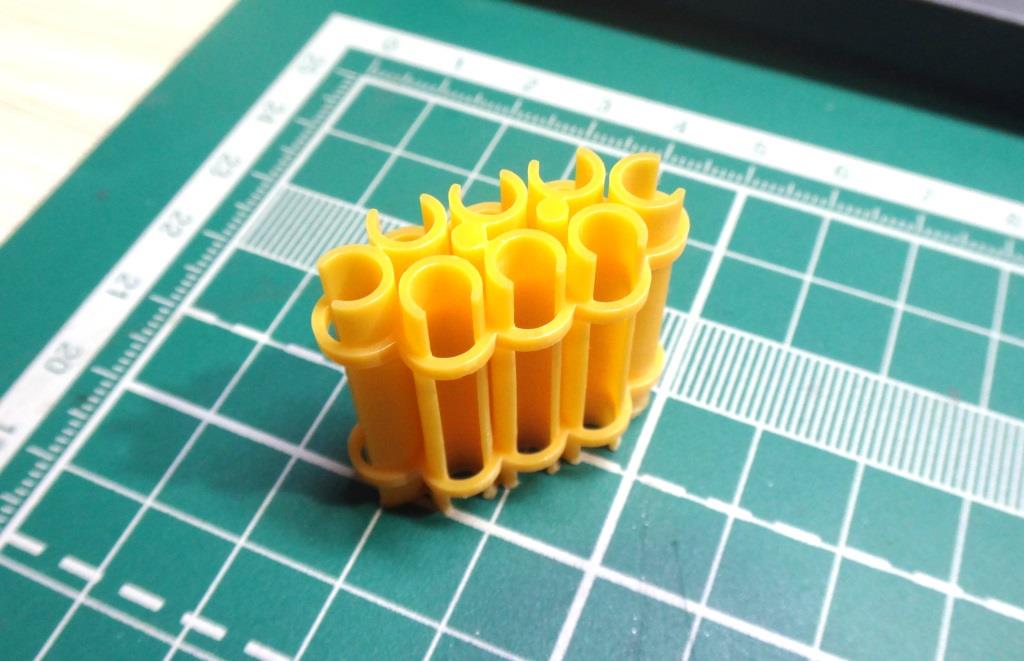
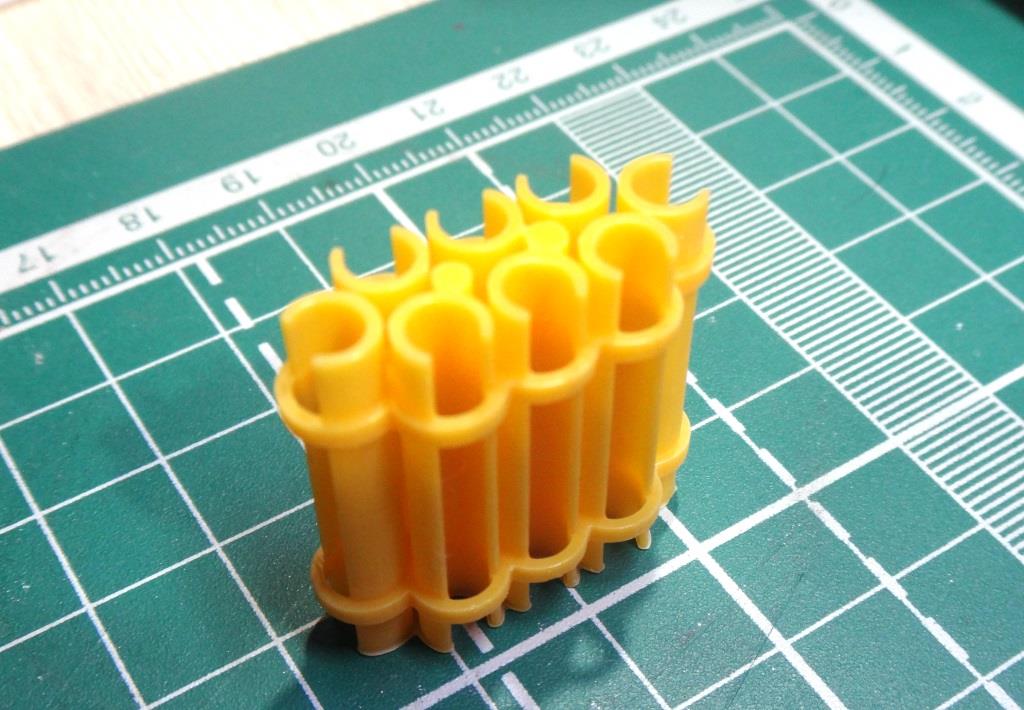
Вот простая заготовка конвейра автомата заряжания. Слой 0,02 мм. Печаталось 6 часов. Без поддержки.

