

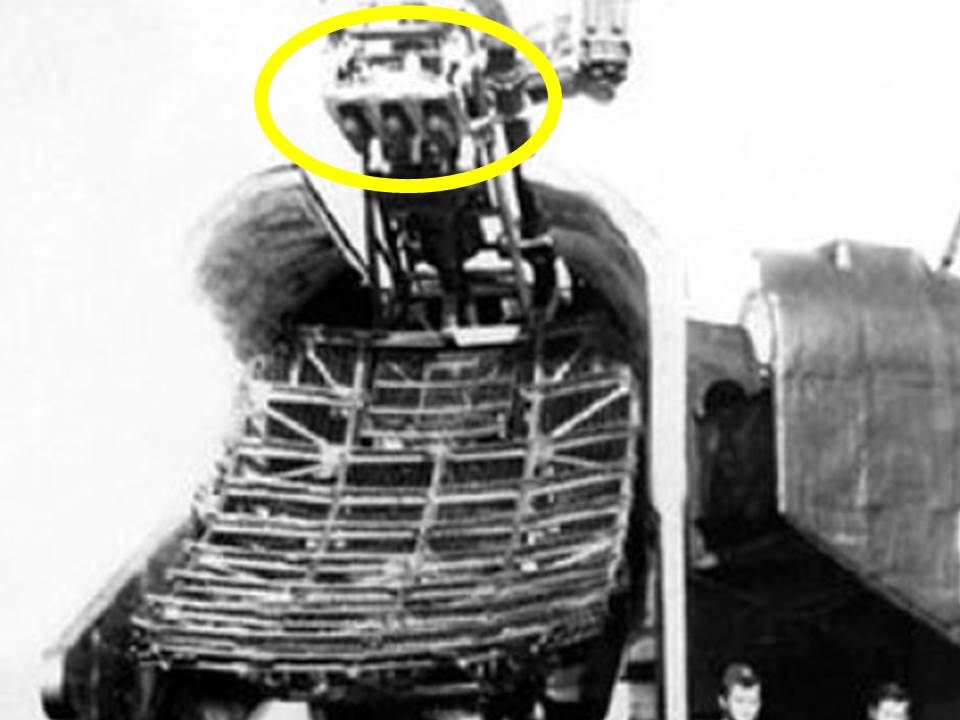
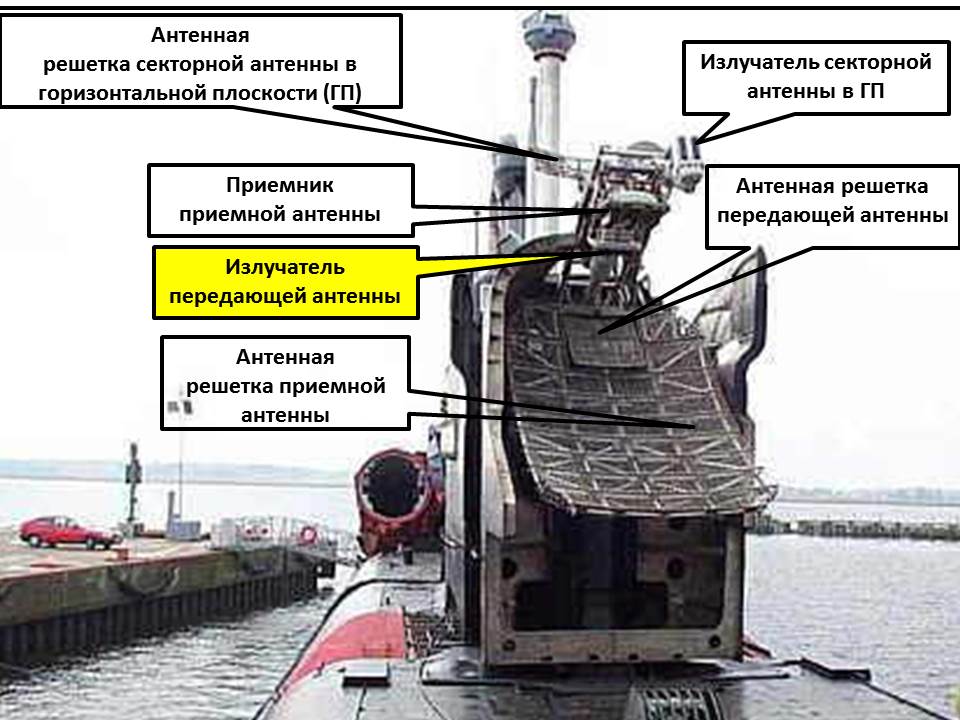
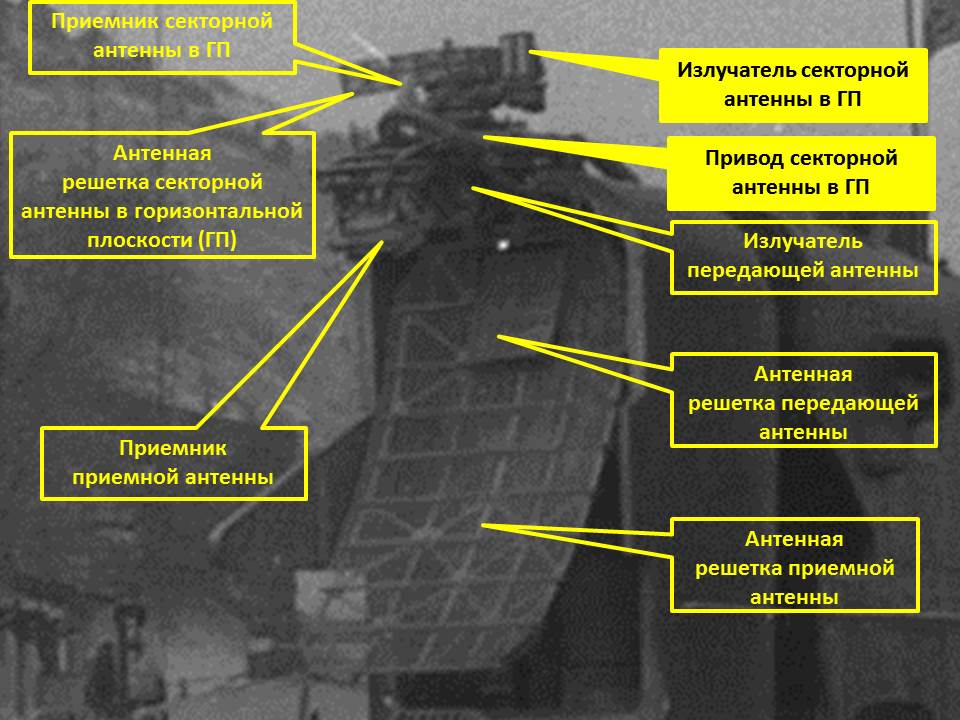
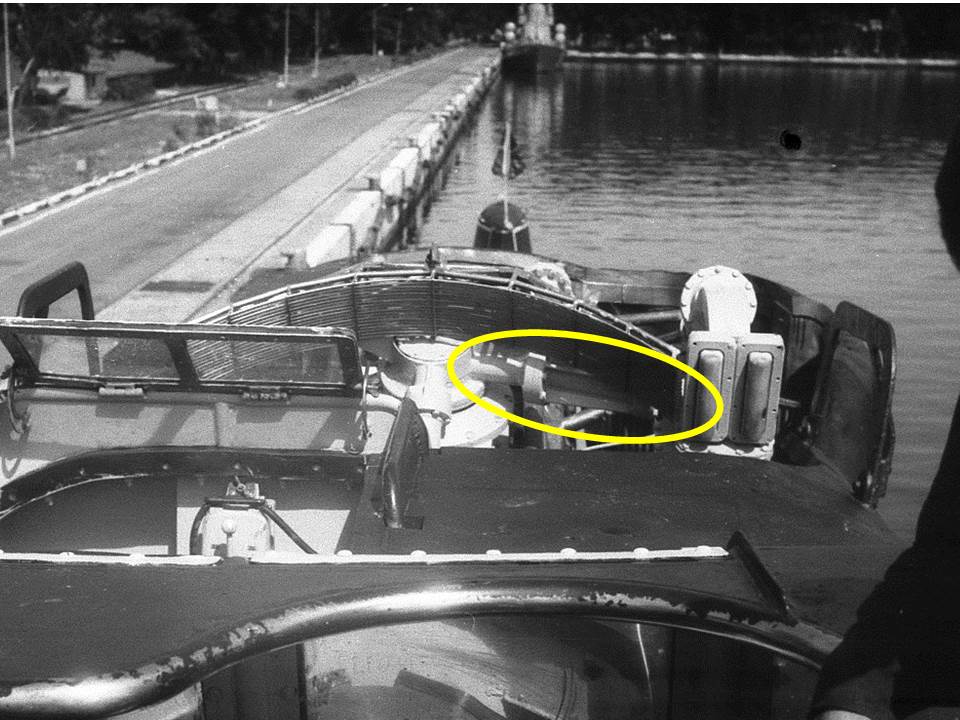
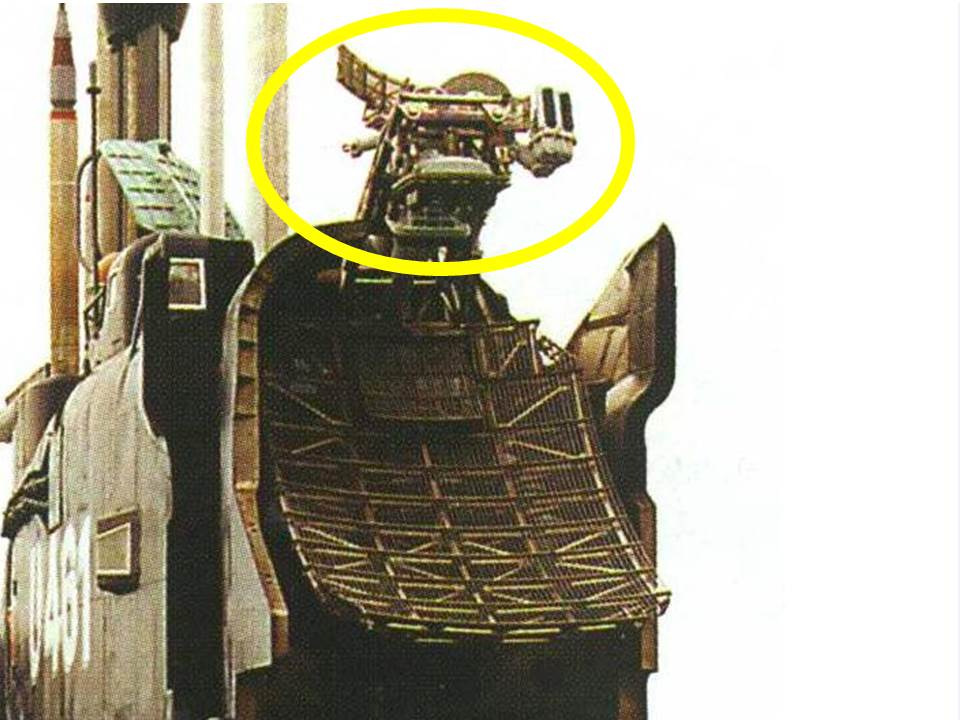
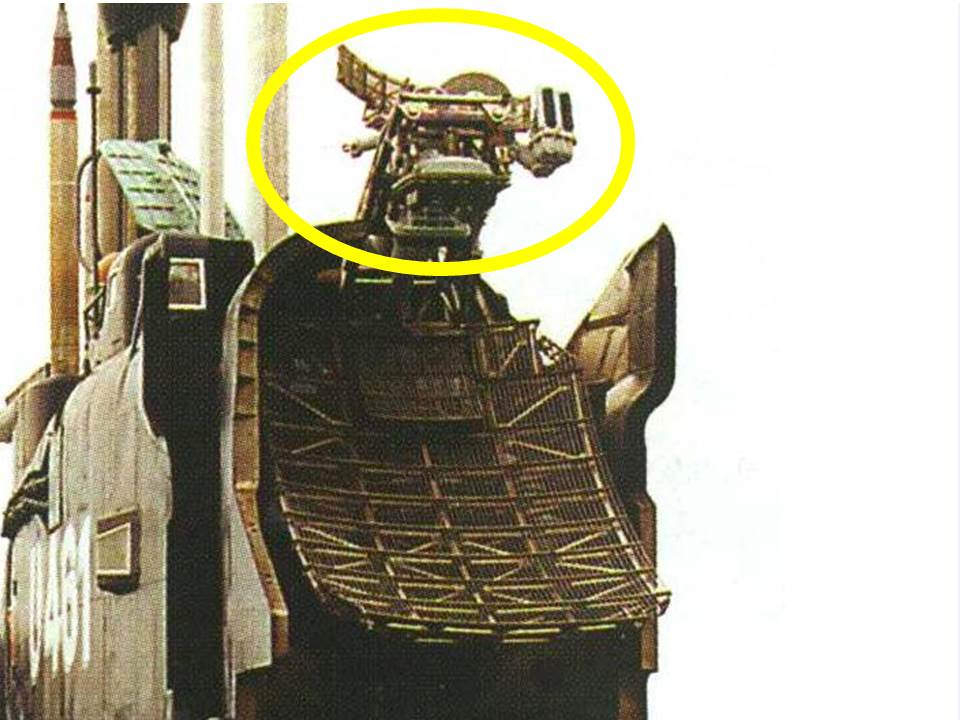
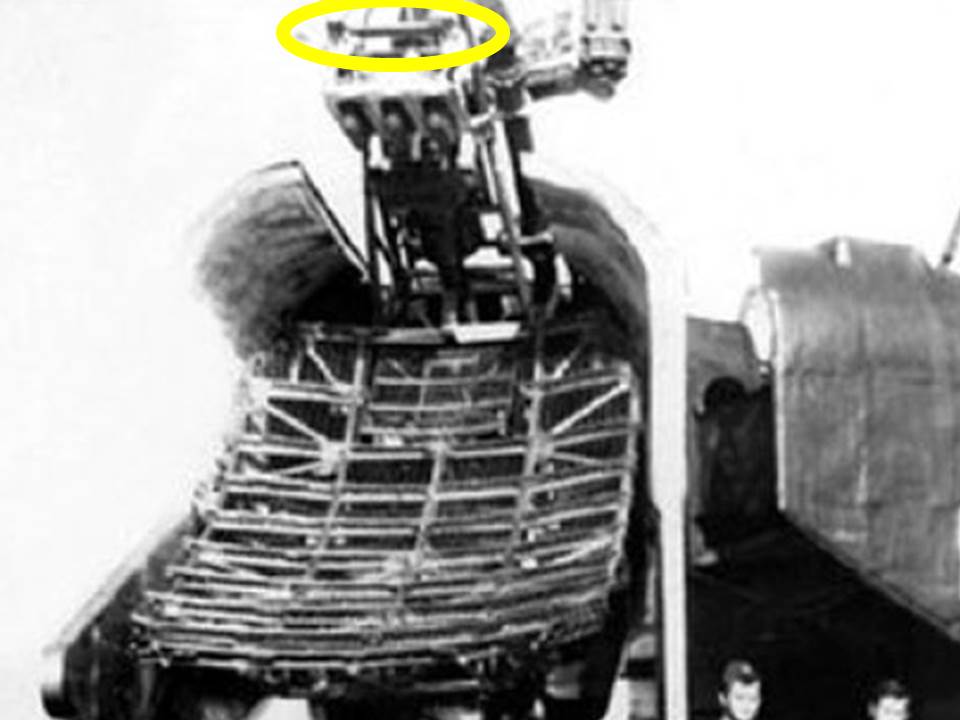
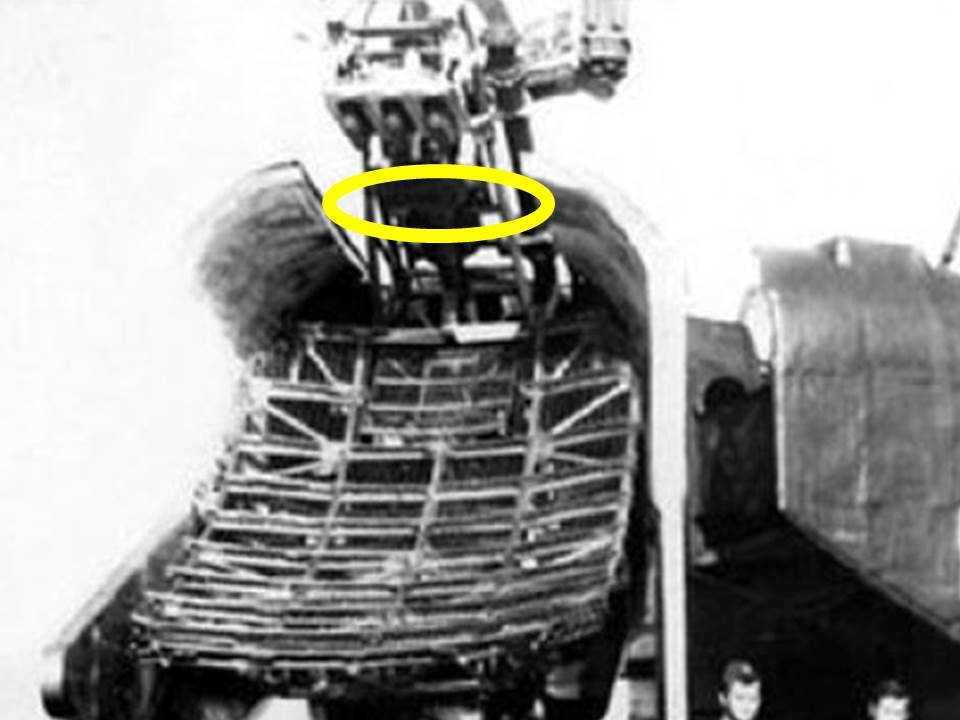
Пока закончил работу с фототравлением для антенного поста (АП) системы управления "Аргумент". Приступил к изготовлению приемника приемной антенны АП. Поскольку небольшой экскурс в историю эволюции антенного поста "Аргумент" показал его внешнюю неизменность на протяжении с 1963 года по настоящее время (ссылка), то для лучшего зрительного восприятия буду пользоваться и фотографиями антенного поста "Аргон-1164", где отдельные элементы АП имеют более четкий вид и выгодный ракурс.
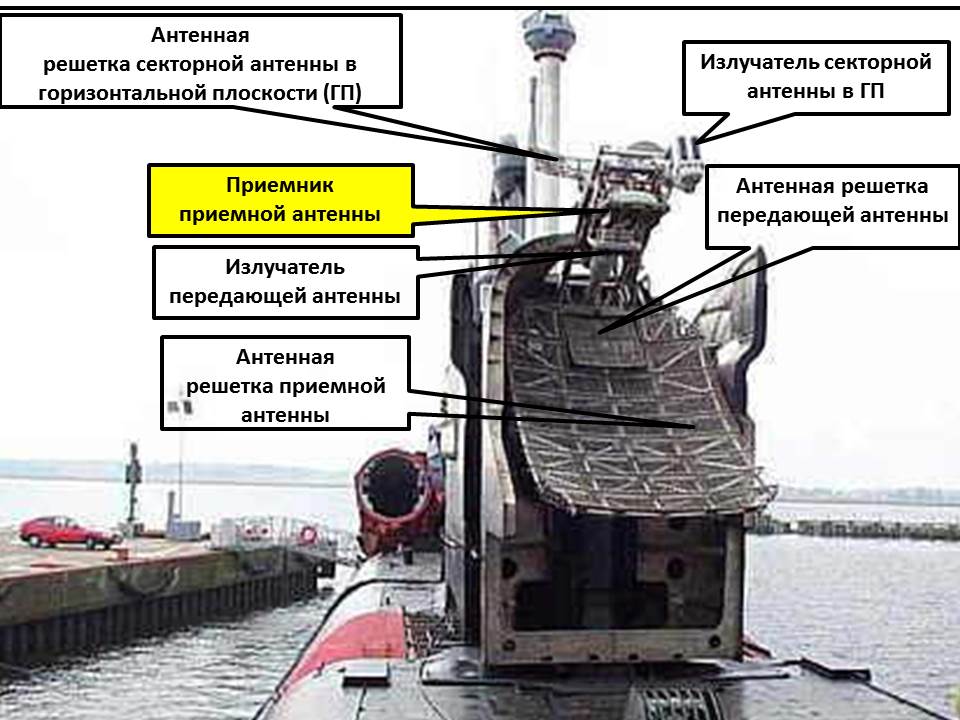
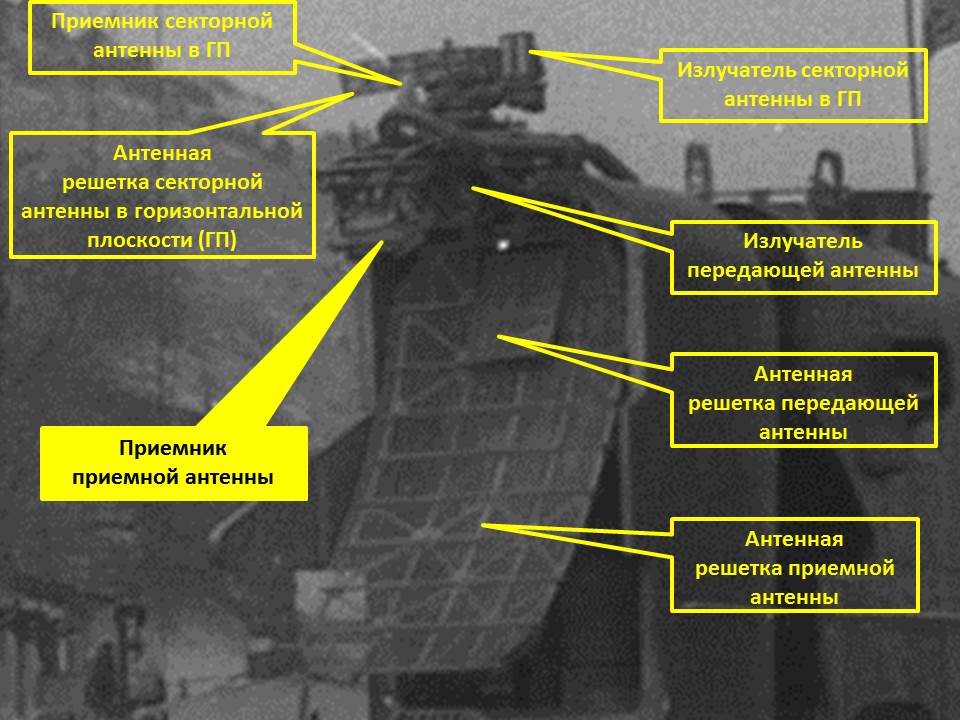

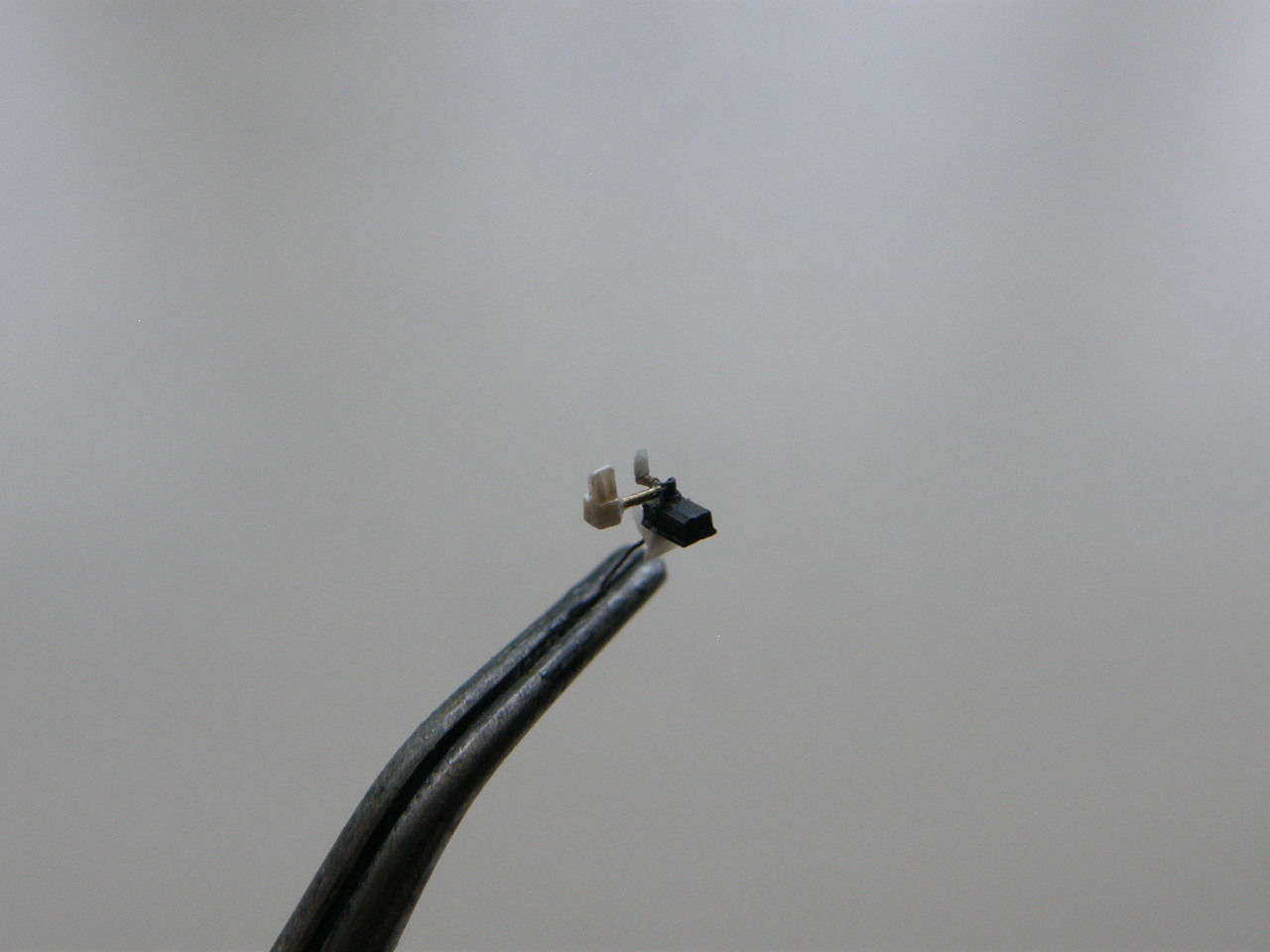
Для большей наглядности сделал укрупненно приемник приемной антенны АП на фотографиях.


