

Алексей
ну что вы такое говорите! человек может с карьерой моделиста конструктора расстался, ради 3д печали. И теперь неподъемные деньжища тратит, мучается, но не бросает ведь! Рыбки опять же недовольны.
Надо поддержать, я считаю! ; )
Алексей Егоров
Да, вы правы.
Антон Финицкий
Антоша, и вы правы
Алексей
Спасибо за поддержку! )



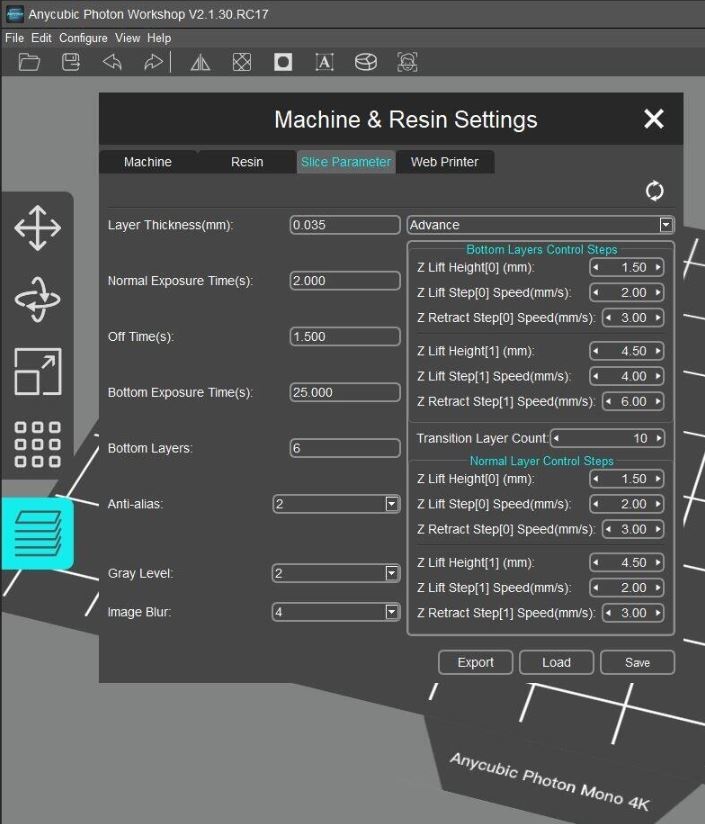
Выскажу свой опыт с фотополимерником “Anycubic Mono 4K” (для более новых принтеров мой опыт тоже подходит).
Пользуюсь слайсером “Anycubic Photon Workshop V2.1.30” (в других слайсерах тоже ставьте настройки, показанные ниже).
Ранее пользователь Lucky поделился списком неудобных для него моментов.
Ответ: Правильные настройки слайсера позволят исключит эти трудности!
Расскажу подробнее как это взаимосвязано.
1. Обращаю ваше внимание:
- Layer Thickness: 0,035 (35 микрон размер пикселя матрицы)
- Transition Layer Count: 10 – позволяет принтеру плавно изменить жёсткий засвет от первых Bottom Layers к обычным (меняем на вкладке Advance, её не было на слайсере V2.1.24 у Mono X)
- Off Time (s): 1,5 (не менее!)
2. Если правильно настроены время засветки слоёв и время подъёма стола между слоями, то не будут образовываться “медузы” от паразитного пересвета.
3. Правильно расставлять поддержки перед нарезкой – если все нависающие детали подкреплены поддержкой, то на плёнке не будет оставаться запекшихся элементов и смолу не надо сливать и чистить плёнку в ванночке.
ВАЖНО! На данных настройках я печатаю разные смолы и дешёвые и дорогие (прочные и тд). Проблем нет вообще.
Смола стоит в ванночке неделями и простое перемешивание перед печатью убирает расслаивание.
После снятия печати, протираю стол принтера и сразу запускаю следующую печать.
Принтер калибровал всего один раз (если часто переставляете, то калибруете).
Не пользуйтесь водосмываемой смолой – это вонючее говнище, которое не имеет нормальной точности печати и создаёт вам “те самые” проблемы на плёнке в ванночке.
В итоге отпадает необходимость смотреть в ванночку и выяснить, что там прилипло или отвалилось в процессе печати:
Не надо:
- постоянно сливать смолу из ванночки;
- процеживать;
- вытирать всё вокруг от капель смолы;
- лишний раз нюхать смолу и спирт (для промывки всей этой грязи
- следить за температурой в комнате с принтером (у меня принтер стоит в туалете
- и т.д.
Я без проблем совмещаю печатника и моделиста конструктора : ) Чего и вам искренне желаю!
Тимур Салихов
Спасибо очень полезно!
Однако есть одно но, нарезку после свежих версий ВоркШопа не понимает мой Моно Х
Даже Читубокс использую 1.9.1 потому что следующие версии создают слайс в непонятном для принтера формате.