А вот из моего прямо свеженького и маленького.
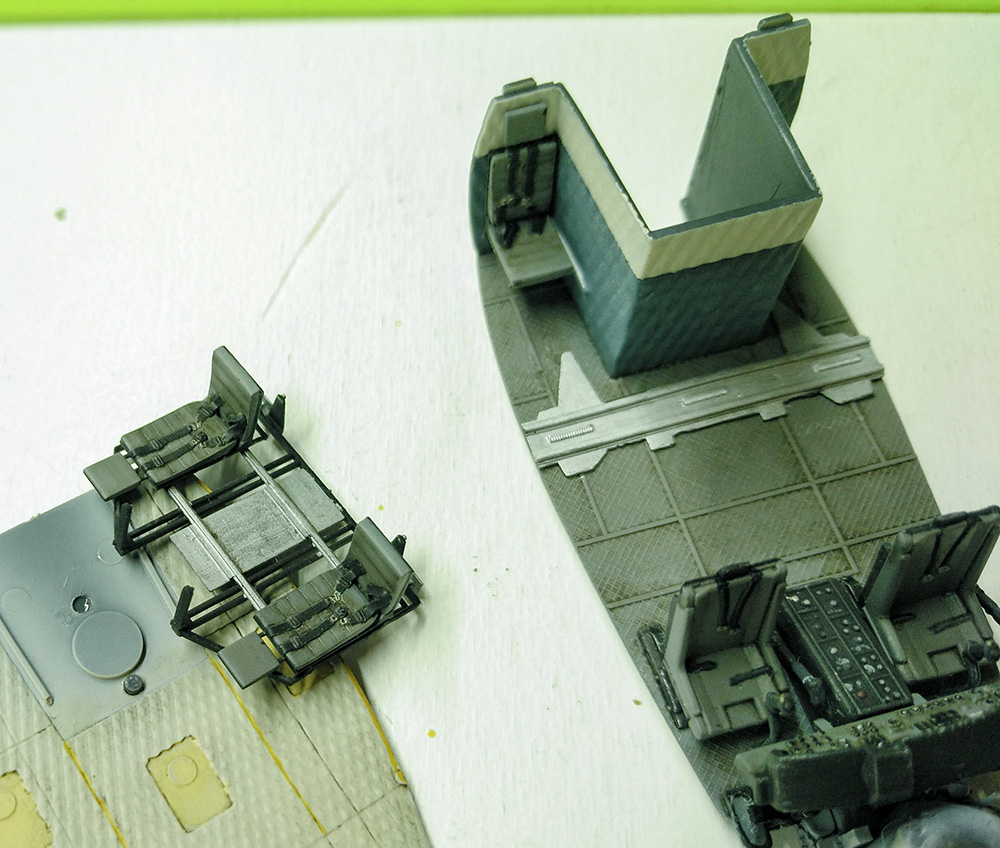
Детальки интерьера для Италовского Bell 412 в 72м масштабе. Заранее сори за окраску - тут у меня мастерства меньше чем в 3Д 
Разделитель "грузового отсека" , он же крепление для двух сидений. (сечение балки - 0,7 на 0,3мм).