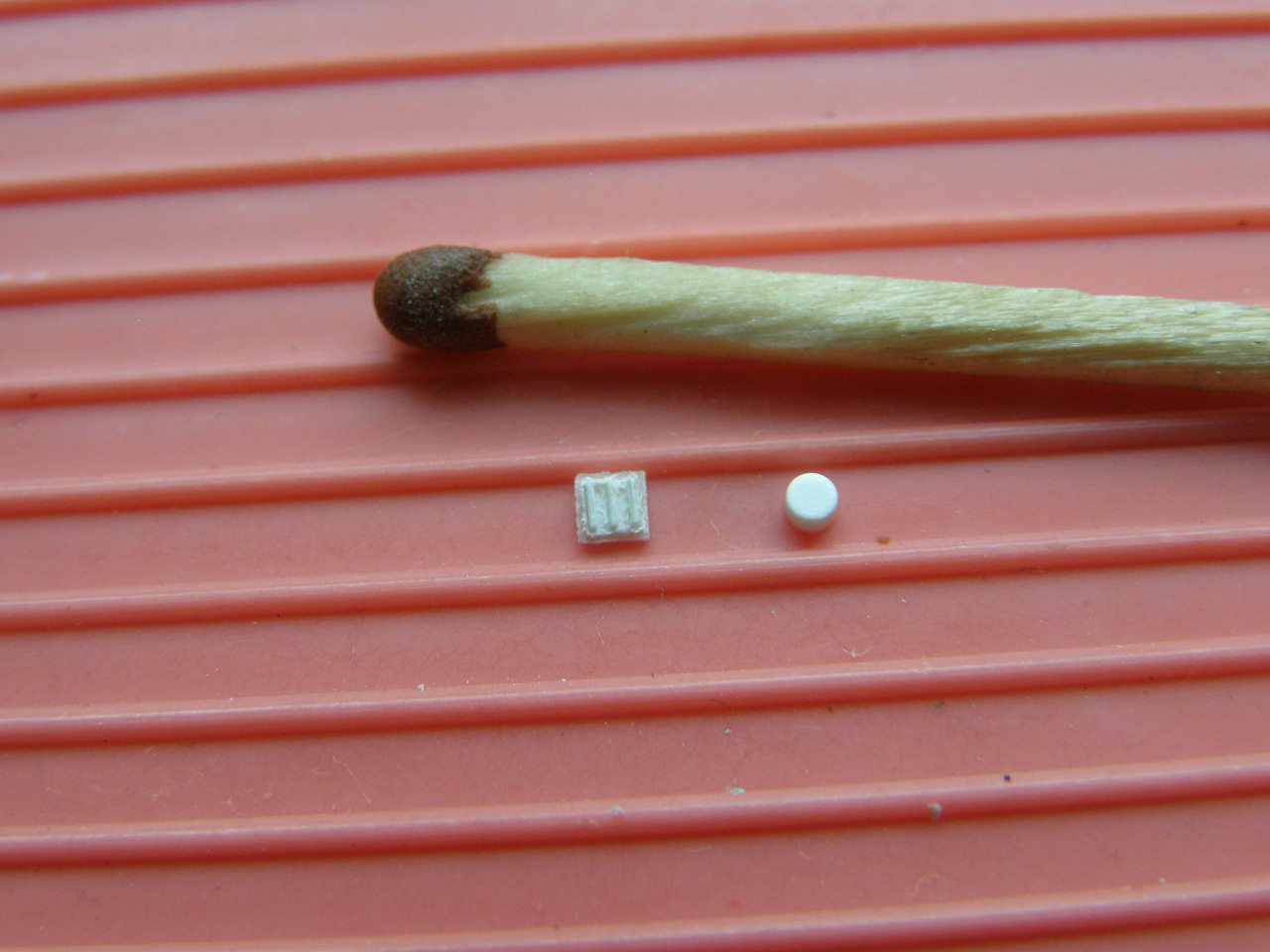
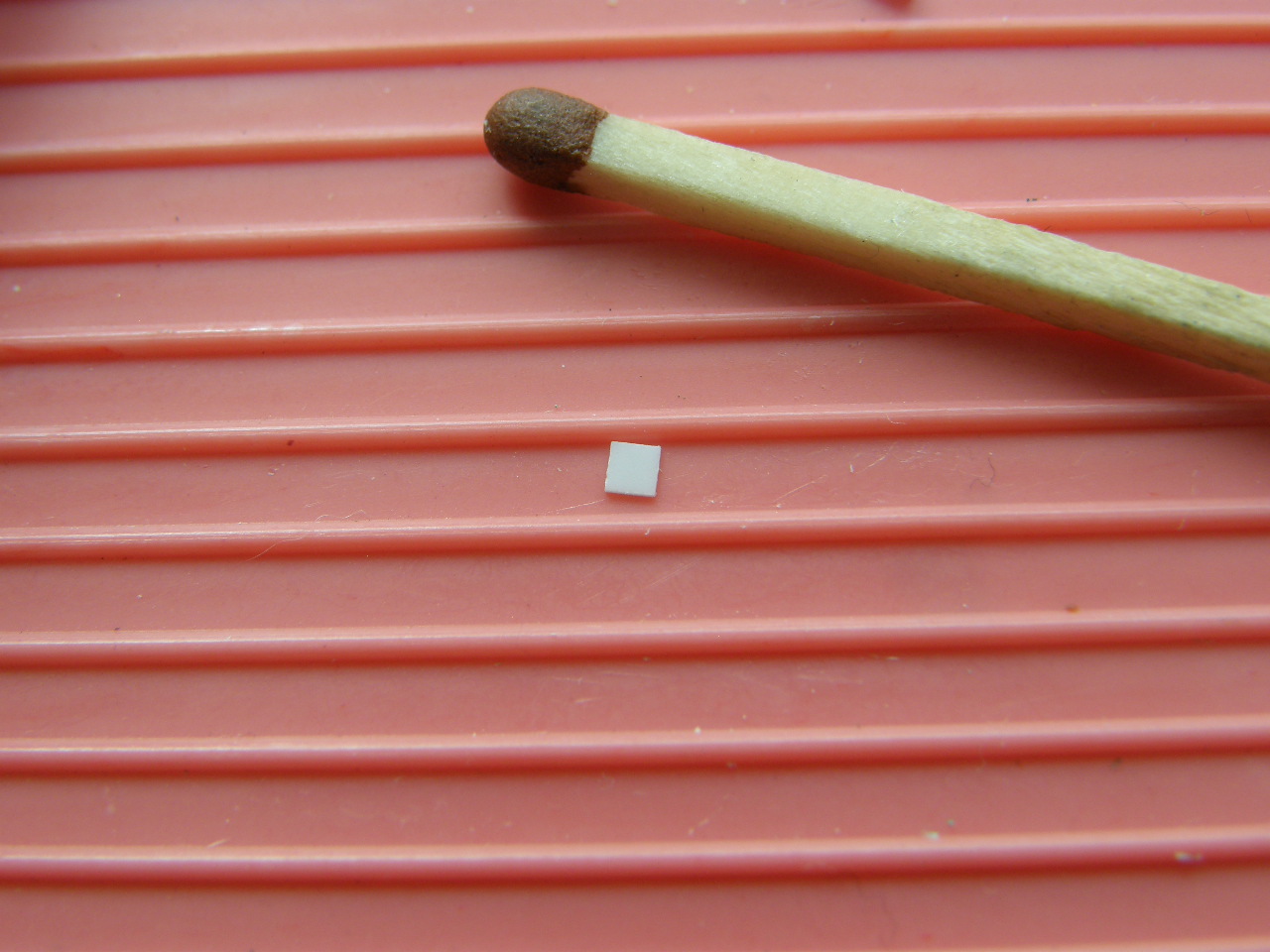
Из дошипласта и полистирола толщиной 0,5 мм выгравировал элементы приемника приемной антенны АП "Аргумент".

Слева примерка приемника (вид сверху).

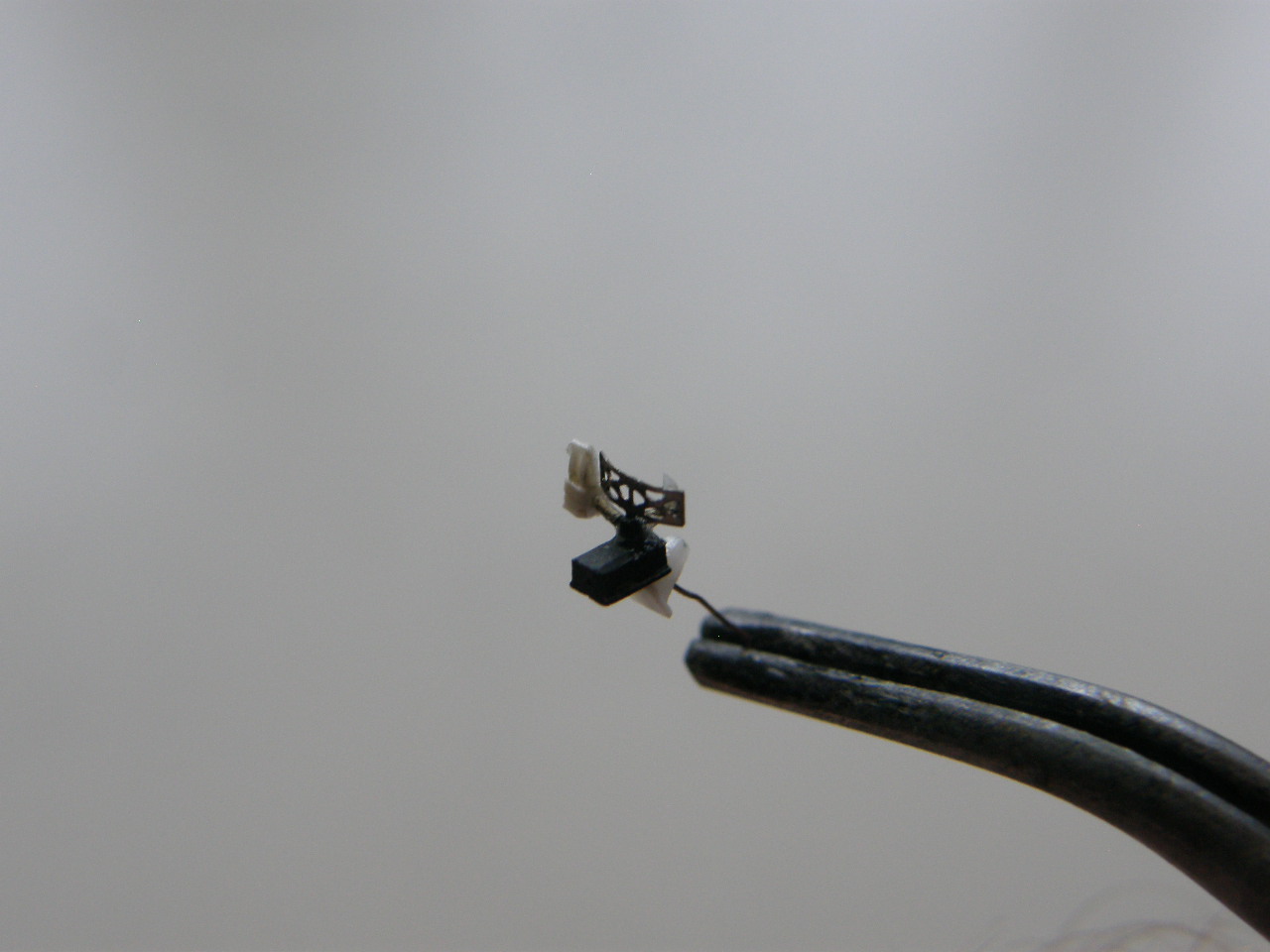
Слева примерка приемника (вид снизу).
С уважением…
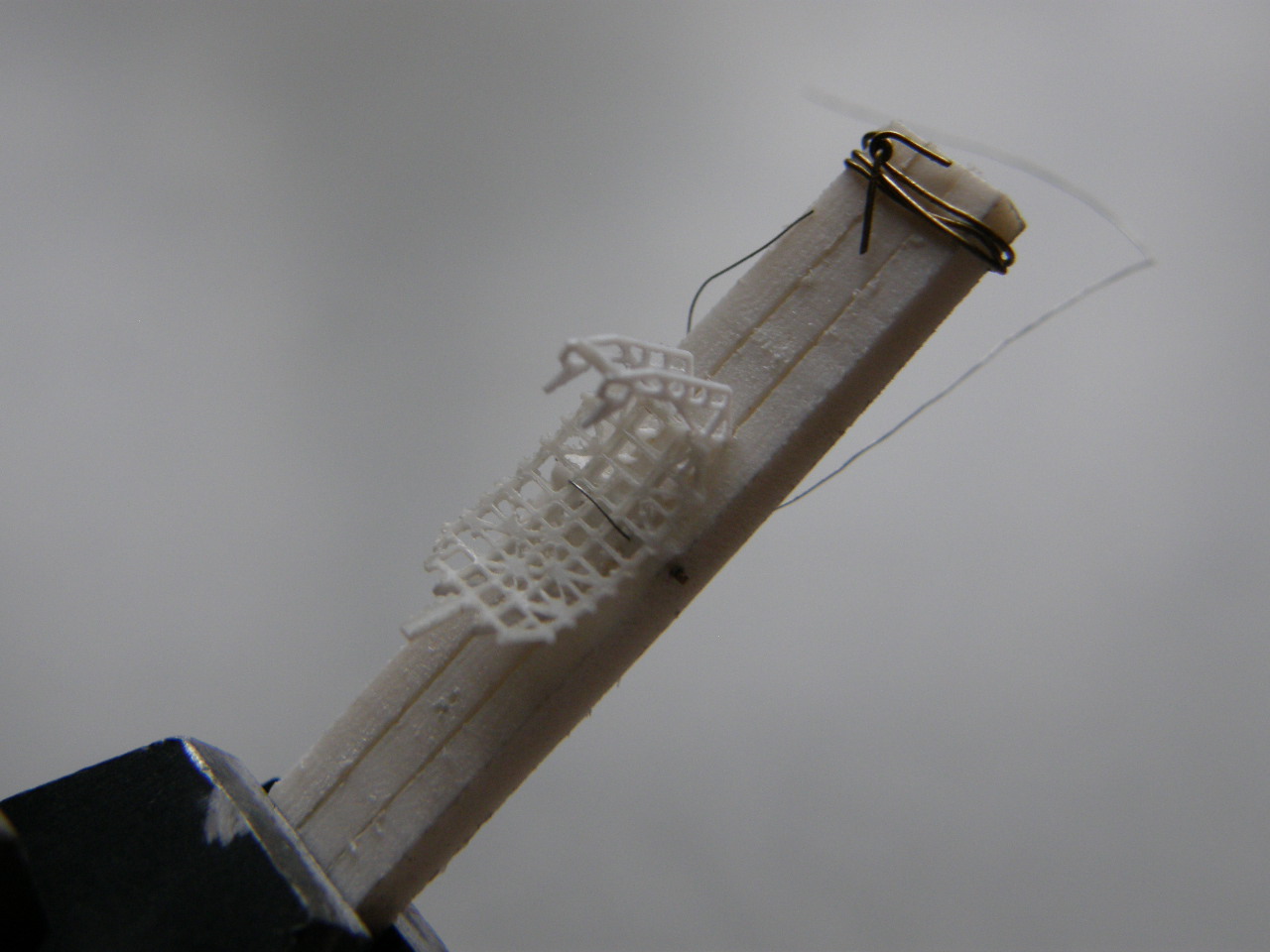
Продолжил изготовление элементов антенного поста (АП) системы управления "Аргумент". На этот раз это излучатель передающей антенны АП.
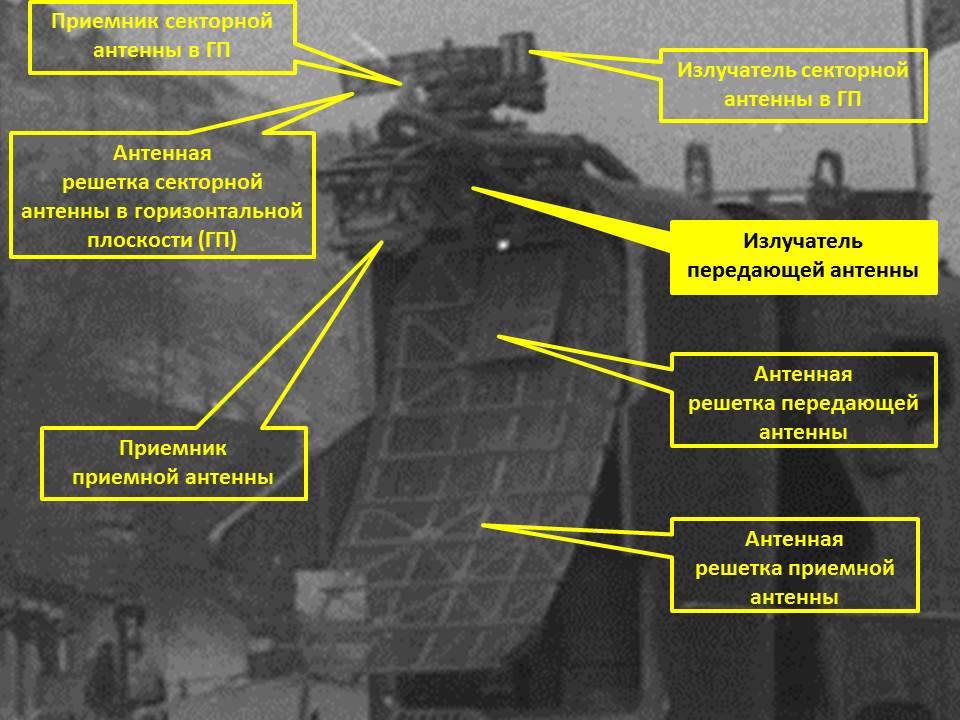

Для большей наглядности сделал укрупнено излучатель передающей антенны АП на фотографиях.


Из дошипласта вырезал элемент излучателя передающей антенны АП "Аргумент".
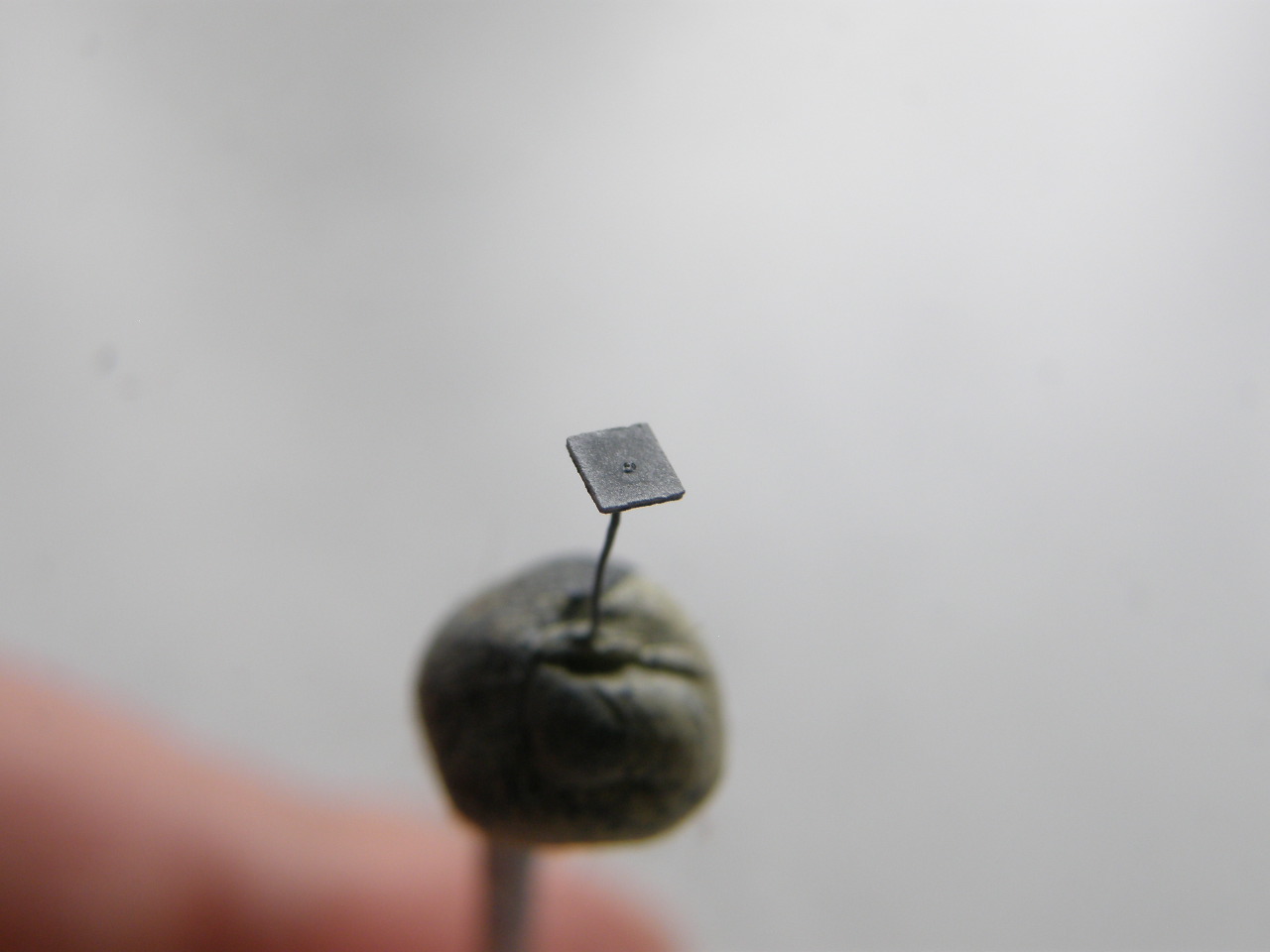
Из полистирола толщиной 0,5 мм выгравировал следующий элемент излучателя передающей антенны АП "Аргумент".
И из прутка полистирола выточил крайний элемент излучателя передающей антенны АП "Аргумент", имевший форму усеченной четырехгранной пирамиды с отверстием Ø 0,3 мм под волновод.
Комплект элементов излучателя передающей антенны АП "Аргумент".
Слева примерка излучателя (вид сверху).

Слева примерка излучателя (вид снизу).
С уважением…

Александр, а как эта ажурная конструкция будет окрашиваться, краска не зальет всю красоту?
@Павел Скоблов написал:Александр, а как эта ажурная конструкция будет окрашиваться, краска не зальет всю красоту?
Павел, поясните процесс покраски каких элементов антенного поста "Аргумент" Вас интересует?
С уважением...
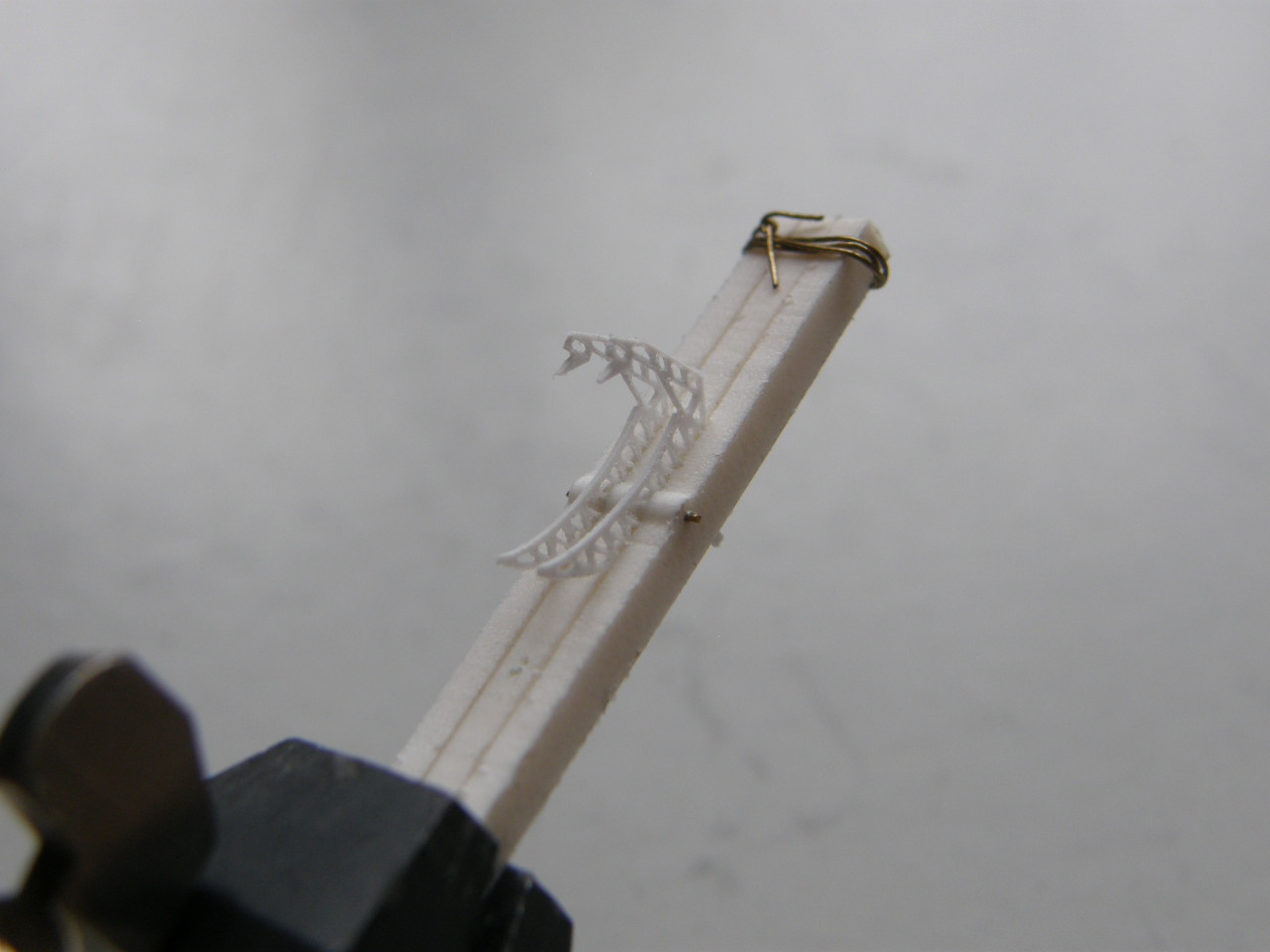
Поскольку Павел Скоблов так и не ответил что так беспокоит сердце моряка в покраске АП системы управления "Аргумент", продолжил делать пластиковые элементы секторной антенны в горизонтальной плоскости (ГП) антенного поста (АП) системы управления "Аргумент". На этот раз это привод и излучатель секторной антенны АП.