Даже Читубокс использую 1.9.1 потому что следующие версии создают слайс в непонятном для принтера формате.
Нет ничего плохого использовать старые версии, если они работают лучше. Я сам использую 1.9.1, а версия 2+ мне один раз обнулила файл с поддержками, который я 2 вечера готовил.
Однако есть одно но, нарезку после свежих версий ВоркШопа не понимает мой Моно Х
Да забыл сказать что версию не выше Workshop V2.1.30. Более поздние версии не рекомендуют ставить – китайцы наняли-купили непонятных рукожопов и получили сомнительную смену поколений слайсеров V.3.
Рад был помочь : )
Да забыл сказать что версию не выше Workshop V2.1.30
Вот только новый Воркшоп умеет наконец нормально работать с поддержками разных типов и хорошо редактирует их. Да и как слайсер не вызывает проблем. Единственное, что у него было в новой версии, и то подправили, при авторасстановке большого количества деталей вылетал. Это очень неприятно было, но длилось недолго. Зато отпала необходимость ставить поддержки в Чите или Личи, которые мне не нравятся, особенно Чита, криво считающая время и смолу (может сейчас поправили её, не знаю).
Дорогие коллеги (обращаюсь к конструкторам). Подскажите, кому не лень по клавишам стучать. Проблема в том, что при сохранении плоской стенки детали (работаю в компасе) в формат stl, программа создает сетку из треугольников и превращает плоскую стенку в выпукло-вогнутую поверхность. Долгое время предполагал, что напечатанная со впадинами стенка - это мой косяк по расположению детали на столе, установке поддержек и т.п. Пока не разглядел, что впадины имеют треугольную форму, и тут дошло... Файл проверен Netfabbом, ошибки исправлены. Слайсеры Личи, Читу, Воркшоп открывают без проблем. При нарезке прямо видно, как стенка "нарастает" не с прямой гранью, а с созданием этих самых впадин. Попытался исправить в meshmixere, но стариковская тупость и абсолютное незнание английского не позволили сделать это "на ощупь". Поискал уроки в сети - но там подсказки для умных, я не сумел разобраться. Может кто-нибудь сумеет объяснить языком, доступным мастодонту, рожденному в середине прошлого века... Буду весьма признателен.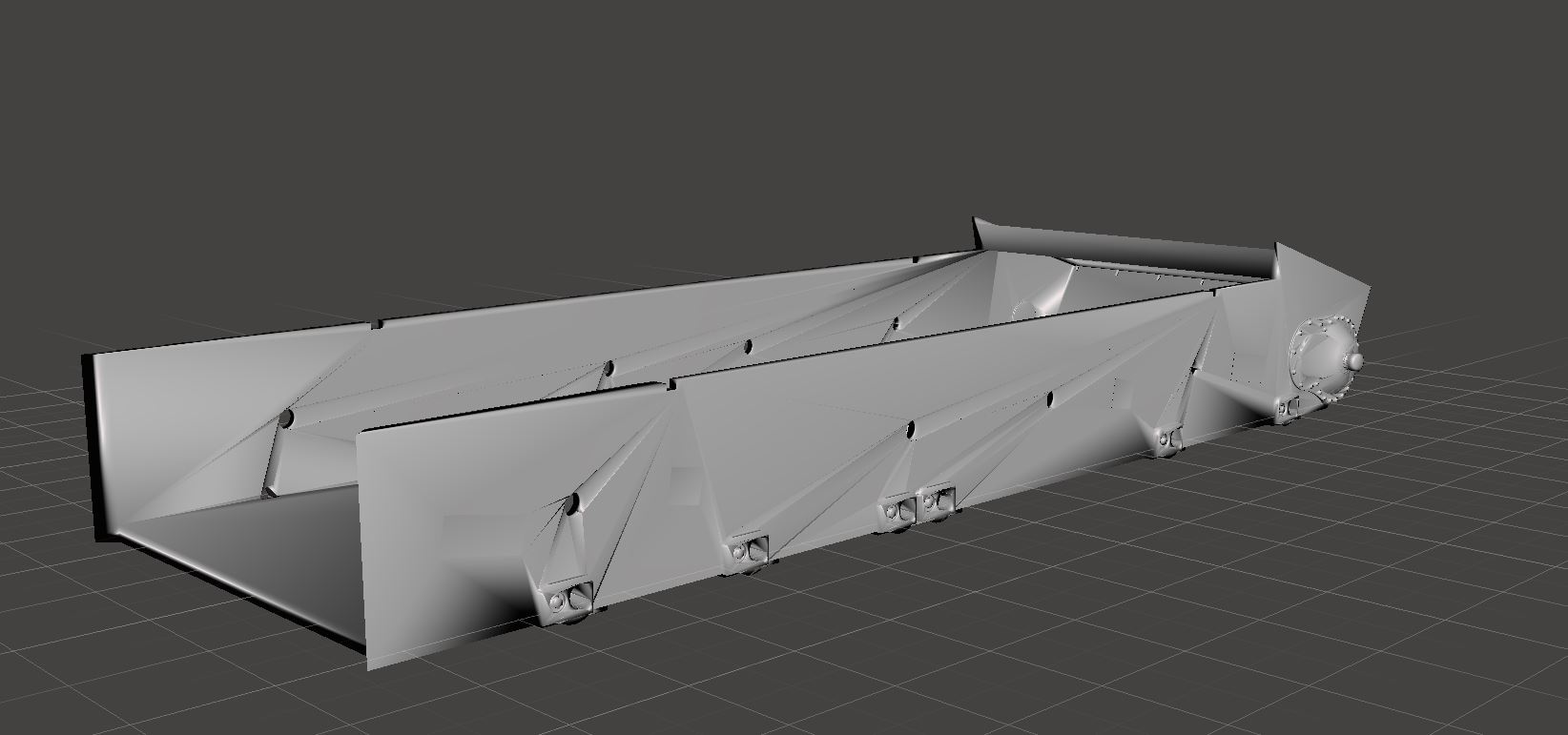
В Мешмиксере это уже не исправить (т.е. теоретически можно, но проще сделать заново).
Барана дать не могу, но могу дать два совета: 1. попробовать сохранить из Компаса в OBJ и 2. для лучшего чтения картинки с экрана в Мешмиксере нажать W.
Не скажу про Компас, но вижу что все грани (треугольники) имеют одну группу сглаживания Smoothing и это плохо для графических программ, которые преобразовывают (разбивают) полигоны (4х угольники) на грани (треугольники).
В программе в которой я работаю (3dmax) именно такие артефакты возникают при конвертировании полигональной сетки (mesh) в треугольную сетку (poly).
Если в Компасе вы моделировали геометрию с помощью кривых, то тем более всё исказится.
Скорее всего при сохранении в формат STL происходит это самое кривое конвертирование - рёбра треугольников (edge) дают эти искажения.
Нужно смотреть исходный файл - как там разбито на грани и попробовать сохранить в OBJ как и сказали выше.
Ну и ещё как вы отверстия делали, если булевым вычитанием, то нужно проверять всё глядя на полигональную сетку с отображением рёбер.