И сами сиденья. (диаметр замка-пряжки 0,9мм)
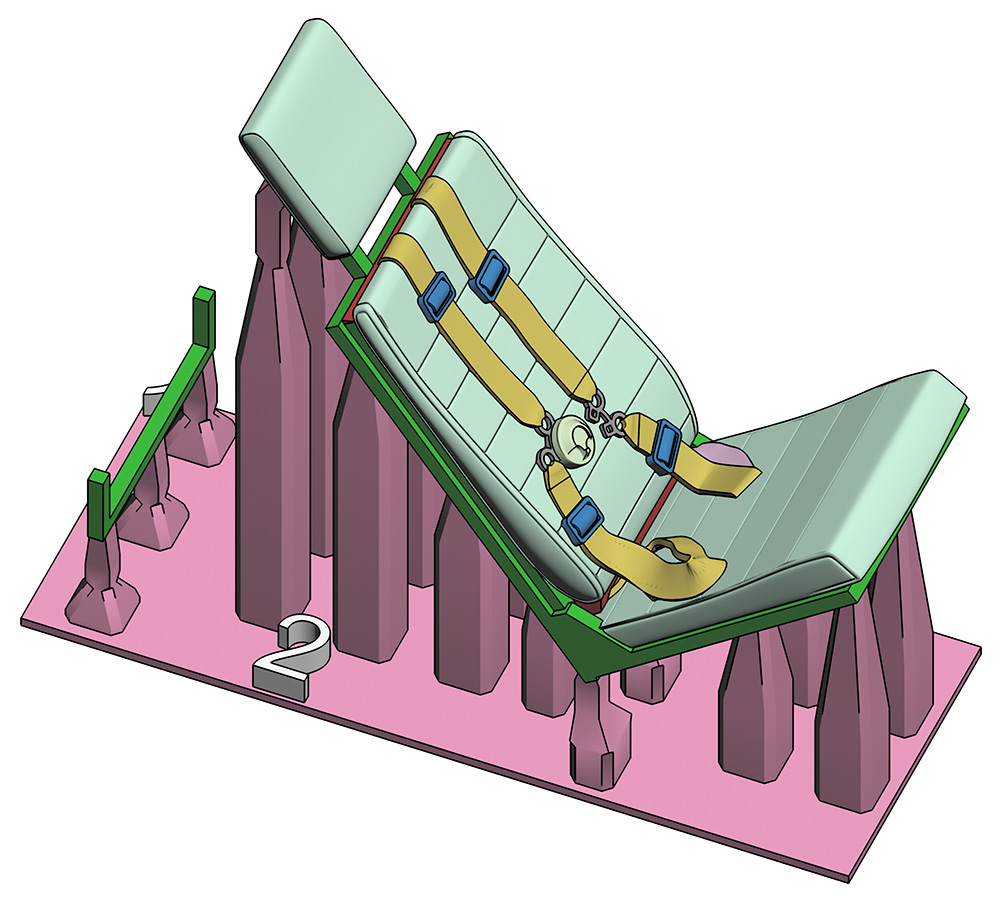
Как видите при не очень большом количестве поддержек - разделитель напечатался без провисов и его не погнуло, плоскости ровные.