Для большей наглядности сделал укрупнено привод секторной антенны в ГП АП на фотографиях.


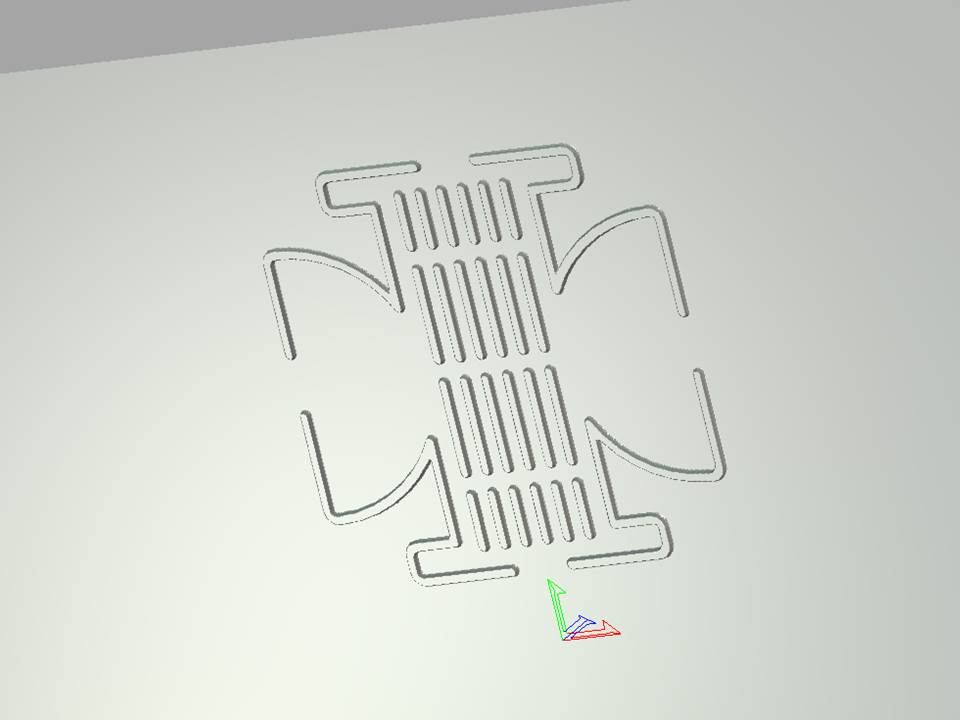
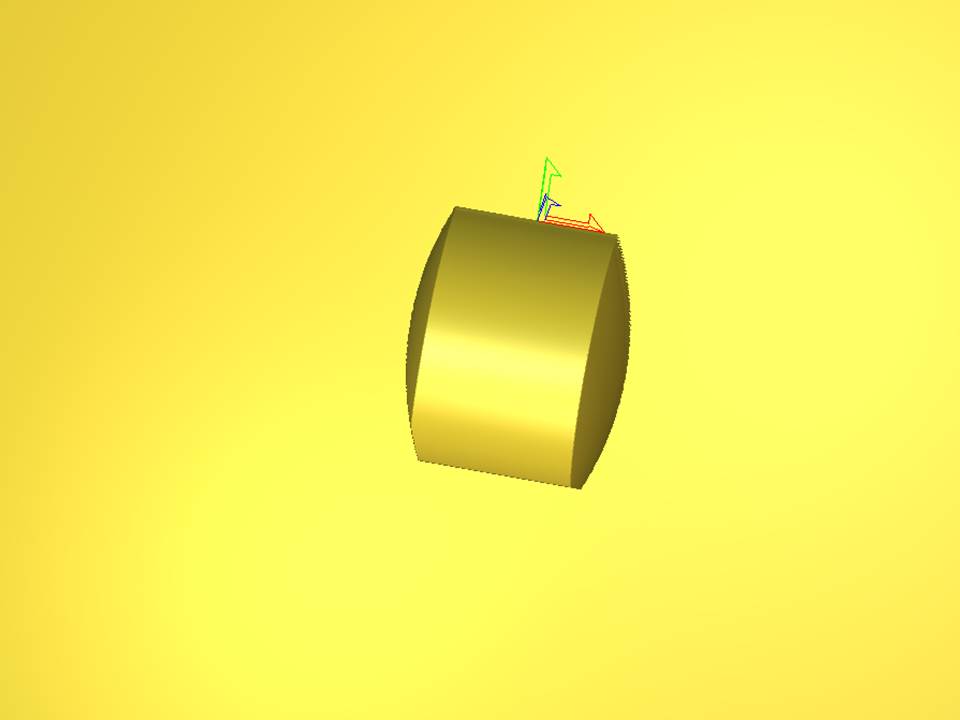
В программе Арткам сделал чертеж и 3D модель привода.

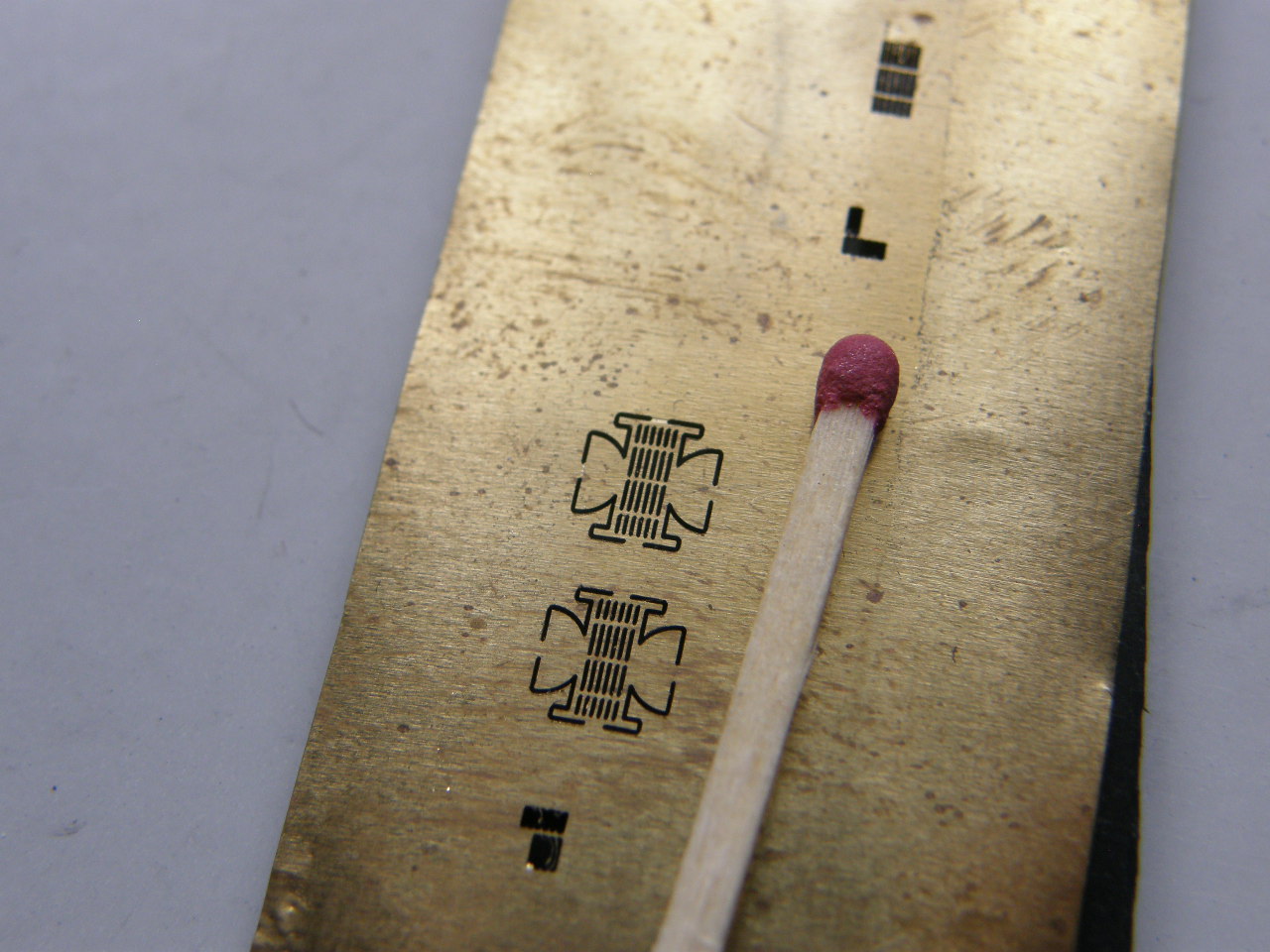
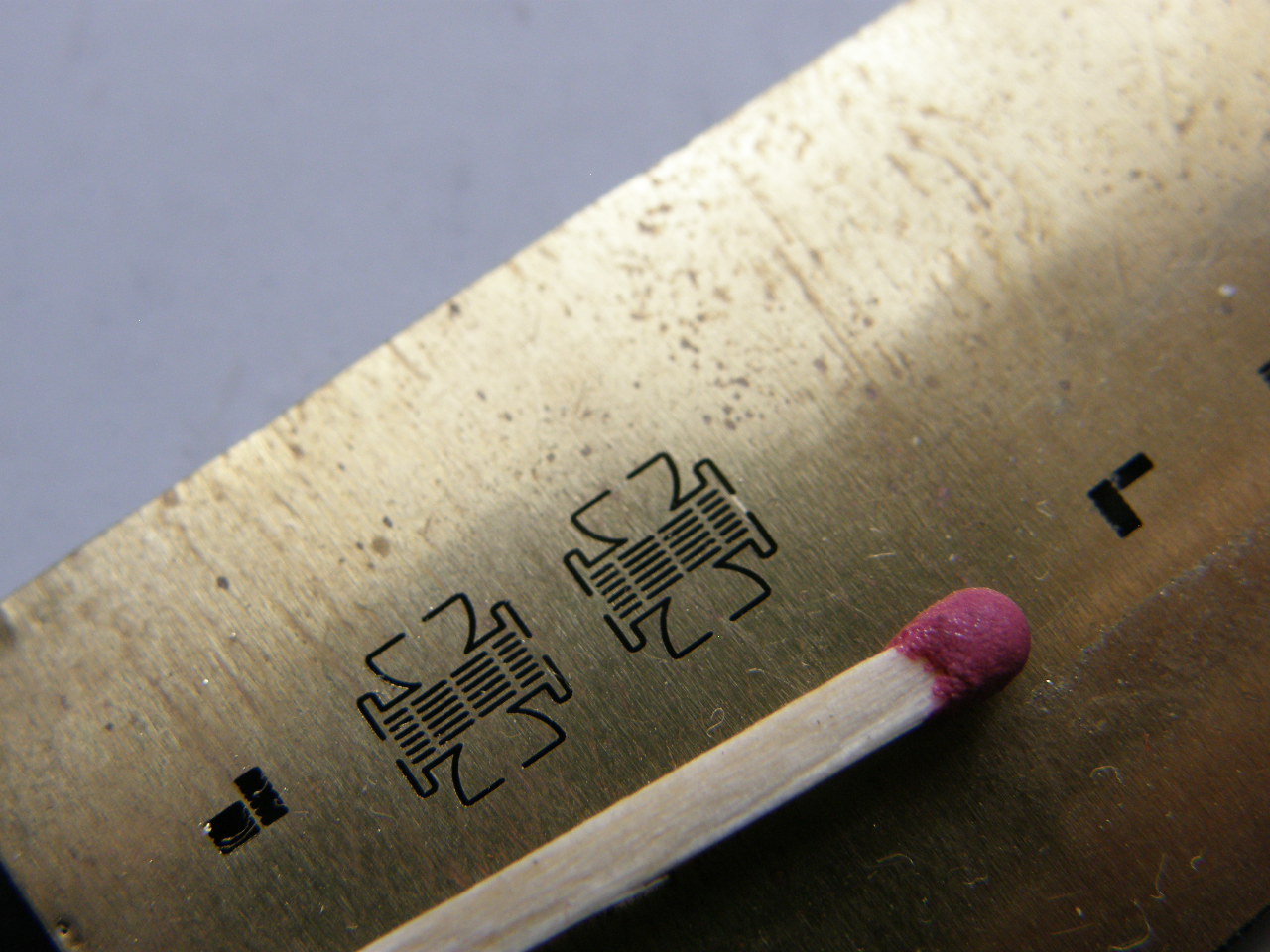
На станке с ЧПУ из полистирола толщиной 3 мм отфрезеровал привод секторной антенны АП в ГП с тремя вертикальными отверстиями - одним Ø 0,3 мм и двумя Ø 0,15 мм.





Для большей наглядности сделал укрупнено излучатель секторной антенны в ГП АП на фотографиях.

Из полистирола толщиной 1 мм отфрезеровал нижний блок излучателя секторной антенны в ГП АП "Аргумент" с боковым отверстием Ø 0,15 мм.

Из полистирола толщиной 0,5 мм выгравировал кормовой блок излучателя секторной антенны в ГП АП "Аргумент".


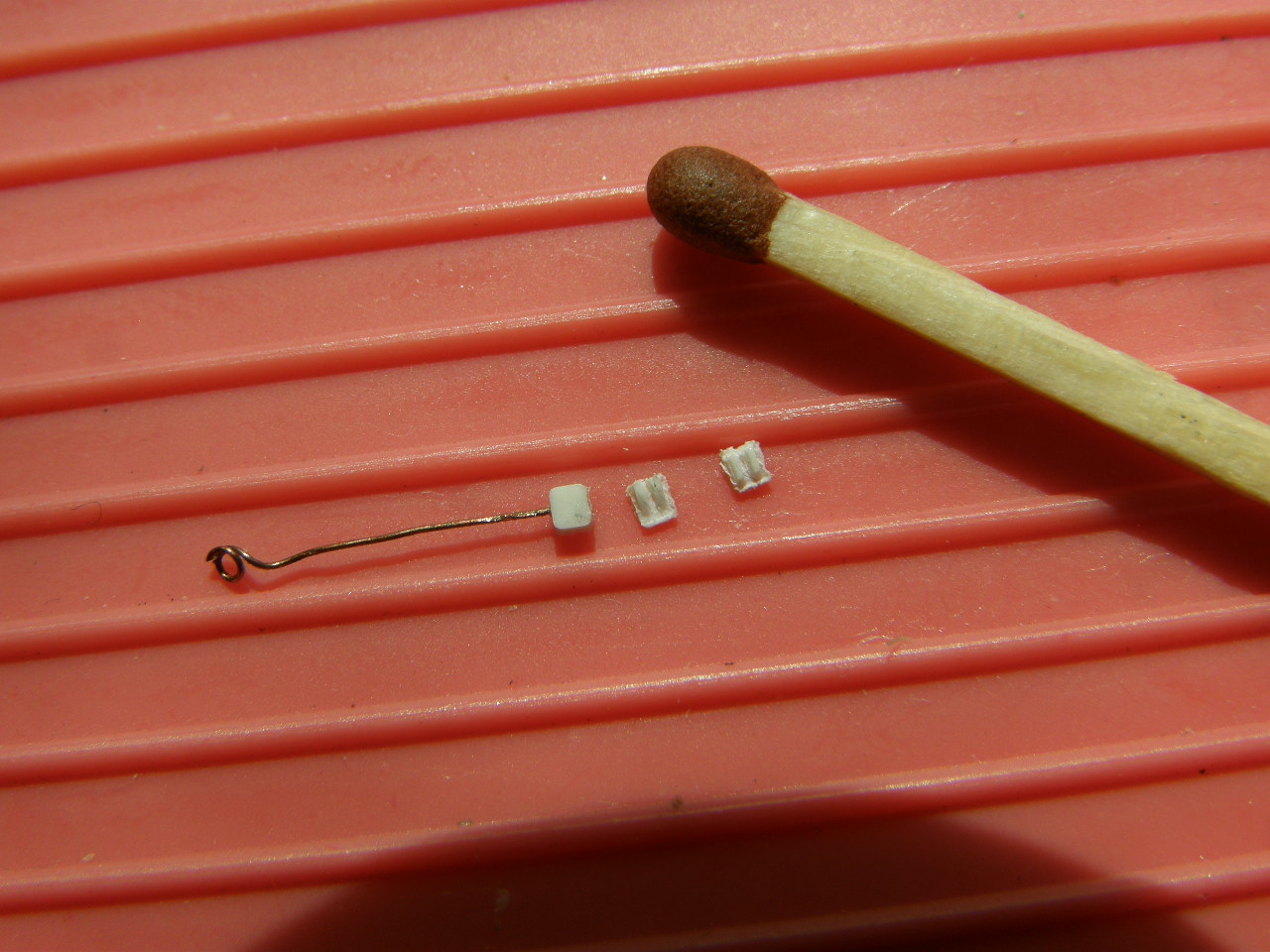
И наконец, из полистирола толщиной 0,5 мм выгравировал носовой блок излучателя секторной антенны в ГП АП "Аргумент".

Комплект элементов излучателя секторной антенны в ГП АП "Аргумент". Размер каждого элемента – 1,0 на1,0 мм.

С уважением…
Осталось сделать три крайних элемента секторной антенны в горизонтальной плоскости (ГП) антенного поста (АП) системы управления "Аргумент". Это - кронштейн с приемником и кронштейн излучателя секторной антенны АП.
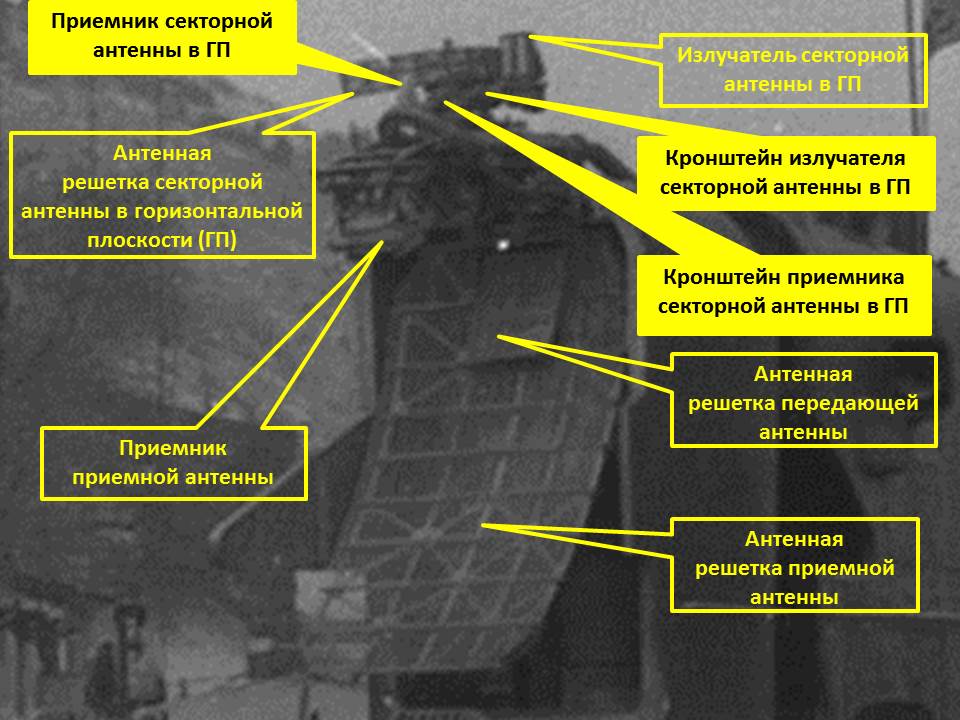

Для большей наглядности сделал укрупнено кронштейн с приемником и кронштейн излучателя секторной антенны в ГП АП на фотографиях.


В прутке пластика Ø 1 мм сделал отверстие Ø 0,15 мм.

И надфилем выточил приемник секторной антенны в ГП АП способом "относительно отверстия".

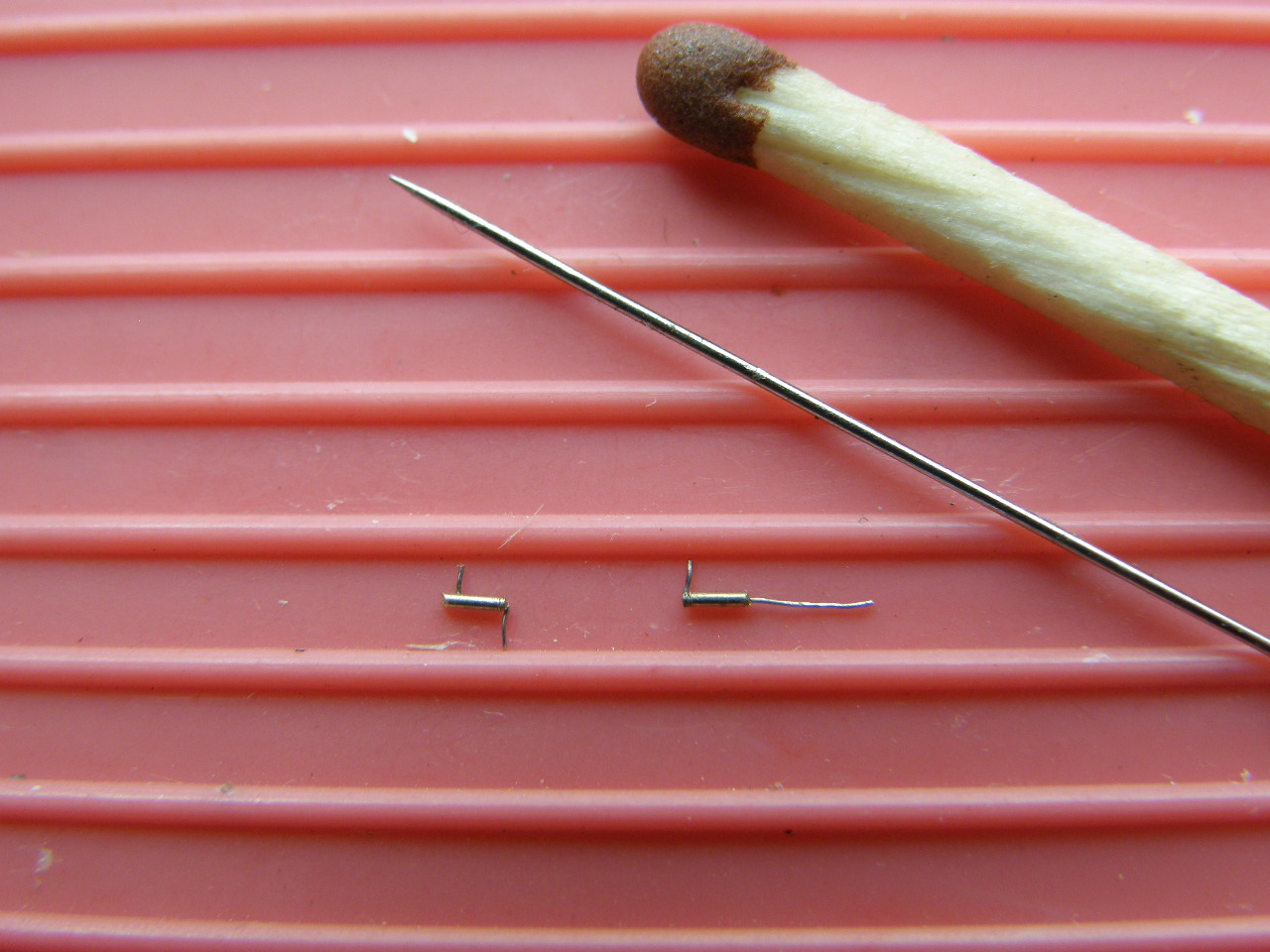
Из толстостенных латунных трубок Ø 0,35 мм и проволоки Ø 0,15 мм сделал оба кронштейна (слева - кронштейн приемника, справа - кронштейн излучателя). Делал с использованием технологии, примененной при изготовлении выдвижных модели подводной лодки 641 проекта (ссылка).
Склеил цианакрилатным клеем приемник с кронштейном.

Так же цианакрилатным клеем склеил кронштейн с нижним блоком излучателя секторной антенны в ГП АП "Аргумент".