Всем привет.
Коллеги, у меня тут вопрос насущный созрел. Надо напечатать что я там намоделировал, своего принтера нет. Может кто-нибудь в личку подсказать, куда можно обратиться за вменяемыми ценами, ибо то, что я видел, ценами не радует.
Спасибо.

есть здесь счастливые обладатели Сатурн 4 ультра 12К?
как впечатления - ощущения, какие практические нюансы есть?
Какие параметры на смолу типа Стандарт резин 2.0 используете?
Olger_spb
За Сатурн 4 не скажу, но мы до сих пор в диком восторге от Сатурн 2 8К, потому как качество он выдаёт просто превосходное. Мне даже трудно представить, какое качество будет у четвёртого Сатурна. С приобретением этого принтера после Фрозена 2К, удалось довести до ума многие старые модели и детализировать новые. Теперь покупаешь набор и не паришься за то, что в нём чего-то не хватает. Просто моделируешь и печатаешь. Особенно отпала такая огромная проблема, как светооптика. Теперь можно какие угодно фары, поворотники и габариты изготовить.
R.A.V.E.Design
Если честно, никакой разницы в качестве нет. На глаз печать 8к и 14к принтера не отличить. Картинки, которые показывают в рекламе производителя - это нарочито грубый маркетинг.
В новых поколениях принтеров больше смысла от дополнительных опций, а не от повышения разрешения. Проверка наличия смолы в ванне, проверка наличия мусора в ванне, проверка что ты не забыл повесить стол на кронштейн(было такое разок), более быстрые алгоритмы печати. Впрочем, излишнее переусложнение принтера тоже не идет на пользу, так что модели Ультра - спорное приобретение. Люди жалуются, что на топовых Элегу и Эникубиках большой расход смолы из-за их специфических механизмов.
Кирилл
про время. в Читубоксе в настройках есть корректировка времени печати, то есть берешь макет/нарезку, загружаешь в принтер, смотришь время печати и потом в слайсере (должен быть открыт тот же макет!) вносишь параметры корректировки. То есть слайсер насчитал 60 минут, а принтер показал что 60 минут 57 сек., вносишь разницу в слайсер и всё, потом уже слайсер ориентируется на твой принтер и дает примерно точное время печати.
Алексей
да, согласен. у меня есть Аникубик M7 Мах с авт.уровнем смолы.
я даже не стал использовать этот механизм, потому что часто приходится менять смолы в ванне, а промывать всё это катастрофически лень и жалко расходники...