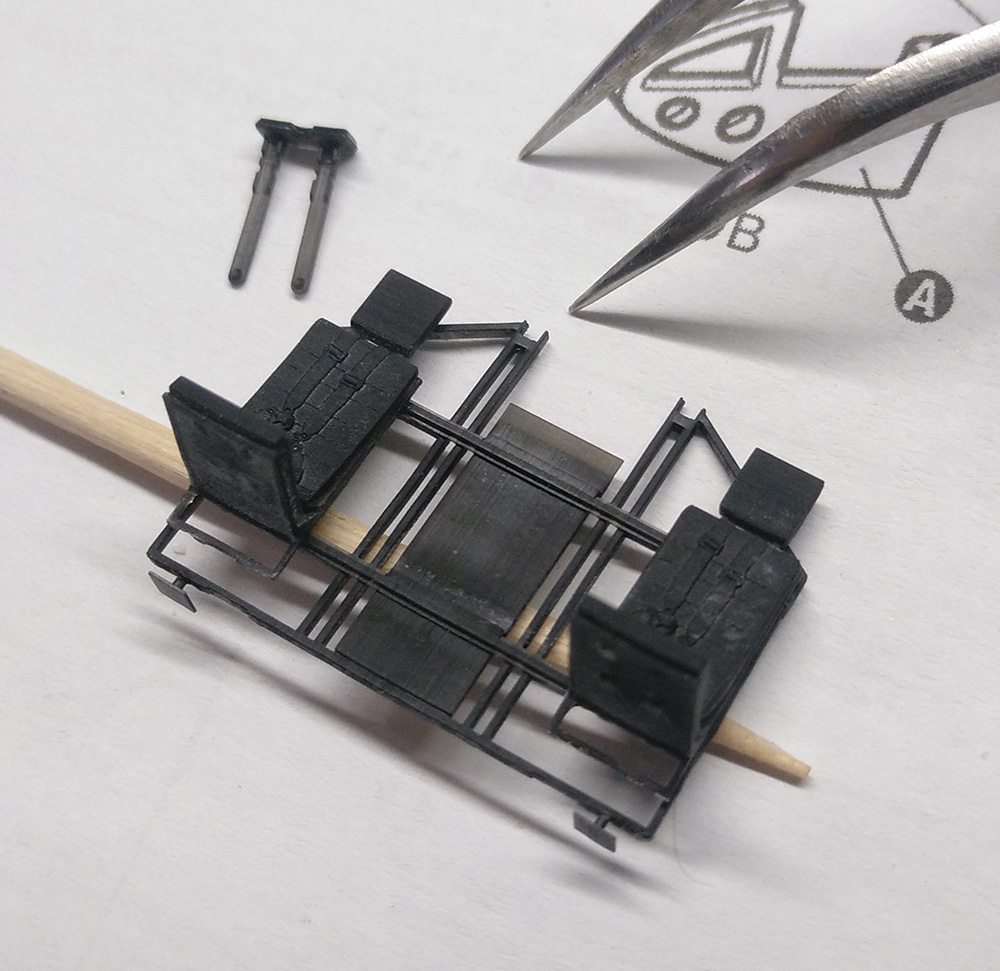
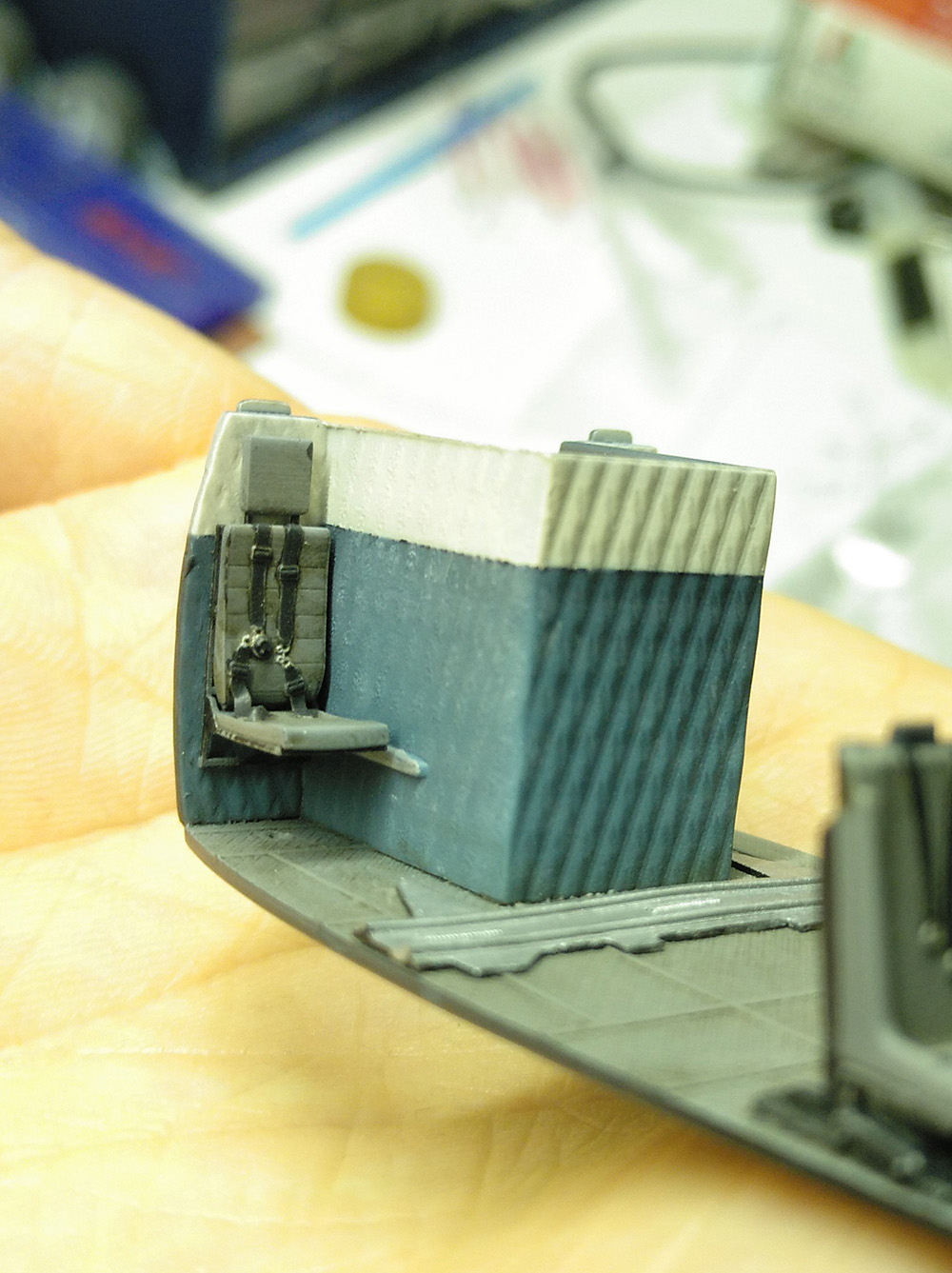