С уважением…
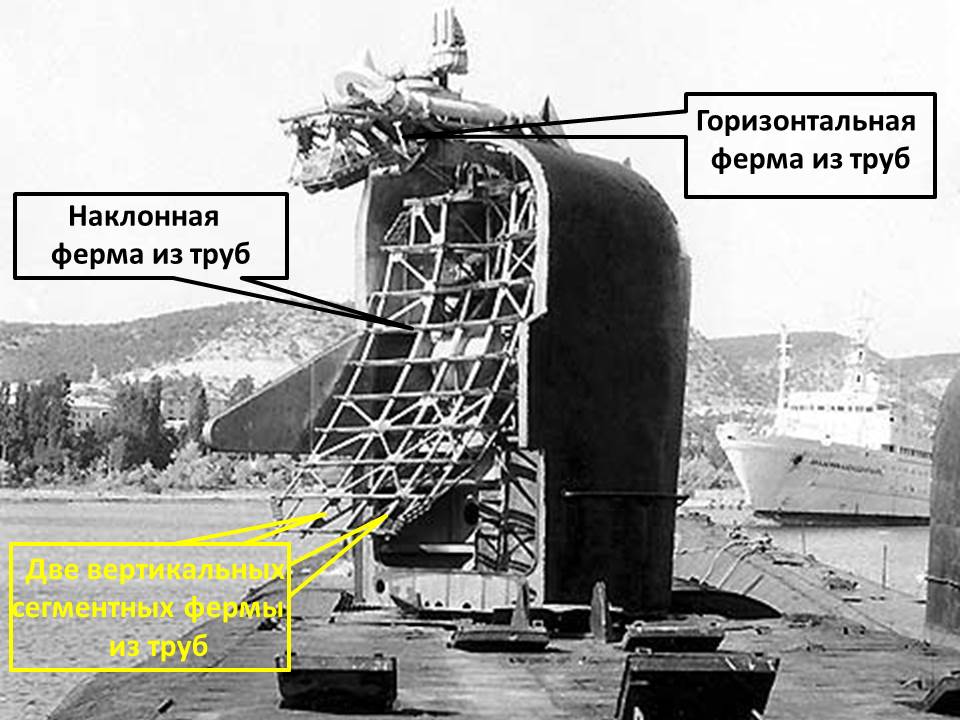
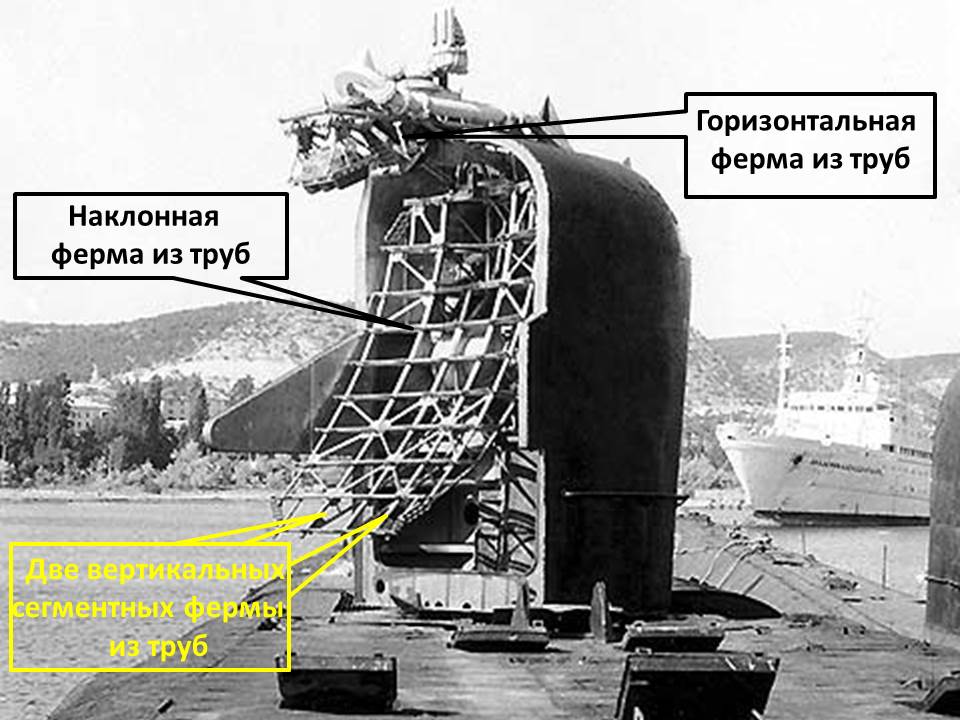
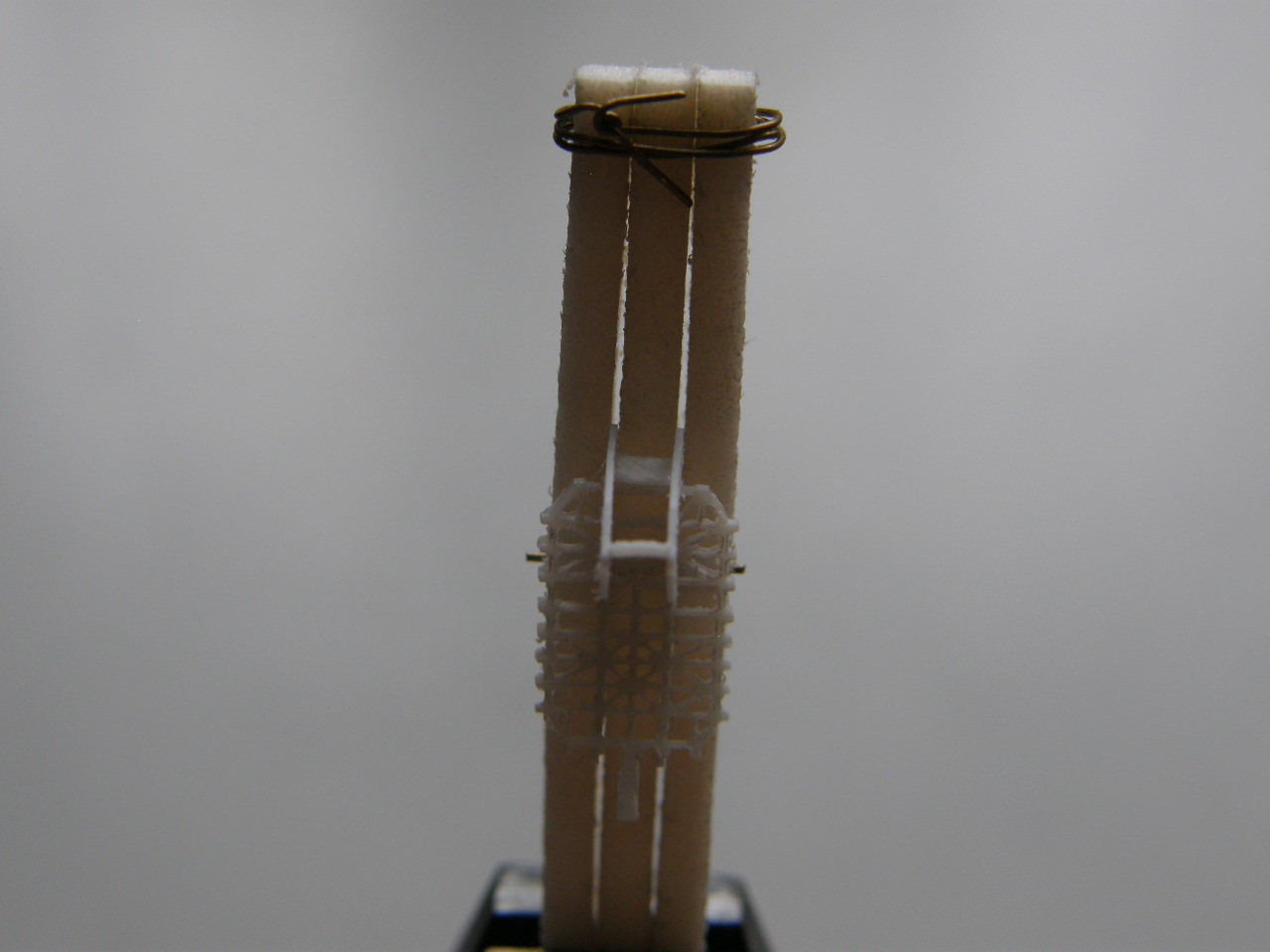
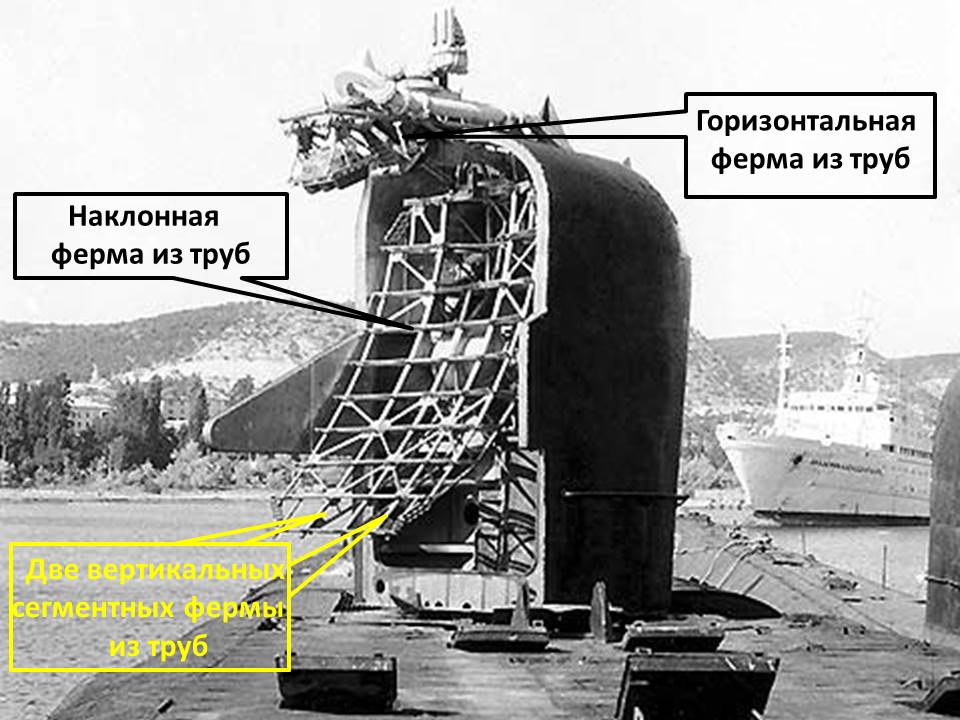
Приступил к сборке всей конструкции антенного поста (АП) системы управления "Аргумент". Сборку начал с соединения двух вертикальных сегментных ферм, переходящих в горизонтальные, с наклонной фермой.
Сделал сборочный стенд из трех спичек. Среднюю спичку сточил до необходимой ширины промежутка между двумя вертикальными сегментными фермами и сделал отверстие Ø 0,25 мм, в которое установил проволоку. Проволока обеспечивает соосное соединение этих двух ферм.


Сборочный стенд скрепил проволокой и выровнял по высоте обе сегментные вертикальные фермы.

Выложил сверху наклонную ферму, выровнял и закрепил в центре тонкой проволокой.
Склеил всю конструкцию цианакрилатным клеем.



Из полистирола толщиной 3 мм на станке с ЧПУ отфрезеровал узел крепления АП системы управления "Аргумент" к мачте, сделанной из медицинской иглы Ø 1,2 мм. В узле крепления сделал отверстие Ø 0,25 мм для установки двух вертикальных сегментных ферм, переходящих в горизонтальные.


Установил склеенные фермы на мачту.




Для интереса взвесил всю конструкцию на ювелирных весах. Вес составил 0,18 грамма. При этом вся конструкция имеет четко выраженный центр тяжести, который позволяет АП занимать начальное походное положение и при качании на узле крепления возвращаться в это положение.

С уважением…
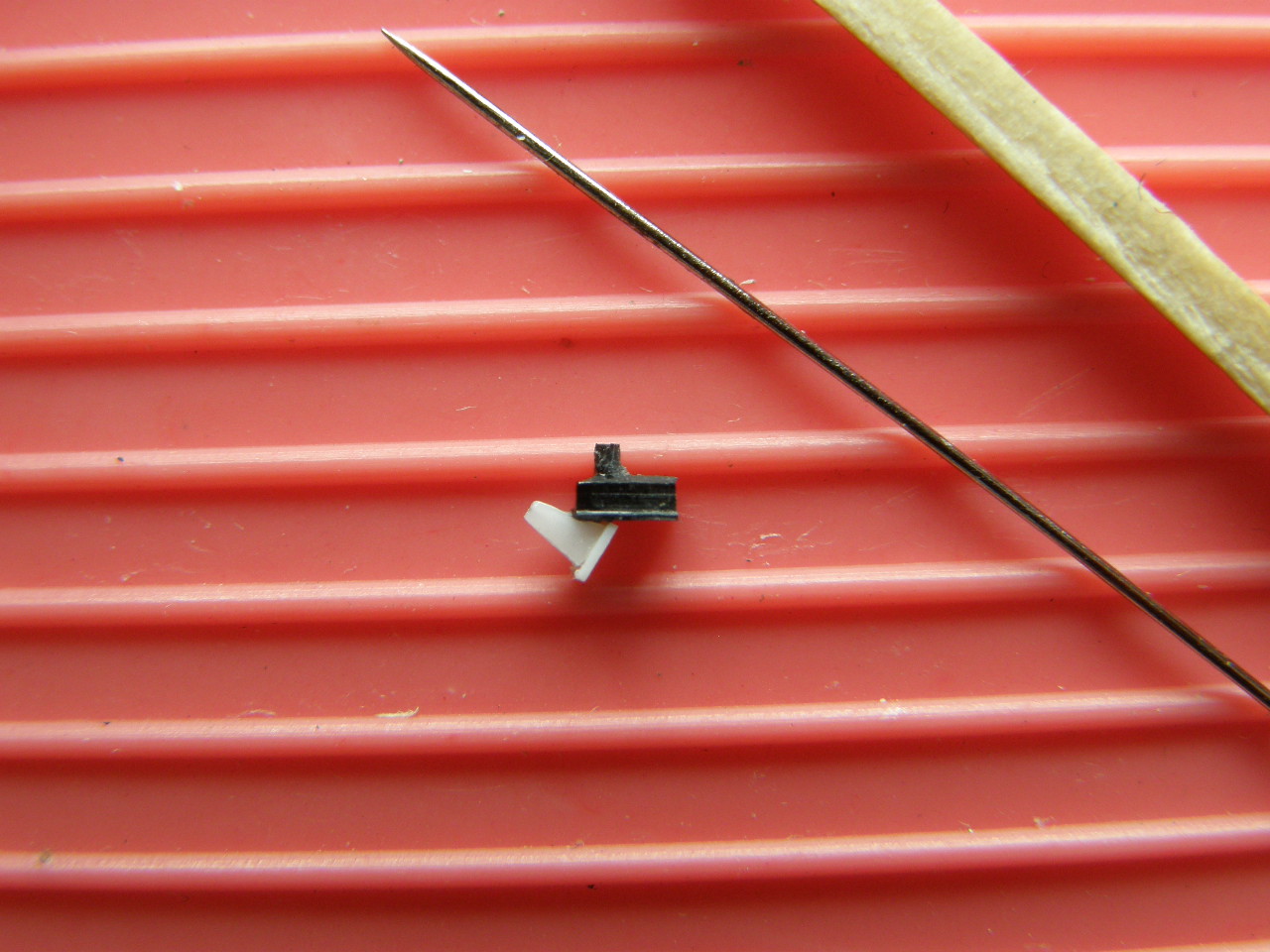
В который раз убеждаюсь, что начиная работать с деталями малого размера (от 1 мм и менее) самое главное решить "как закрепить деталь для дальнейшей обработки". Если этот вопрос решен, то деталь можно обрабатывать как угодно.
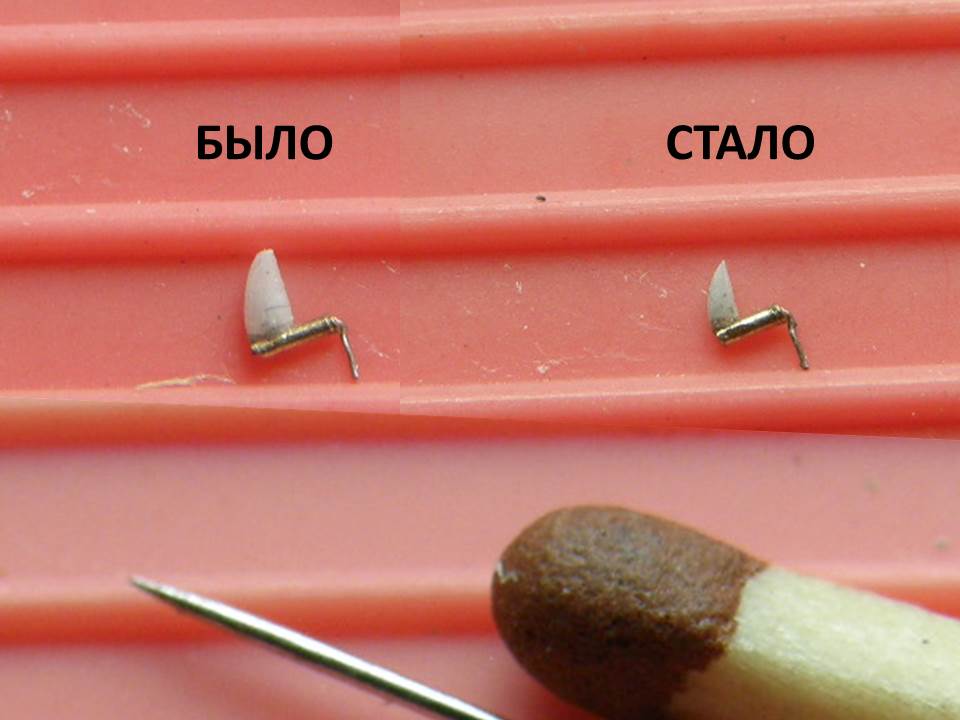
Приемник с кронштейном секторной антенны антенного поста (АП) системы управления "Аргумент" показался мне несколько великоватым.

Но после того, как приемник был приклеен к кронштейну, появилась возможность закрепить деталь и довести ее до нормативных размеров. Что и было реализовано.
С уважением…
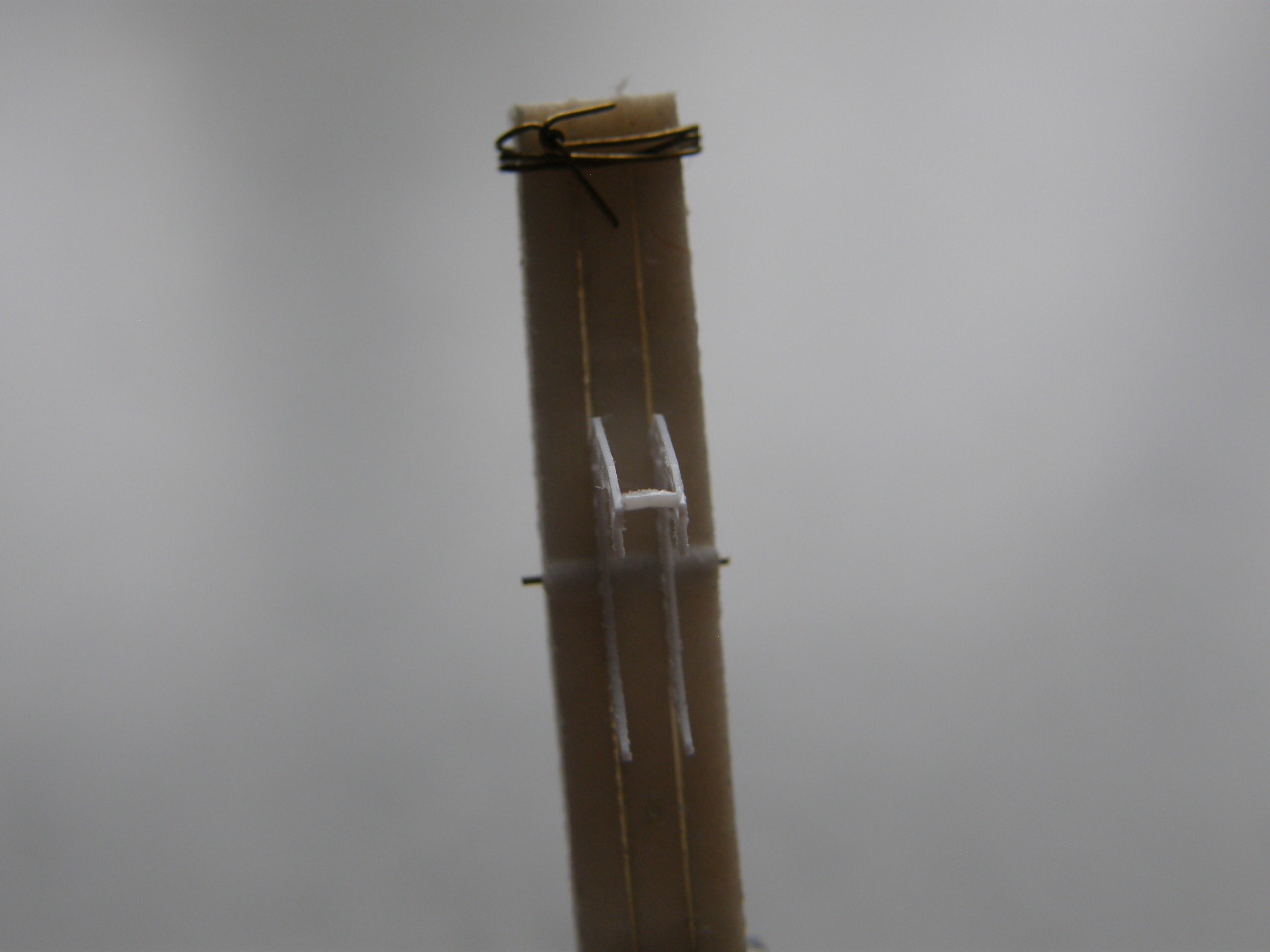
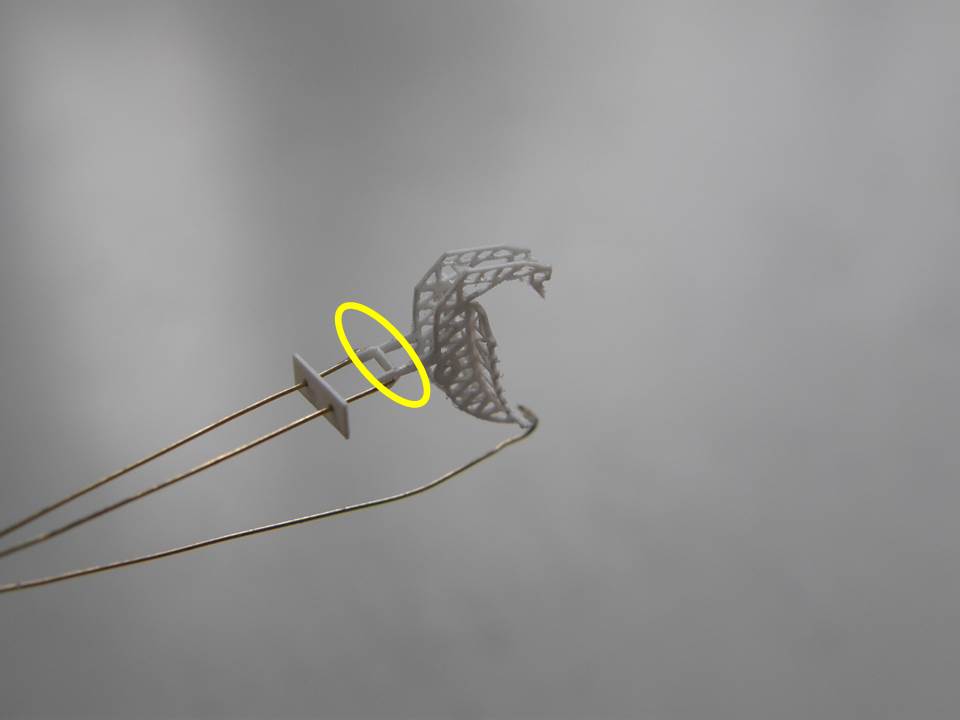
После того, как все элементы секторной антенны в горизонтальной плоскости (ГП) антенного поста (АП) системы управления "Аргумент" доведены до нормативных размеров, можно приступить к ее сборке, а также собрать приемник приемной антенны и излучатель внутренней антенны.


Для большей наглядности сделал укрупнено выше перечисленные элементы на фотографиях.


Для начала склеил приемник приемник приемной антенны и излучатель внутренней антенны.



Затем, склеил привод секторной антенны в ГП с излучателем внутренней антенны, установив излучатель под нужным углом.
К приводу секторной антенны в ГП приклеил цианакрилатным клеем кронштейн с приемником секторной антенны и кронштейн с нижней частью передатчика.
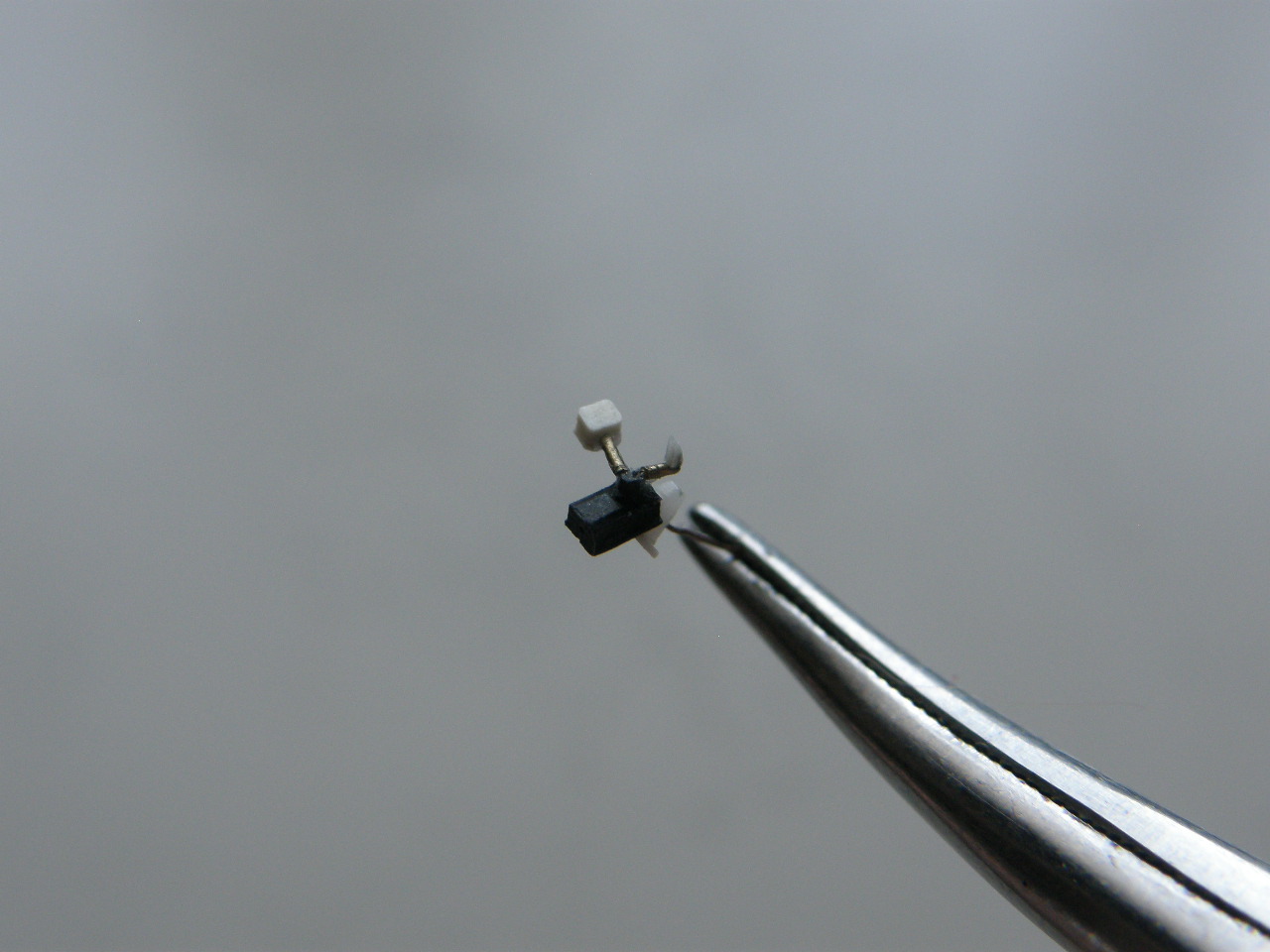
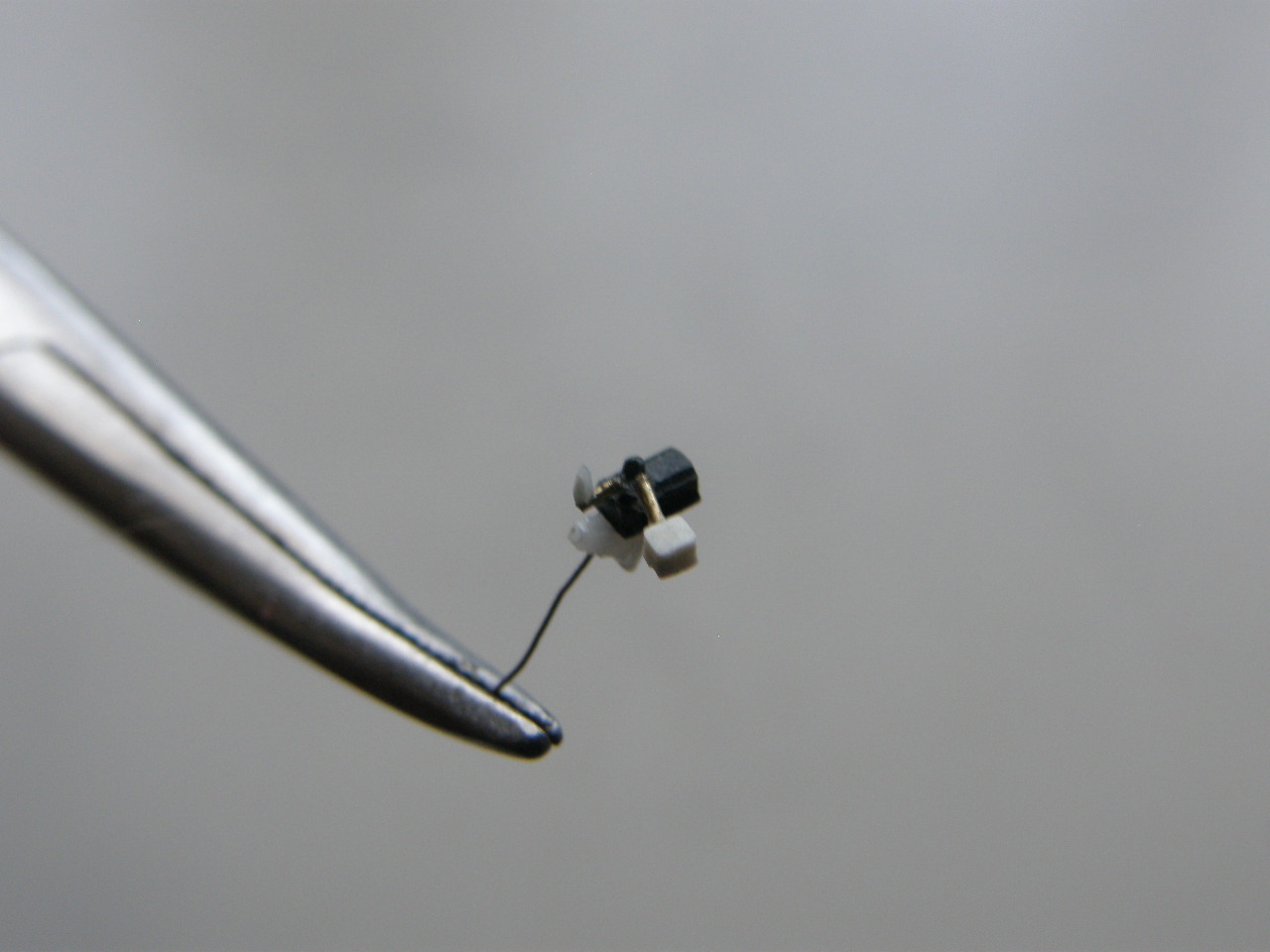

И наконец, к нижней части передатчика секторной антенны в ГП приклеил кормовой блок излучателя этой антенны.


Для сравнения размеров собранной секторной антенны в ГП выложил спичку (не сигарную и не каминную).

И примерка с фермой антенной решетки (без клея).



С уважением…
Собранные привод секторной антенны в ГП с излучателем внутренней антенны и приемник приемной антенны необходимо окрасить. Сначала необходимо разобраться с цветом. 

Если для антенного поста (АП) системы управления противокорабельными крылатыми ракетами "Аргон-1164" вопросов не возникает, цвет выше указанных элементов - шаровый.


То для АП системы управления "Аргумент" цвет этих элементов был также шаровый.

Ну и для АП системы управления "Аргон" для проекта 675 цвет этих же элементов был также шаровый.

Поэтому с чистой совестью приемник приемной антенны выкрасил в шаровый цвет и покрыл матовым лаком, предварительно сделав технологические отверстия и введя туда проволоку.

Этой же участи не избежал и привод секторной антенны в ГП с излучателем внутренней антенны, приемник секторной антенны в ГП на время покраски замаскировал скотчем.




С уважением…
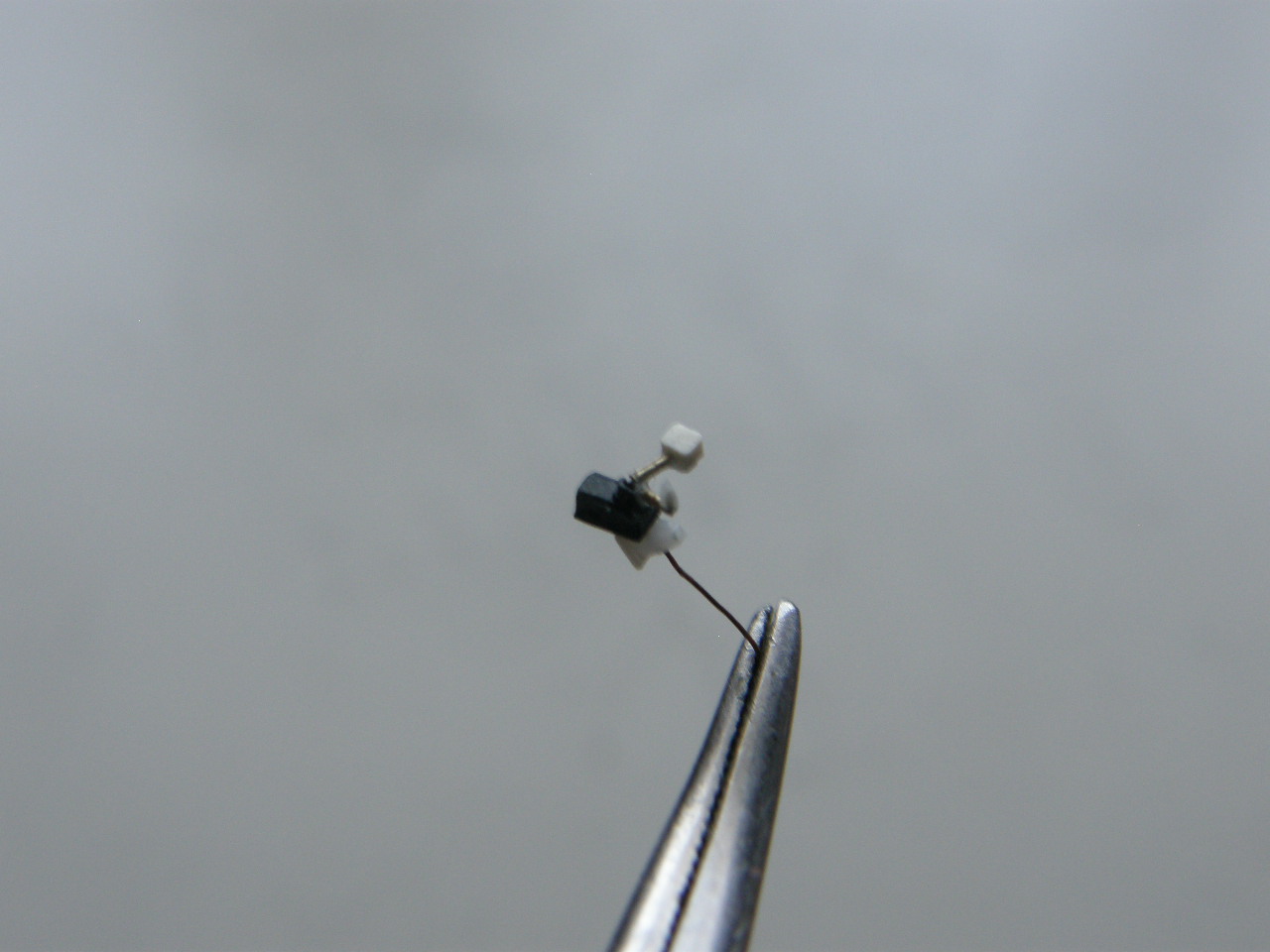
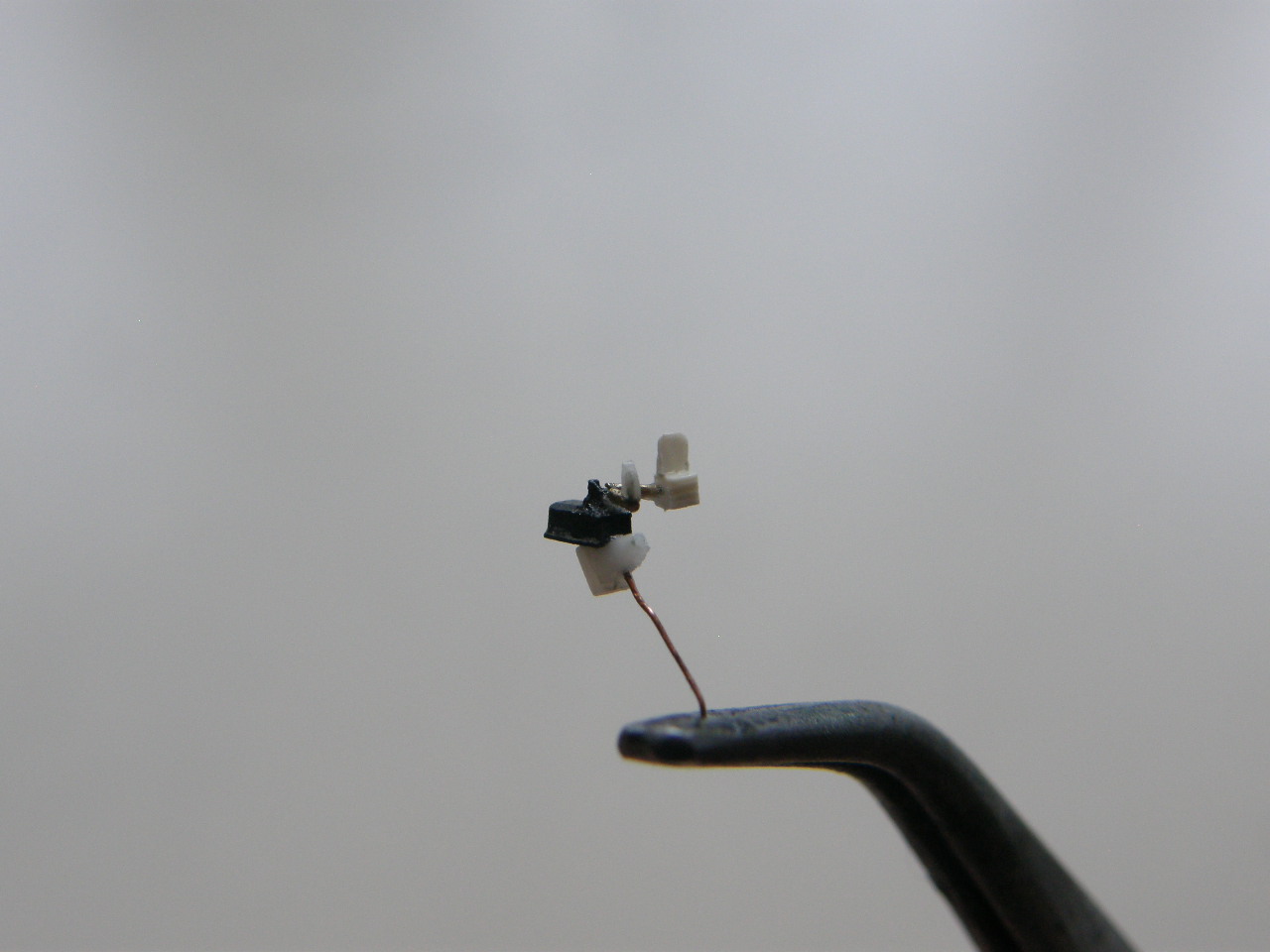
После небольшого перерыва и окраски элементов секторной антенны в горизонтальной плоскости (ГП) антенного поста (АП) системы управления "Аргумент", продолжил ее сборку, а также сборку приемника приемной антенны и излучателя внутренней антенны.


Для большей наглядности сделал укрупнено выше перечисленные элементы на фотографиях.



Излучатели и приемники красить в белый не стал в виду их малых размеров (1 мм и 1,4 мм), да и выгравированы они были специально из белого полистирола (ссылка). Просто приклеил на матовый лак от Тамии приемник приемной антенны.


Затем, на тот же матовый лак приклеил носовой блок излучателя секторной антенны в ГП и излучателя внутренней антенны.








И сделал примерку привода секторной антенны в ГП с фермой антенной решетки (без клея).




С уважением…
Критически пересмотрел ферменную конструкцию антенного поста (АП) системы управления "Аргумент" и технологию ее изготовления (ссылка). При этом оставил ранее опробованный принцип объединения легкости и большой точности (до 0.001 мм) обработки дошипласта с прочностью меди.
Для увеличения точности изготовления до 0,1 – 0.05 мм использованный ранее сборочный стенд из спичек уже не подойдет.

Из ПХВ, совершенно нейтрального к модельному клею для пластика, в том числе супержидкому клею от Тамии, на станке с ЧПУ выфрезеровал новый стенд для сборки.

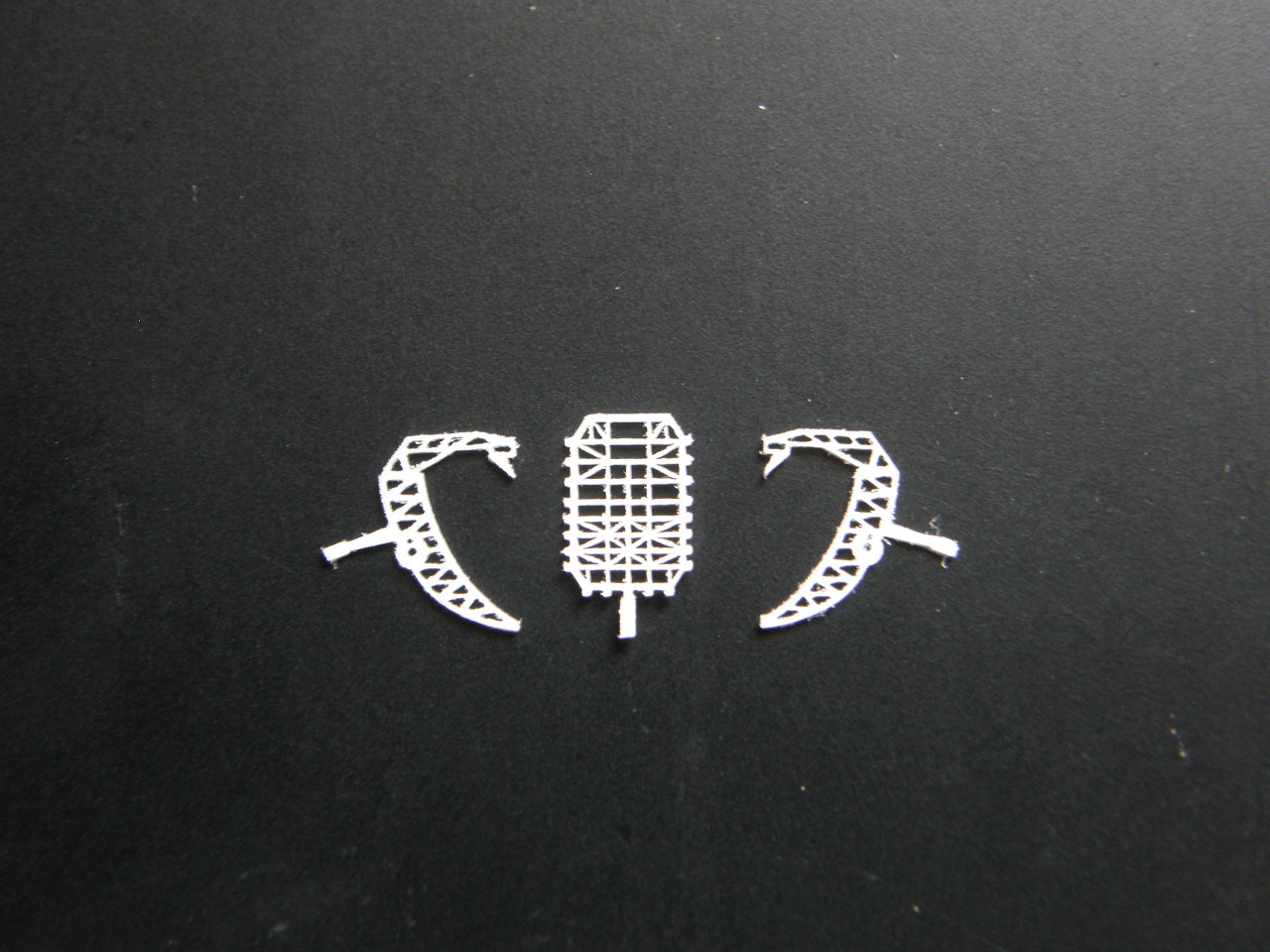
Из дошипласта толщиной 0,2 мм на станке с ЧПУ гравером - пирамидкой с заточкой 6 градусов и диаметром режущей части Ø 0,1 мм выгравировал новые ферменные части конструкции АП "Аргумент", оставив специальные горизонтальные балки в кормовой части сегментных ферм для механизма перевода АП из походного положения в боевое.
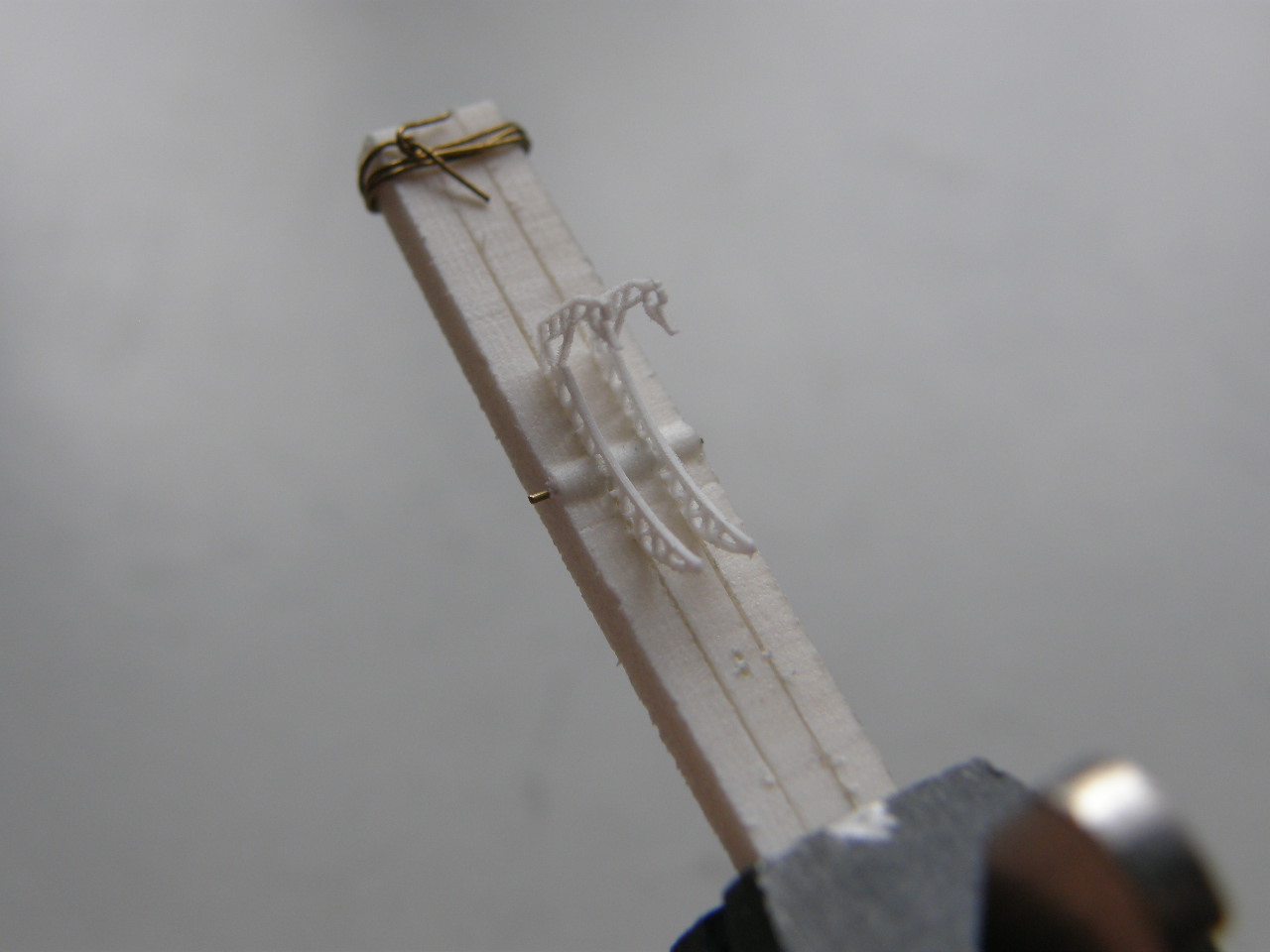
Две вертикальные сегментные фермы, переходящие в горизонтальные, закрепил на сборочном стенде из ПХВ.
Для усиления конструкции и копийности решил установить поперечную носовую балку между горизонтальными фермами.


Из дошипласта сделал носовую балку и вклеил ее между горизонтальными фермами супержидким клеем от Тамии.