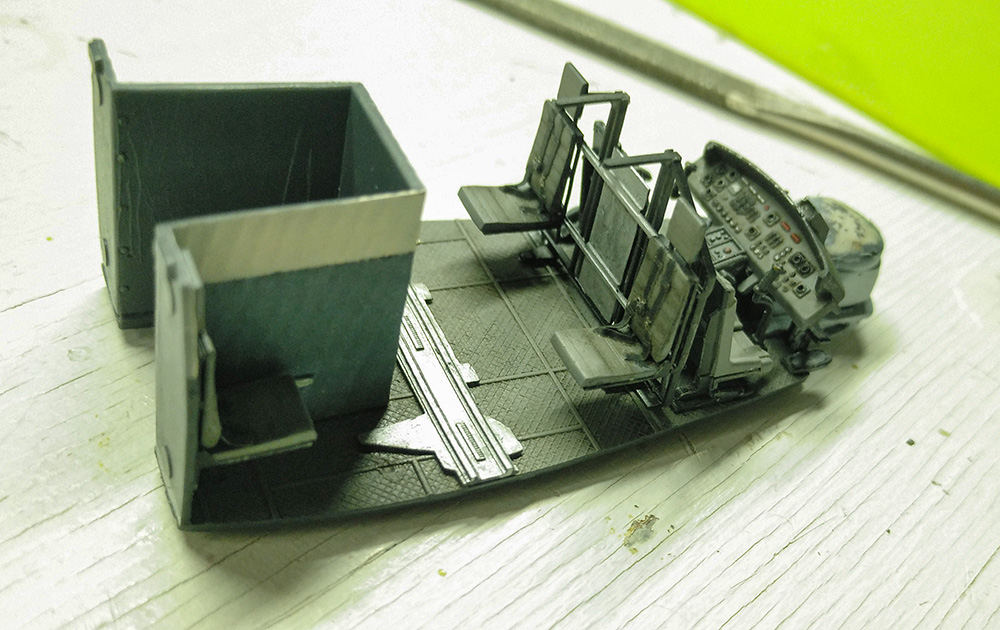
Ну и несколько фото уже собранных и окрашенных деталей...