Наклонную ферму временно закрепил проволочкой Ø 0,07 мм, выровнял и приклеил к двум сегментным фермам тем же супержидким клеем от Тамии.
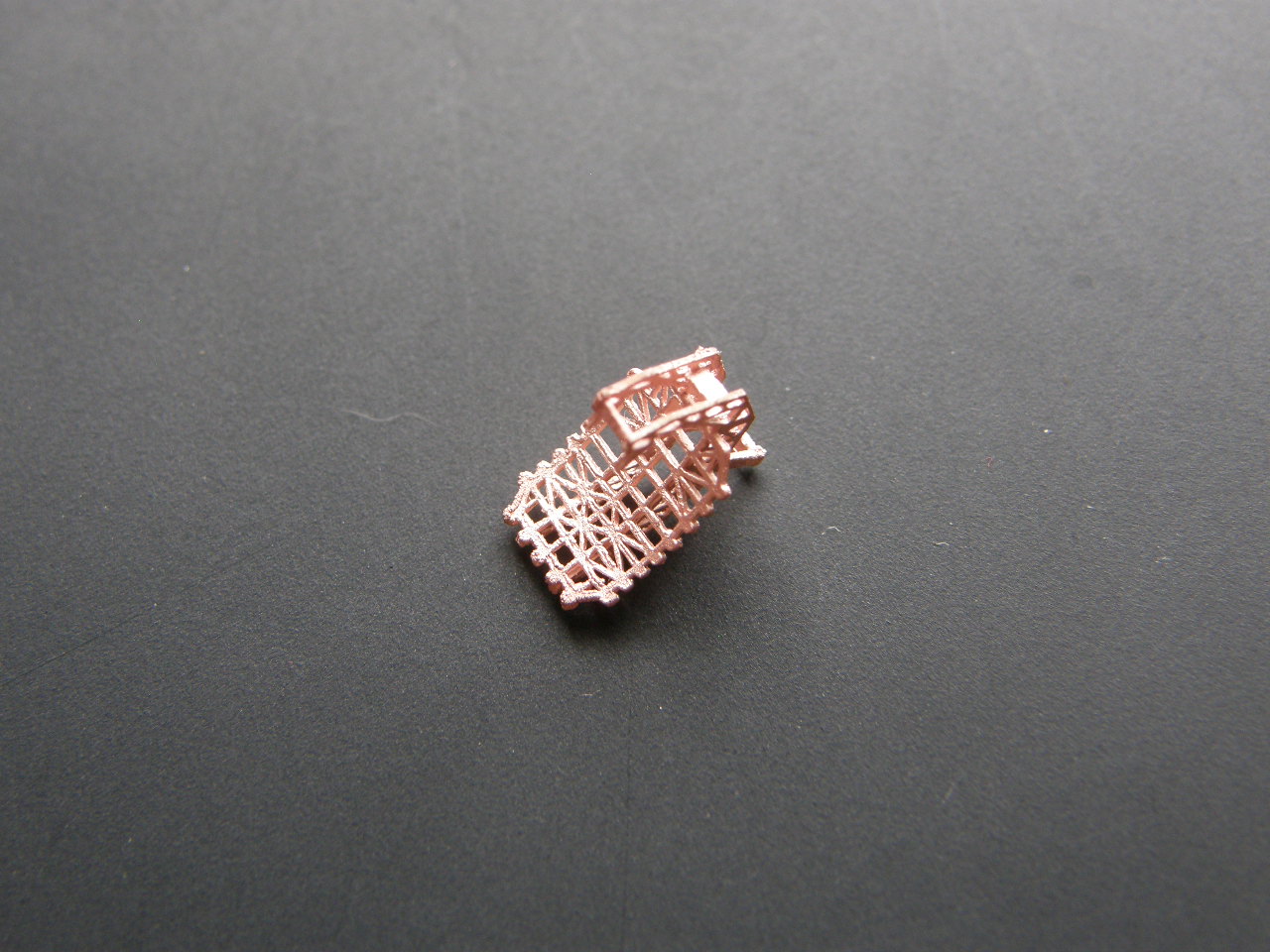
Для дальнейшего усиления конструкции и копийности решил установить поперечную кормовую балку между горизонтальными фермами.

Из дошипласта сделал кормовую балку и вклеил ее между горизонтальными фермами супержидким клеем от Тамии.



К специально оставленным хвостикам цианакрилатным клеем приклеил три медных проводника для гальванического омеднения всей конструкции целиком, при этом три контакта позволят более равномерно провести процесс.

Из дошипласта сделал поперечную балку и вклеил ее супержидким клеем от Тамии между специальными горизонтальными балками в кормовой части сегментных ферм для усиления механизма перевода АП из походного положения в боевое.





Теперь вся конструкция готова к гальваническому омеднению целиком, главное чтобы супержидкий клей от Тамии выдержал слабокислую среду электролита.
С уважением…
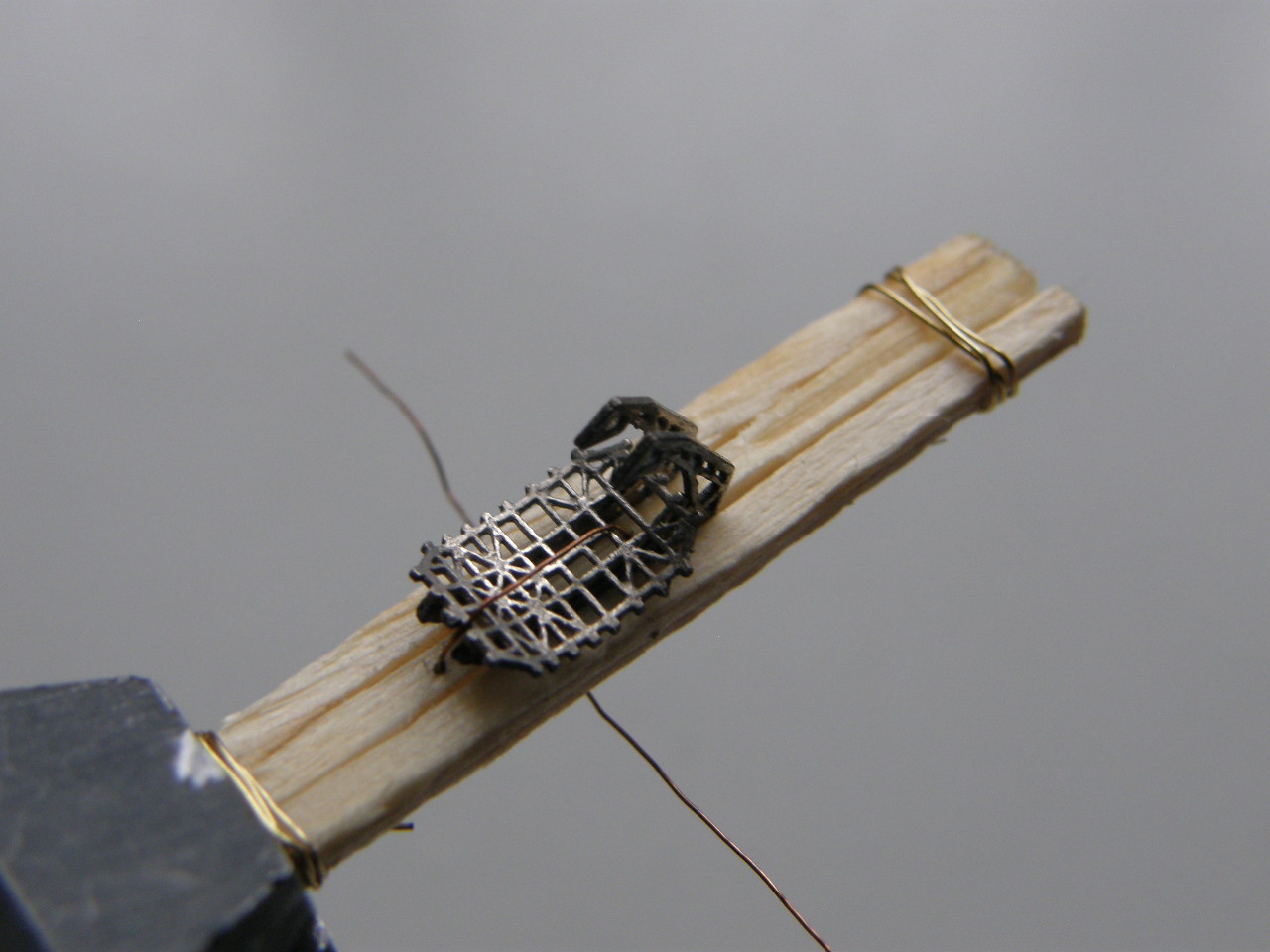
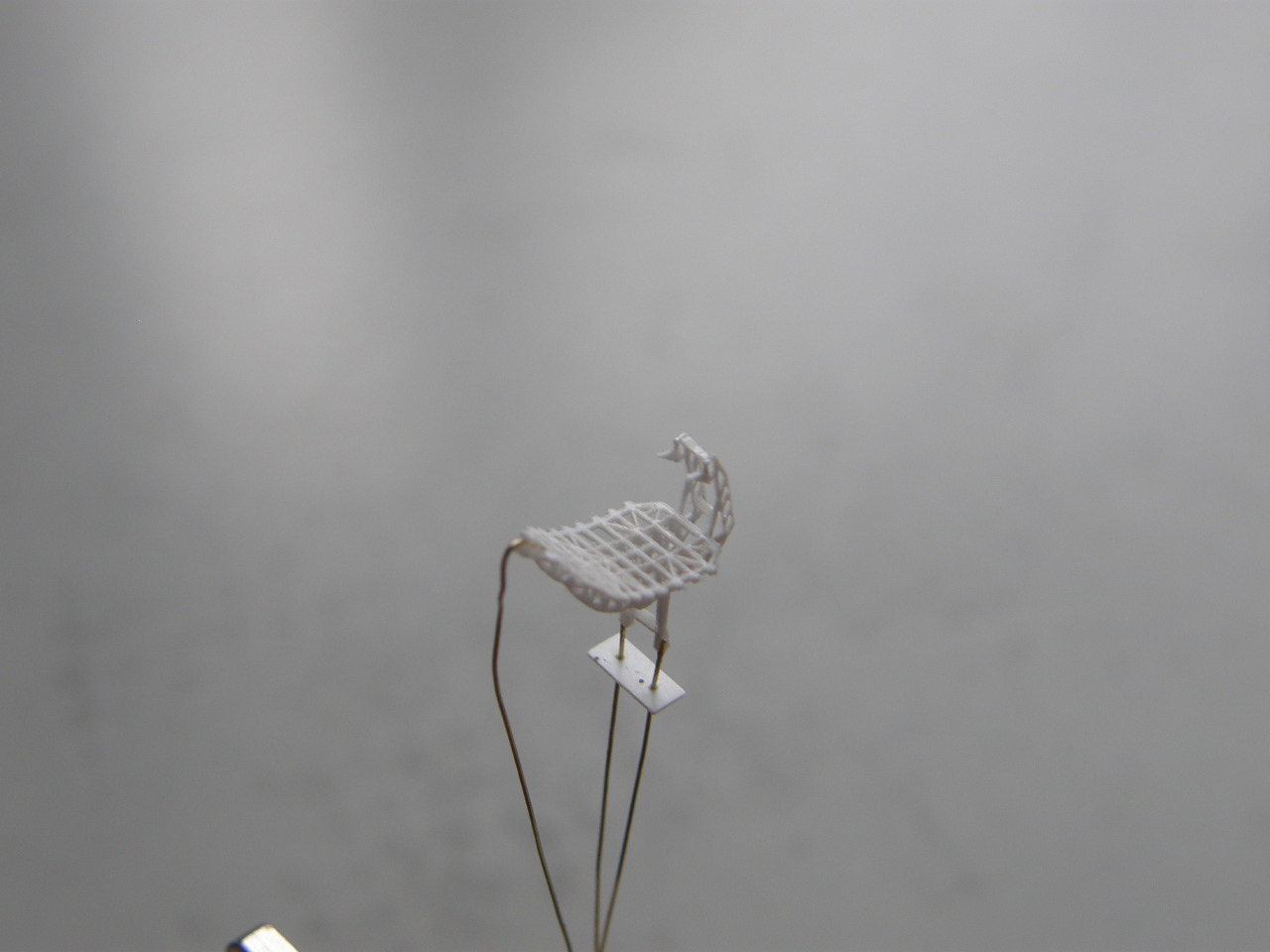
Продолжил изготовление ферменной конструкции антенного поста (АП) системы управления "Аргумент".
Изготовленную ранее из дошипласта ферменную конструкцию АП

покрыл токопроводящим лаком на основе графита "GRAPHITE", на два часа погрузил в электролит гладкого меднения под током 0,02А и получил омедненную целиком заготовку ферменной конструкции с толщиной меди 0,07 мм. Не подвел не только цианакрилатный клей, но и супержидкий клей от Тамии.
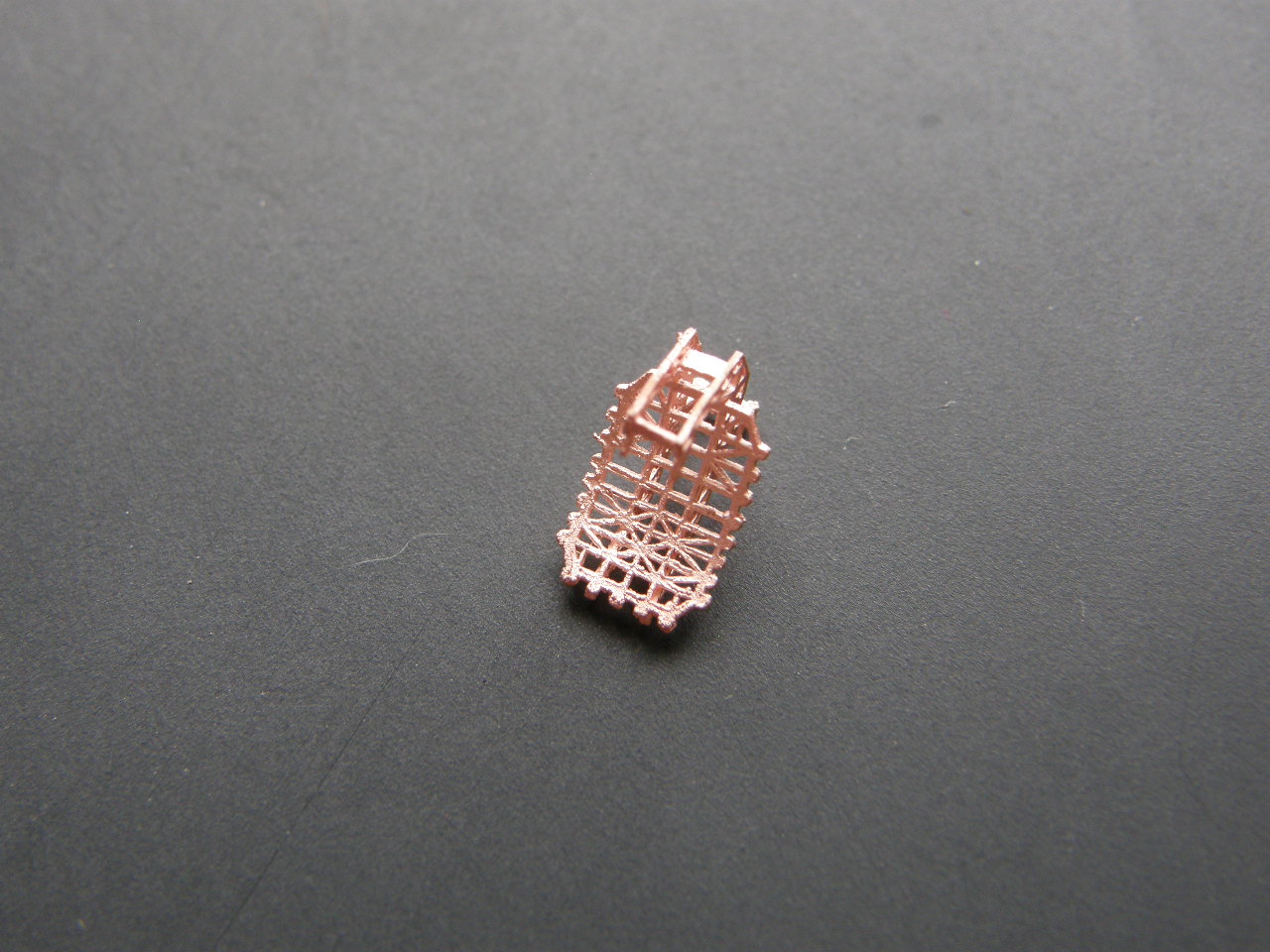

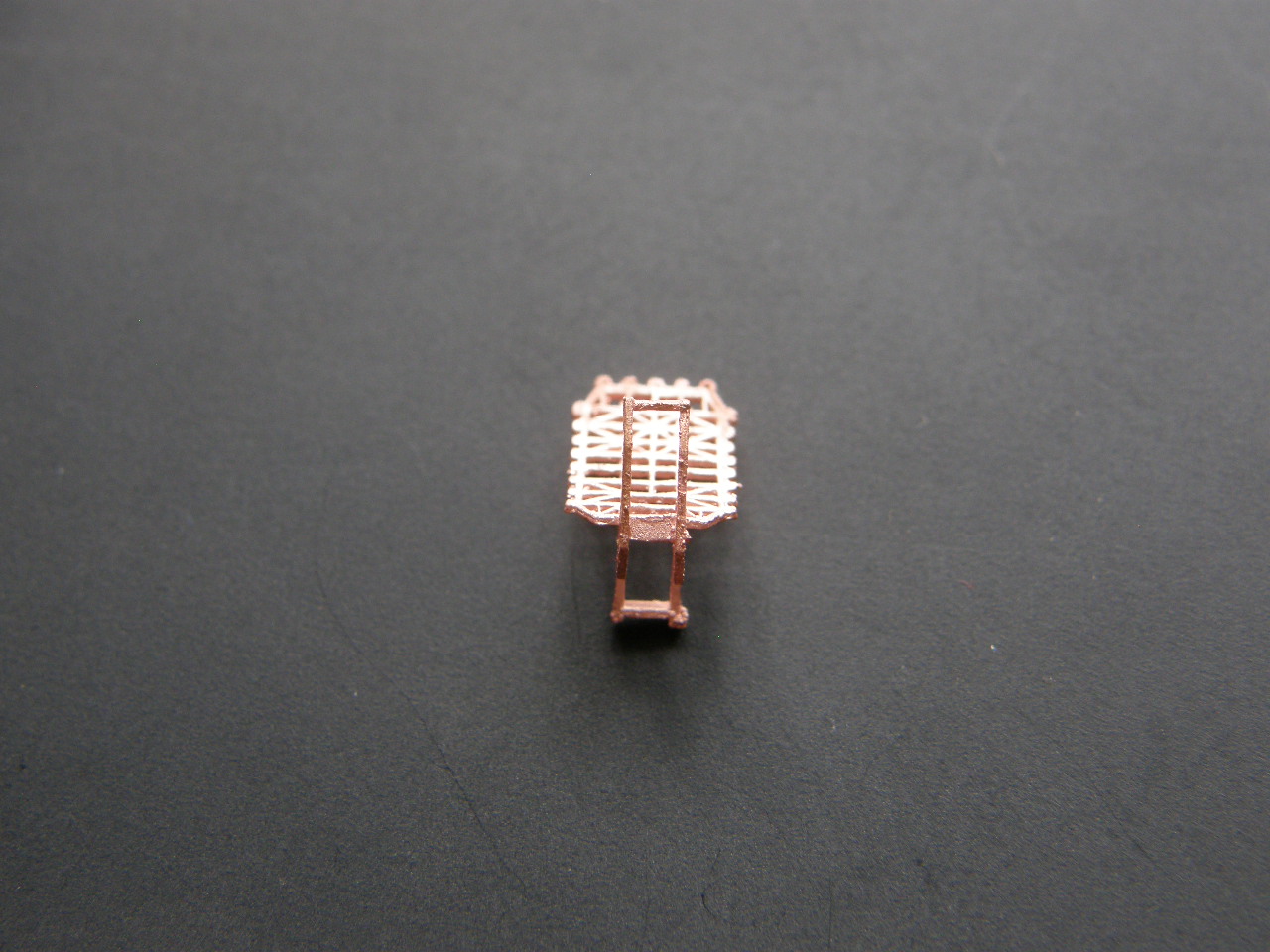

Для представления о размерах выложил спичку.
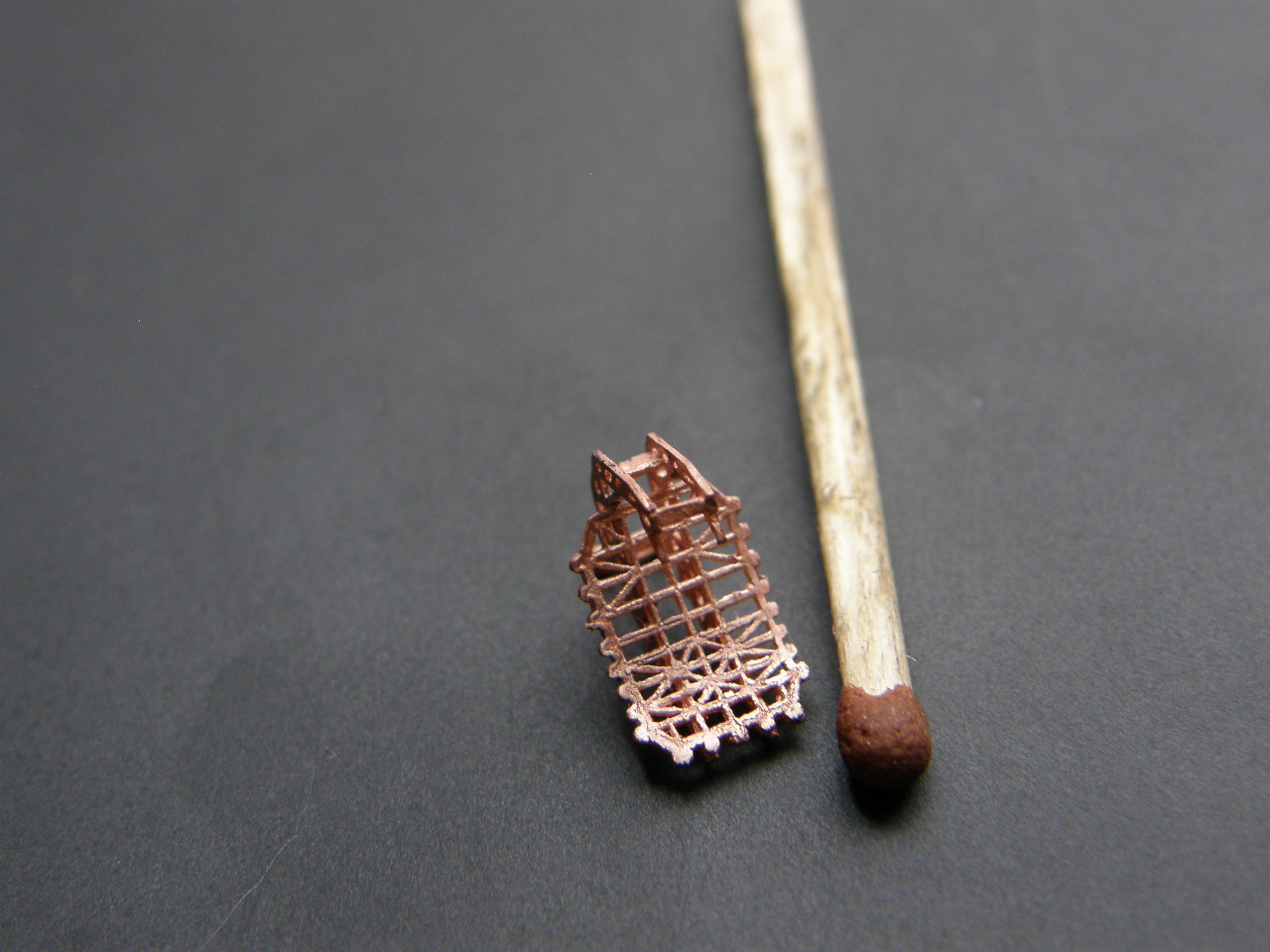
Ну и сделал взвешивание конструкции на ювелирных весах, вес составил 0,1 грамма.

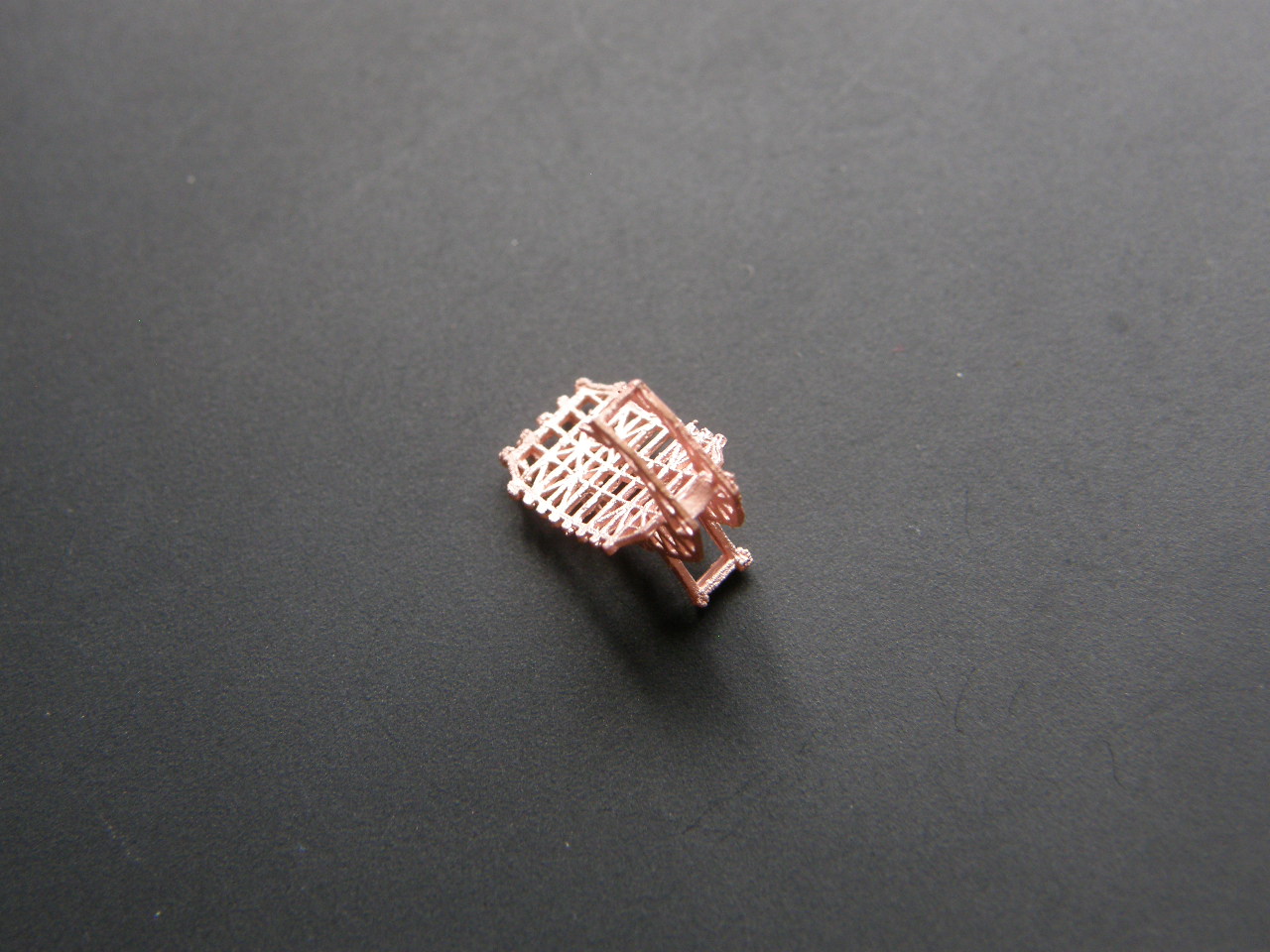
Наждачной шкуркой 1500 вручную отполировал заготовку, закрепив ее на спичке. При этом снял слой меди толщиной 0,02 мм.
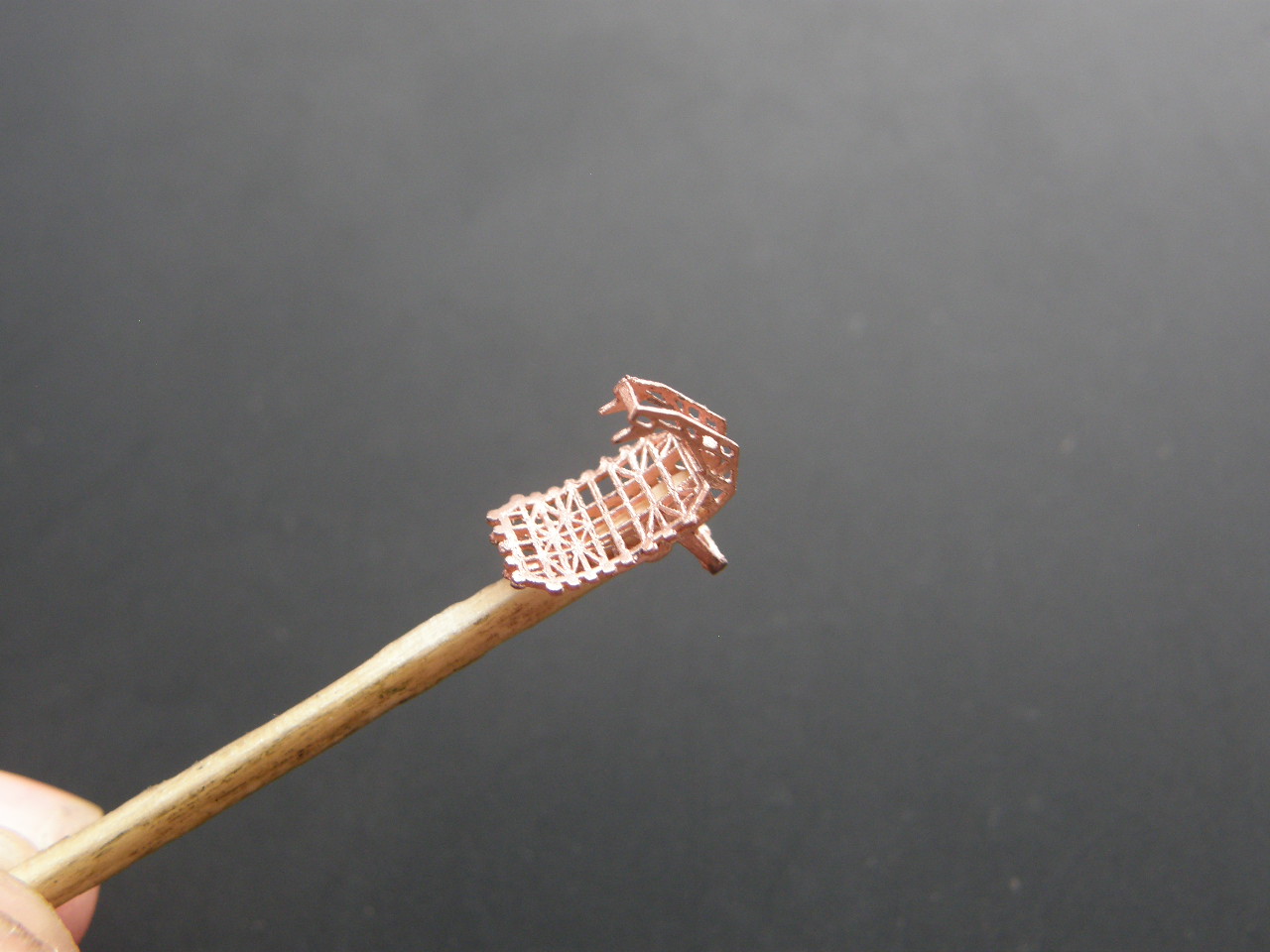







Далее, по технологии (ссылка) сделал никелирование. Для гальванического никелирования без погружения в электролит использовал все тот же никельсодержащий гель.

Для растирки геля по поверхности и внутри заготовки специальную кисть (кусочек ваты или синтепона, закрепленную на графитовом стержне), использованную ранее,

заменил на более тонкую.
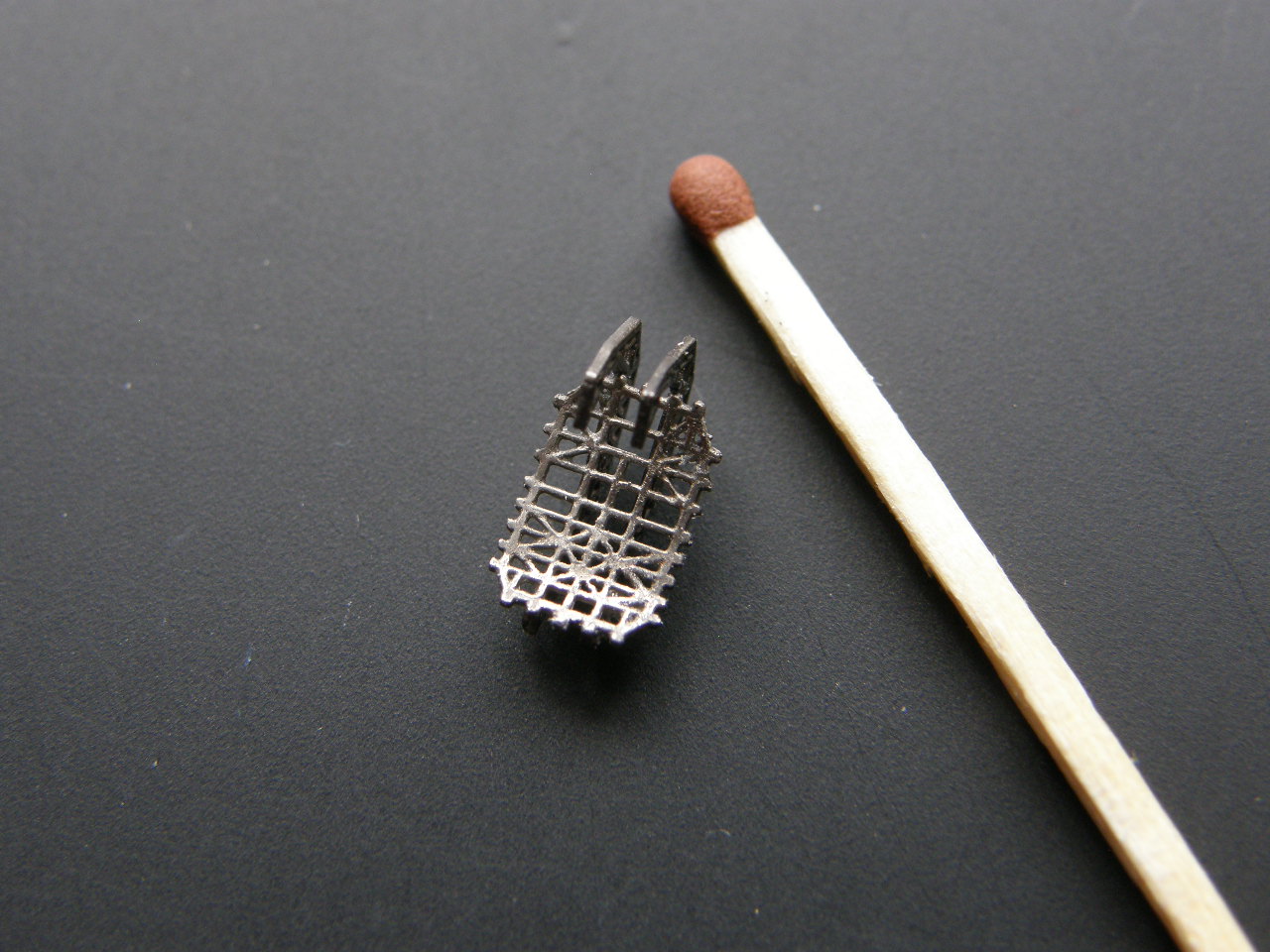
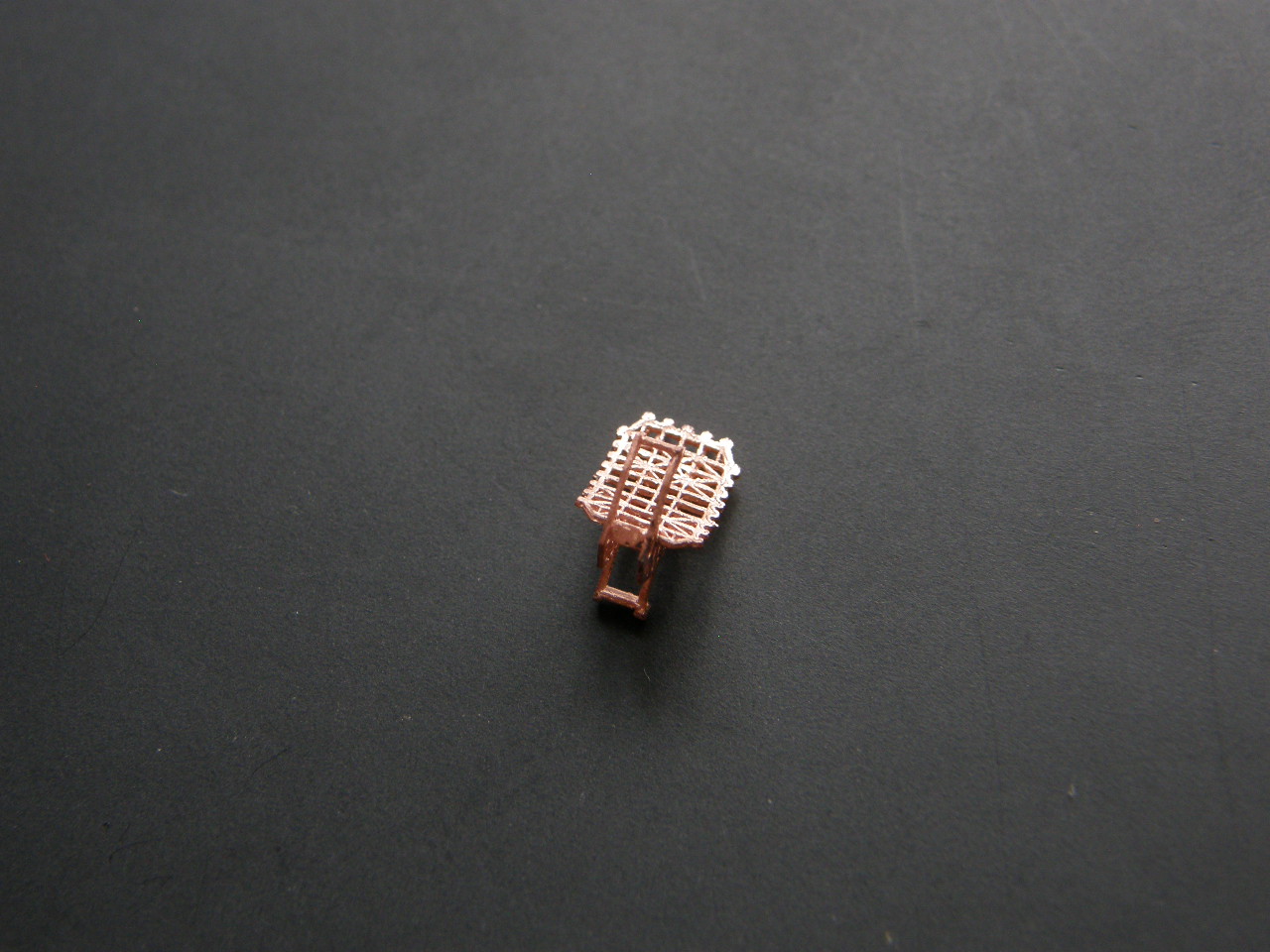
В итоге получил ферменную конструкцию антенного поста (АП) системы управления "Аргумент" цвета нержавеющей стали.






Вот так китайский дошипласт путем нехитрых манипуляций превращается в русскую сталь.


С уважением…

Слов уже недостаточно..... остались одни эмоции.
С Уважением, Алексей.
...Ноги, крылья... главное - хвост!...
Спасибо, уважаемый Алексей. Надеюсь, что эмоции остались положительные?

С уважением...
@Александр Олегович написал:Надеюсь, что эмоции остались положительные?
От такой проработки они другими просто быть не могут.
С Уважением, Алексей.
...Ноги, крылья... главное - хвост!...
очень интересная стройка, так много технологий и решений, которые можно почерпнуть 
@Григорий Аникеев написал:очень интересная стройка, так много технологий и решений, которые можно почерпнуть
Спасибо, Григорий, за оценку сказки и изложенной в ней информации.
С уважением...
Стало немого скучно и отвлекся изготовления от антенного поста (АП) системы управления "Аргумент". Решил сделать маленький экскурс в историю и показать историю в деталях.
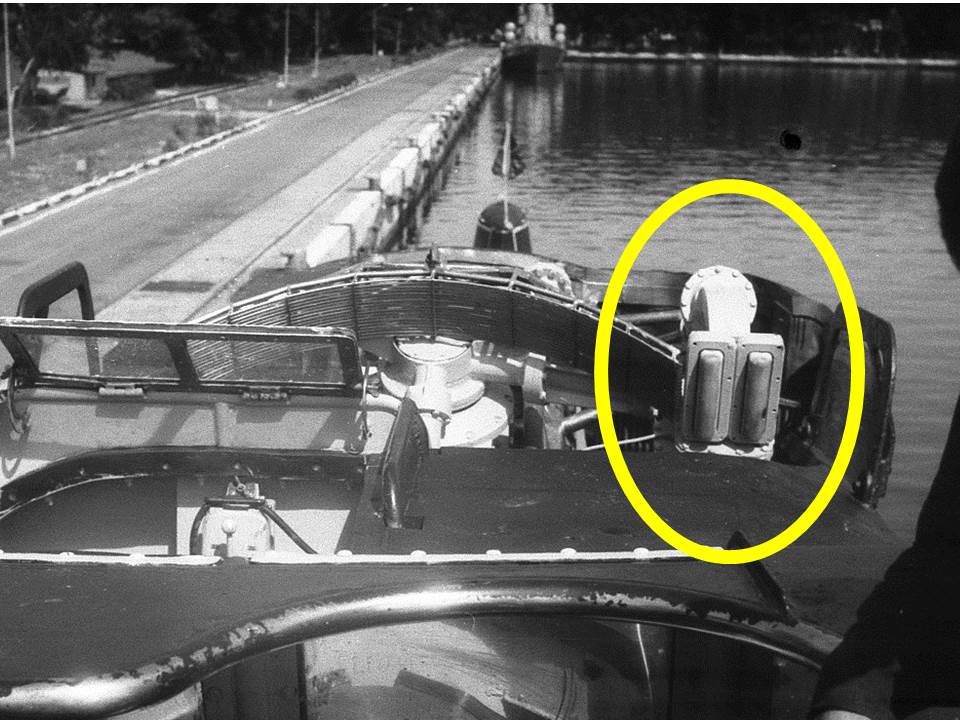
Иногда появляется необходимость изготовить входные и верхние рубочные люки (ВРЛ) на моделях подводных лодок. Первое послевоенное поколение советских дизельных подводных лодок представлено массовыми проектами 611, 613, А615, 633 и их модификациями.
Конструкция люков, устанавливаемых на этих лодках представлена на схеме. Две пружины выполняли роль противовеса, облегчающего открытие и закрытие люка.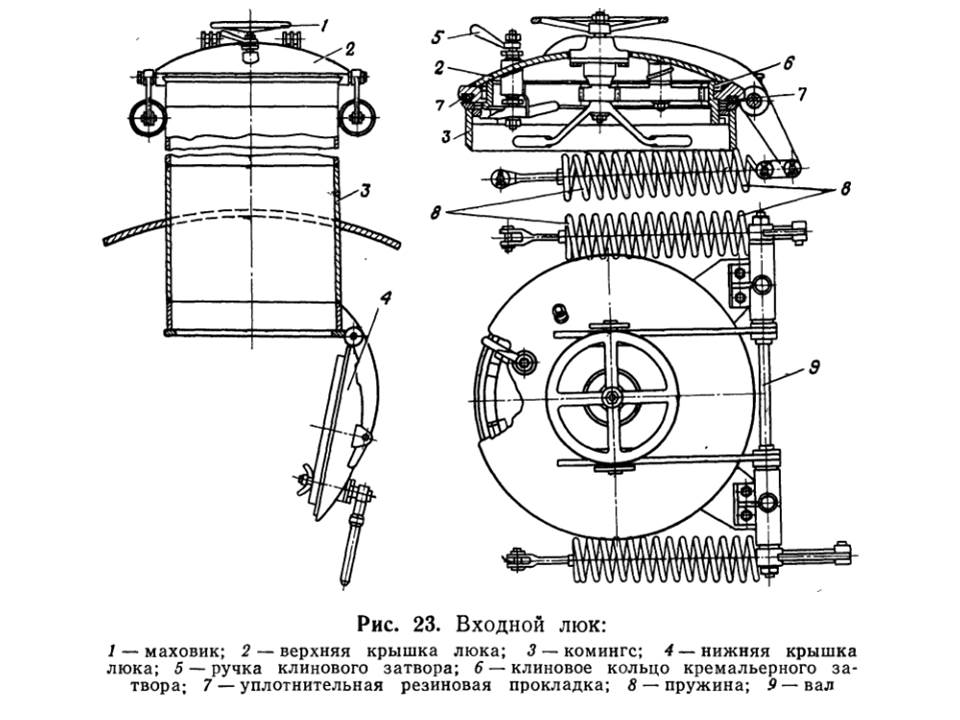
При этом пружины, выполняющие роль противовеса на входных люках, прятались для обтекаемости и предохранение от попадания посторонних предметов под палубным настилом.
Входной люк (ВЛ) подводных лодок 611 проекта.
Входной люк подводных лодок 613 проекта.
Входной люк подводных лодок 633 проекта.


Верхний рубочный люк (ВРЛ) подводных лодок 611 проекта.

Верхний рубочный люк (ВРЛ) подводных лодок 613 проекта.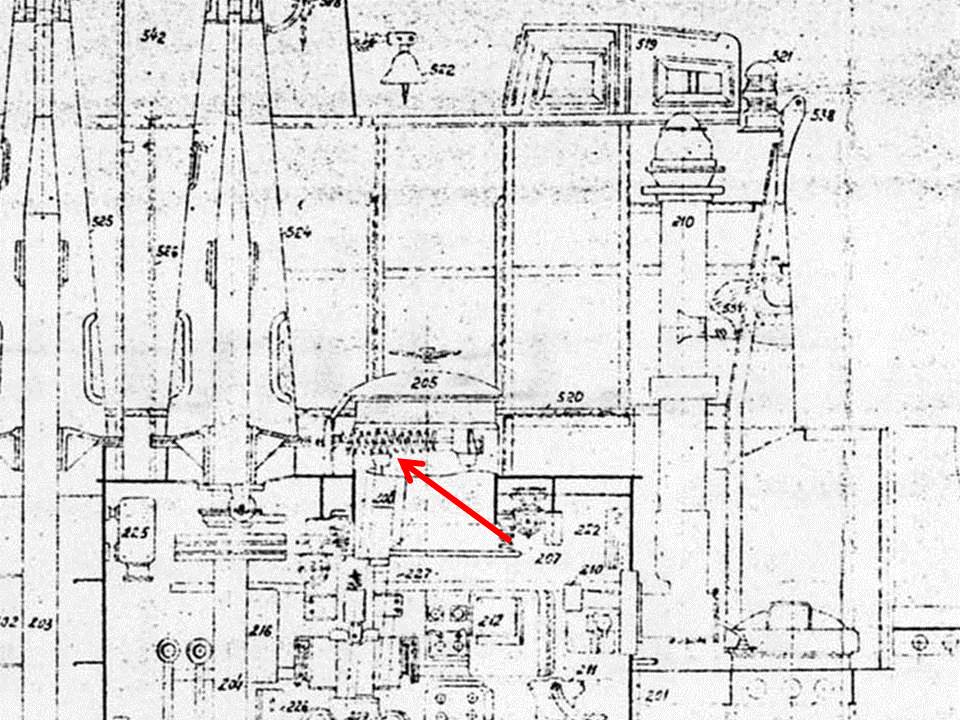
Верхний рубочный люк (ВРЛ) подводных лодок А615 проекта

Далее, с появлением подводных лодок 641, 629 и 651 проектов и их модификаций входные люки стали иметь следующий вид и их изготовление было рассмотрено ранее (ссылка)

В последствии на ВРЛ подводных лодок 641 проекта пружины, выполняющие роль противовеса, были демонтированы.



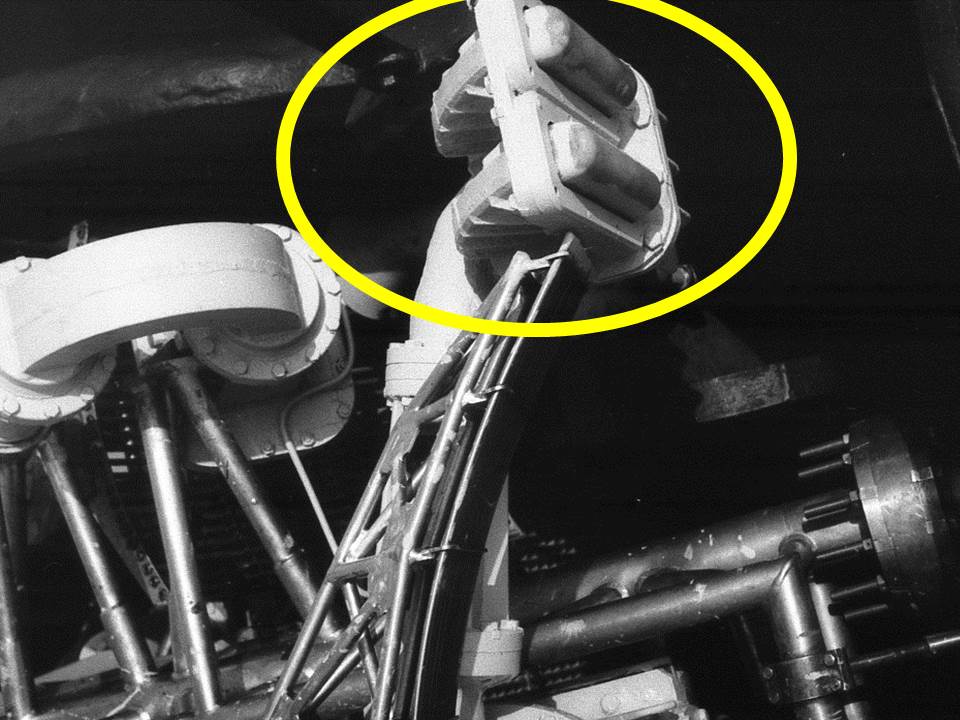
А ВРЛ подводных лодок, начиная с первых атомных подводных лодок 627 проекта и дизельных подводных лодок 629 , 651 и 641Б проектов имели следующие характерные особенности: пружины, выполняющие роль противовеса, перешли на внутреннюю сторону люка, и появился пневмоцилиндр, позволяющий закрыть ВРЛ изнутри с помощью сжатого воздуха. Данная конструкция осталась на всех последующих поколениях атомных и дизельных подводных лодок.

Верхний рубочный люк (ВРЛ) подводных лодок 627 проекта.

Верхний рубочный люк (ВРЛ) подводных лодок 667БДРМ проекта.


Верхний рубочный люк (ВРЛ) подводных лодок 885 проекта.

Верхний рубочный люк (ВРЛ) подводных лодок 955 проекта.

Для изготовления входных и верхних рубочных люков в программе Арткам сделал чертежи и 3D модели.
Верхний рубочный люк (ВРЛ) подводных лодок 611, 613, А615 и 633 проектов.

Верхний рубочный люк (ВРЛ) подводных лодок 641 проекта и входные люки подводных лодок 611, 613, А615 и 633 проектов.

Верхний рубочный люк (ВРЛ) дизельных подводных лодок 641Б, 651, 629 проектов и всех атомных подводных лодок.

На станке с ЧПУ гравером с заточкой с заточкой 10 градусов и диаметром режущей части Ø 0,1 мм из листа полистирола толщиной 3 мм отфрезеровал люки.
Для чистки заготовок от стружки, закрепил на палочке мононитью

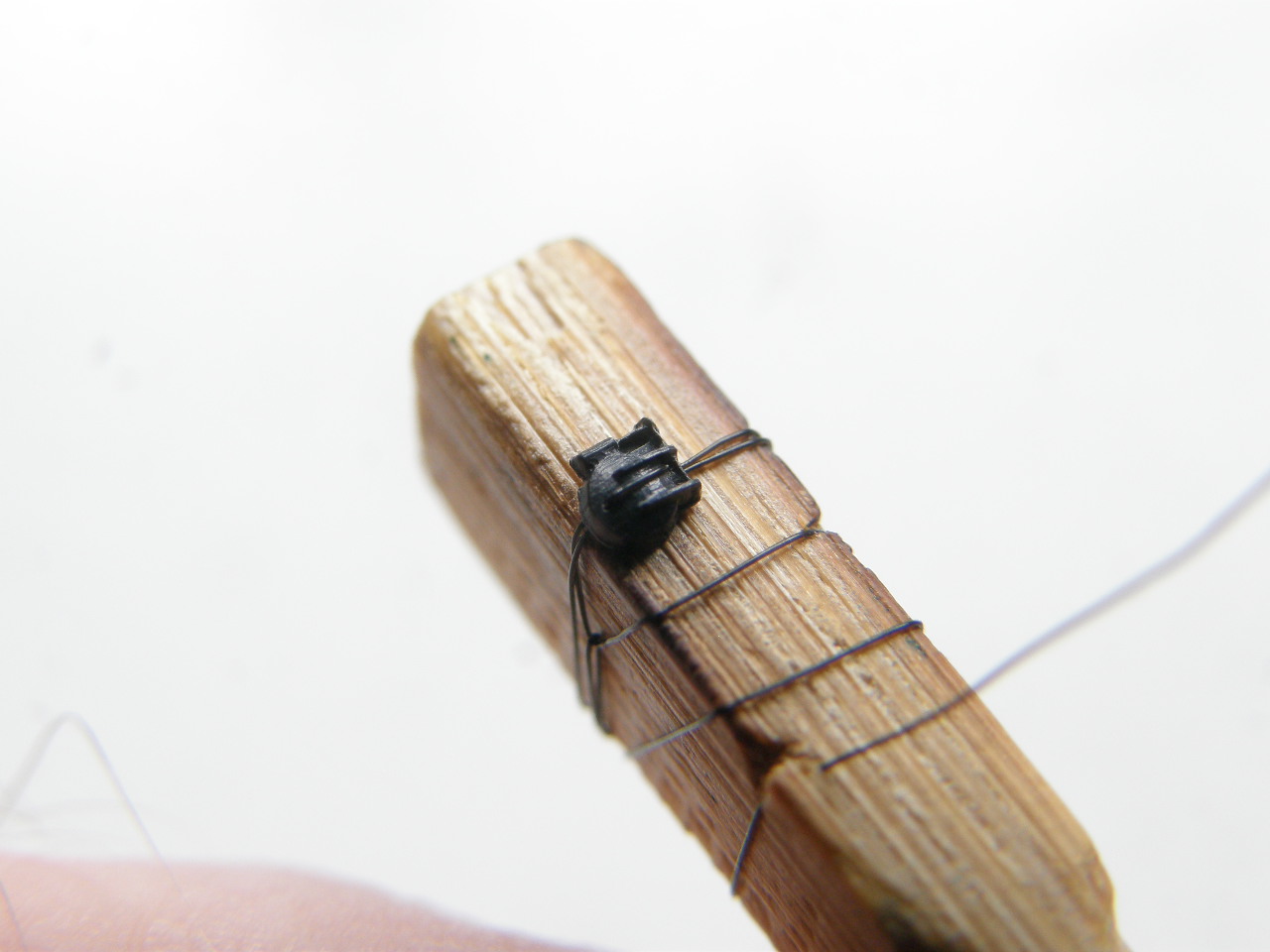
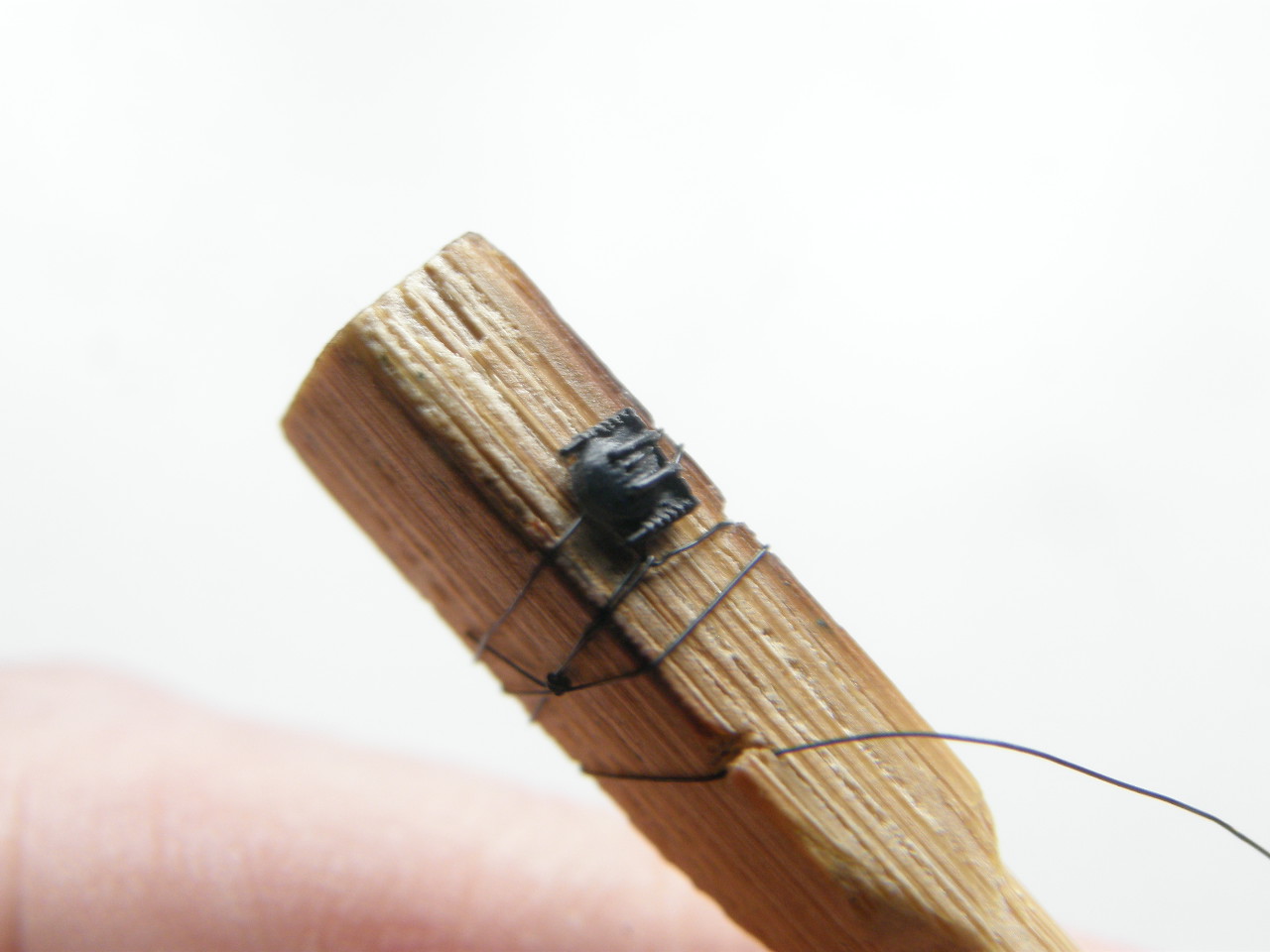


И щеткой, закрепленной в бормашинке, сделал чистку и полировку.


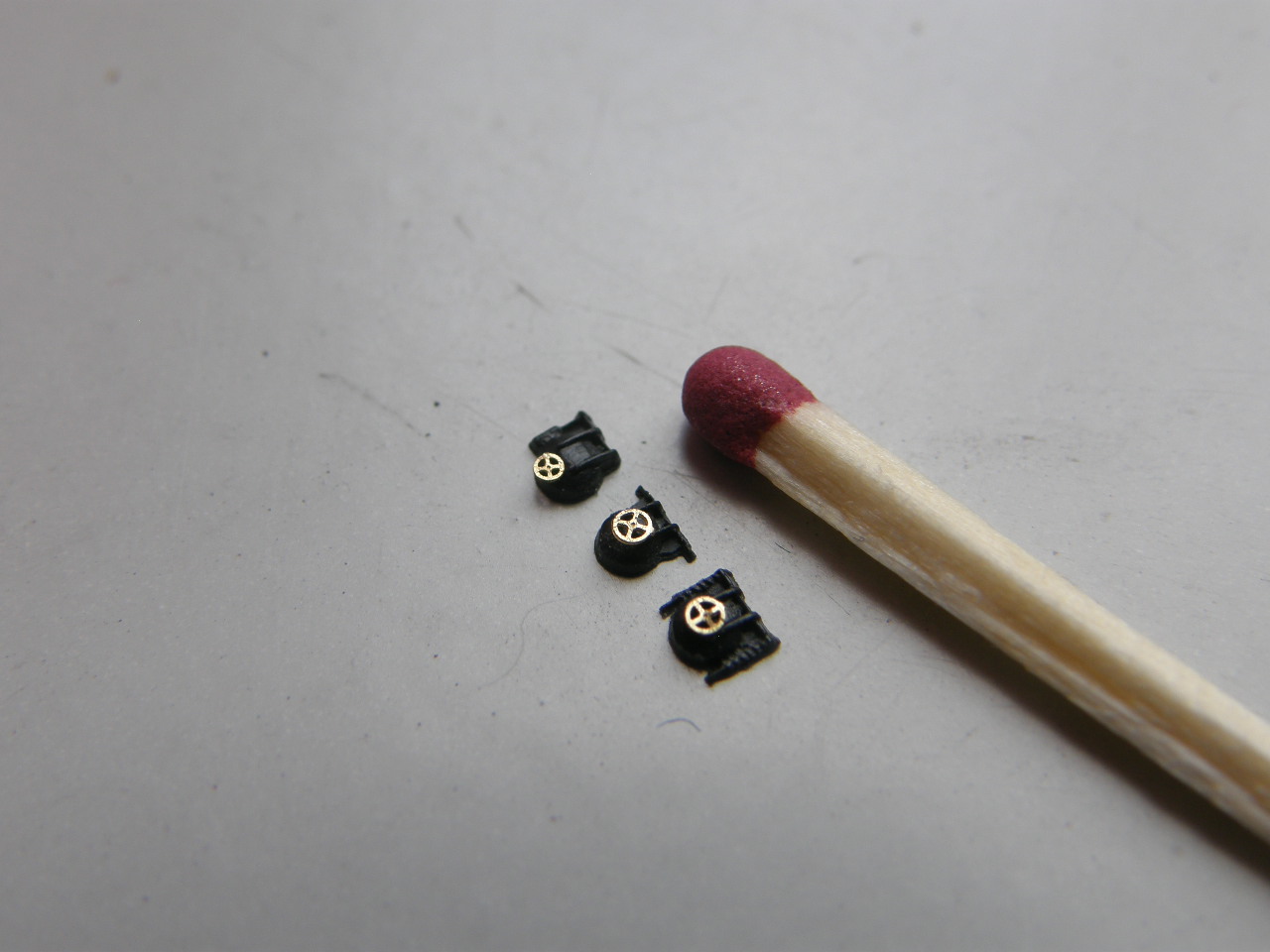
Маховик привода кремальерного затвора взял из фототравления North Star Models Ø маховиков 0,7 мм и 1 мм и установил на люки.
Верхний рубочный люк (ВРЛ) подводных лодок 611, 613, А615 и 633 проектов.
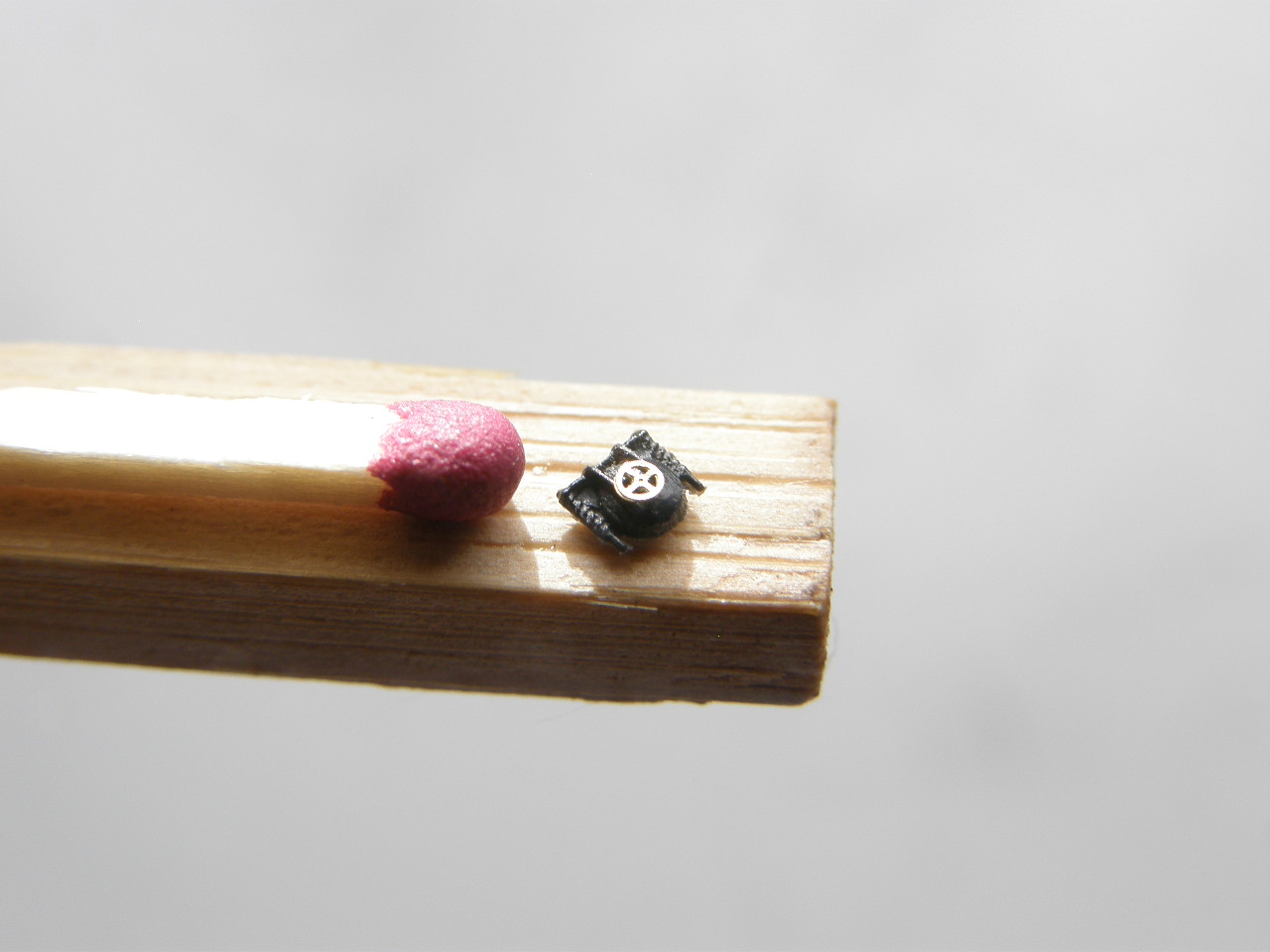


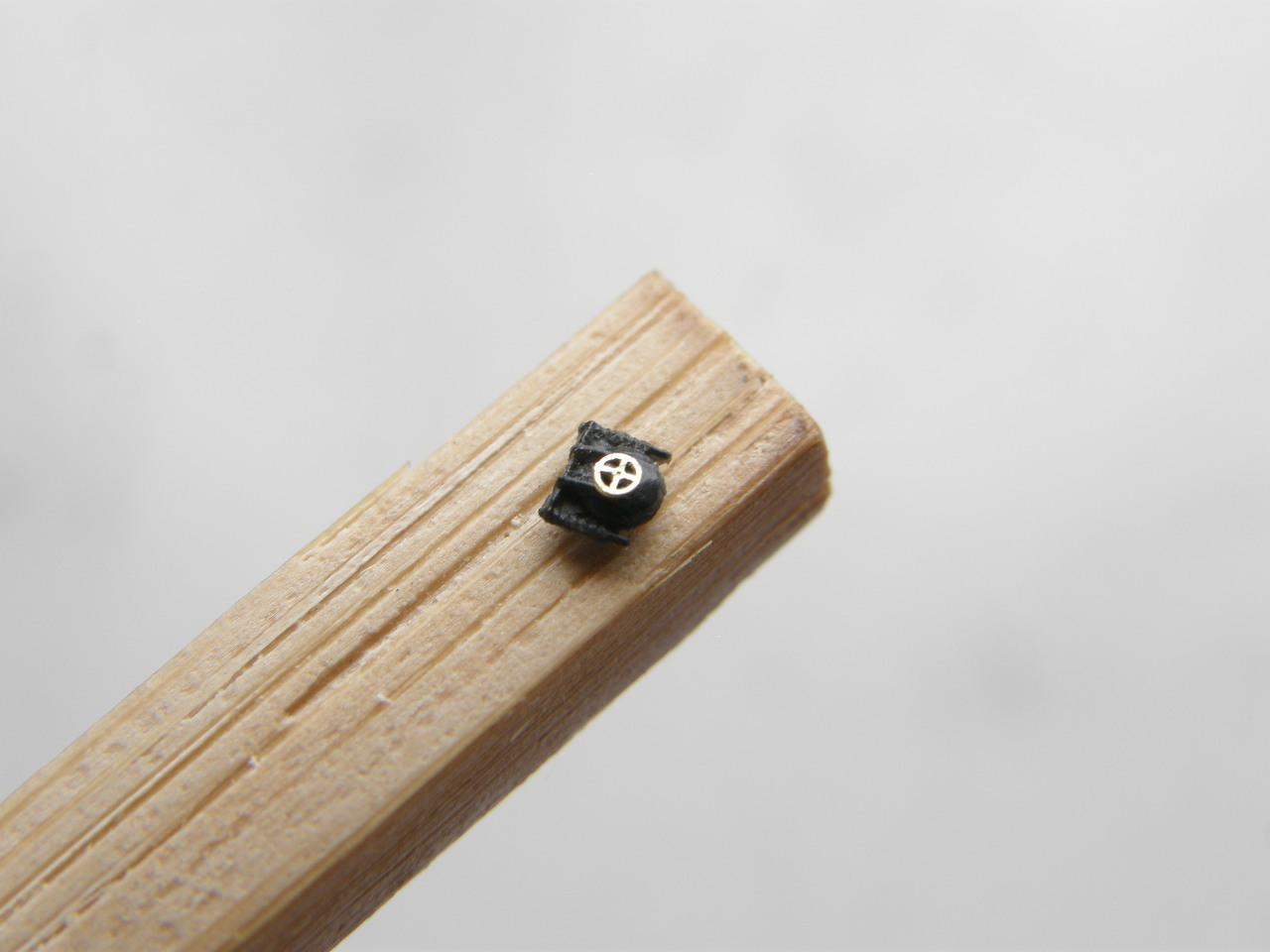
Верхний рубочный люк (ВРЛ) подводных лодок 641 проекта и входные люки подводных лодок 611, 613, А615 и 633 проектов.




Верхний рубочный люк (ВРЛ) дизельных подводных лодок 641Б, 651, 629 проектов и всех атомных подводных лодок.
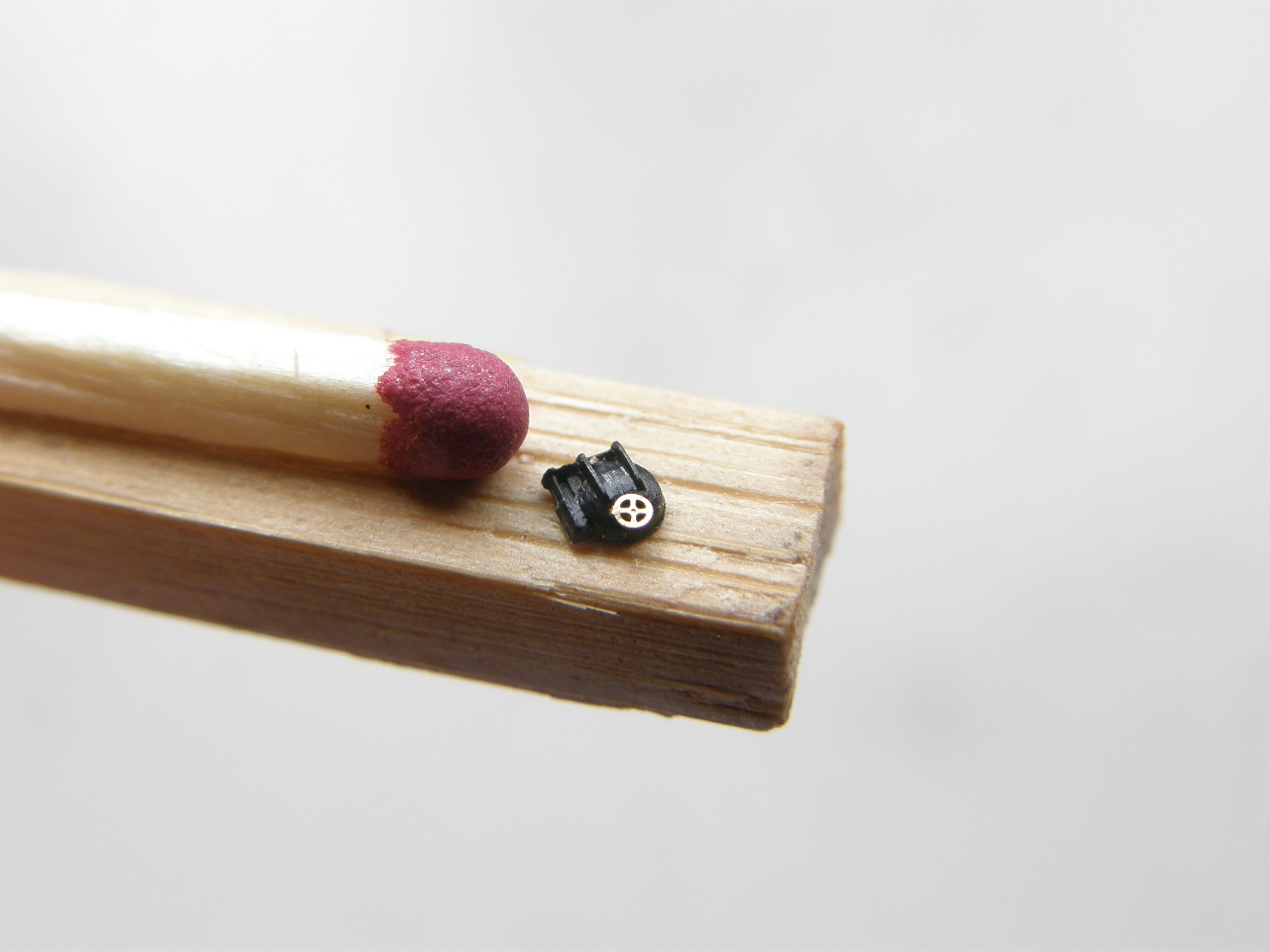
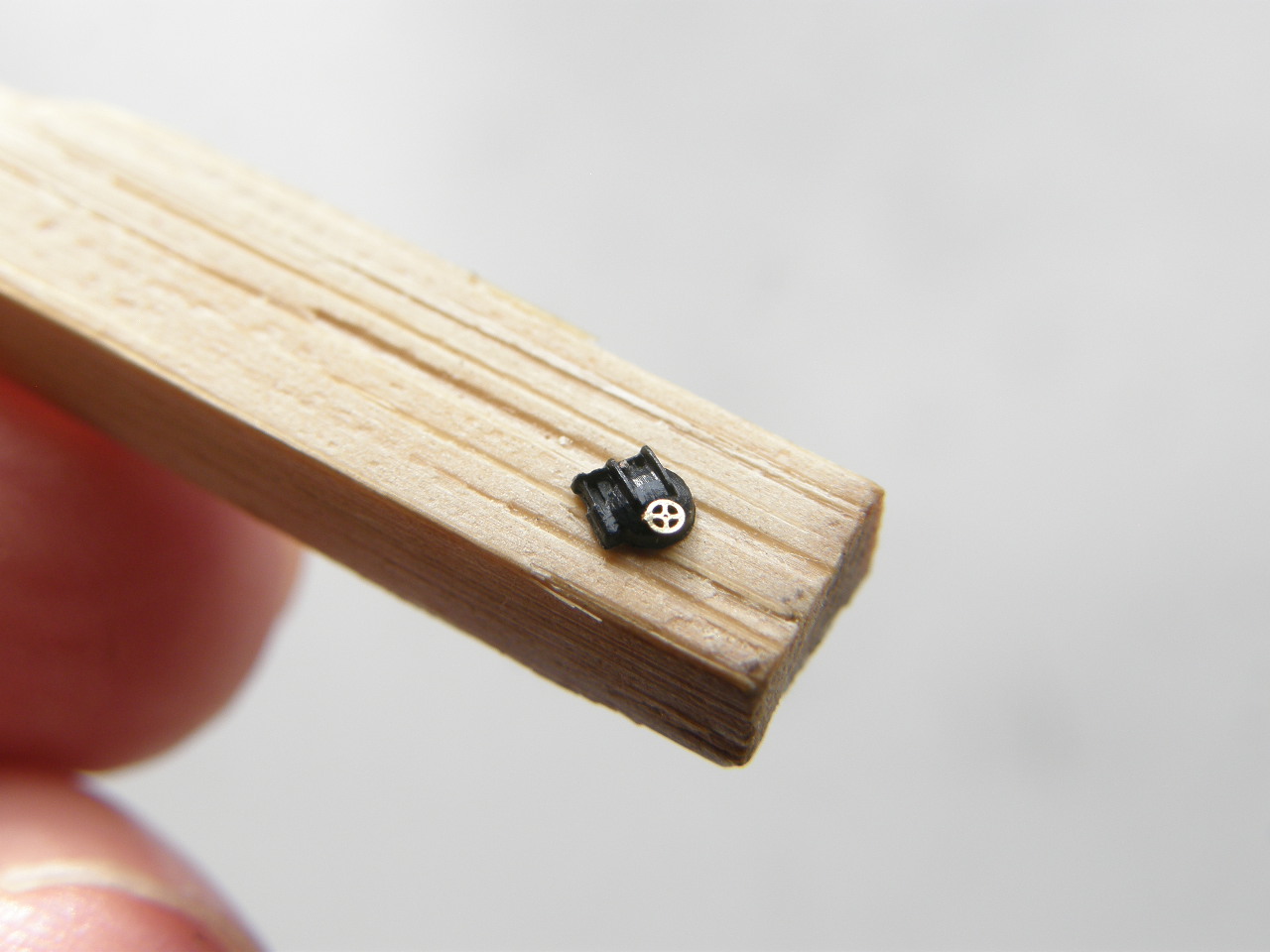

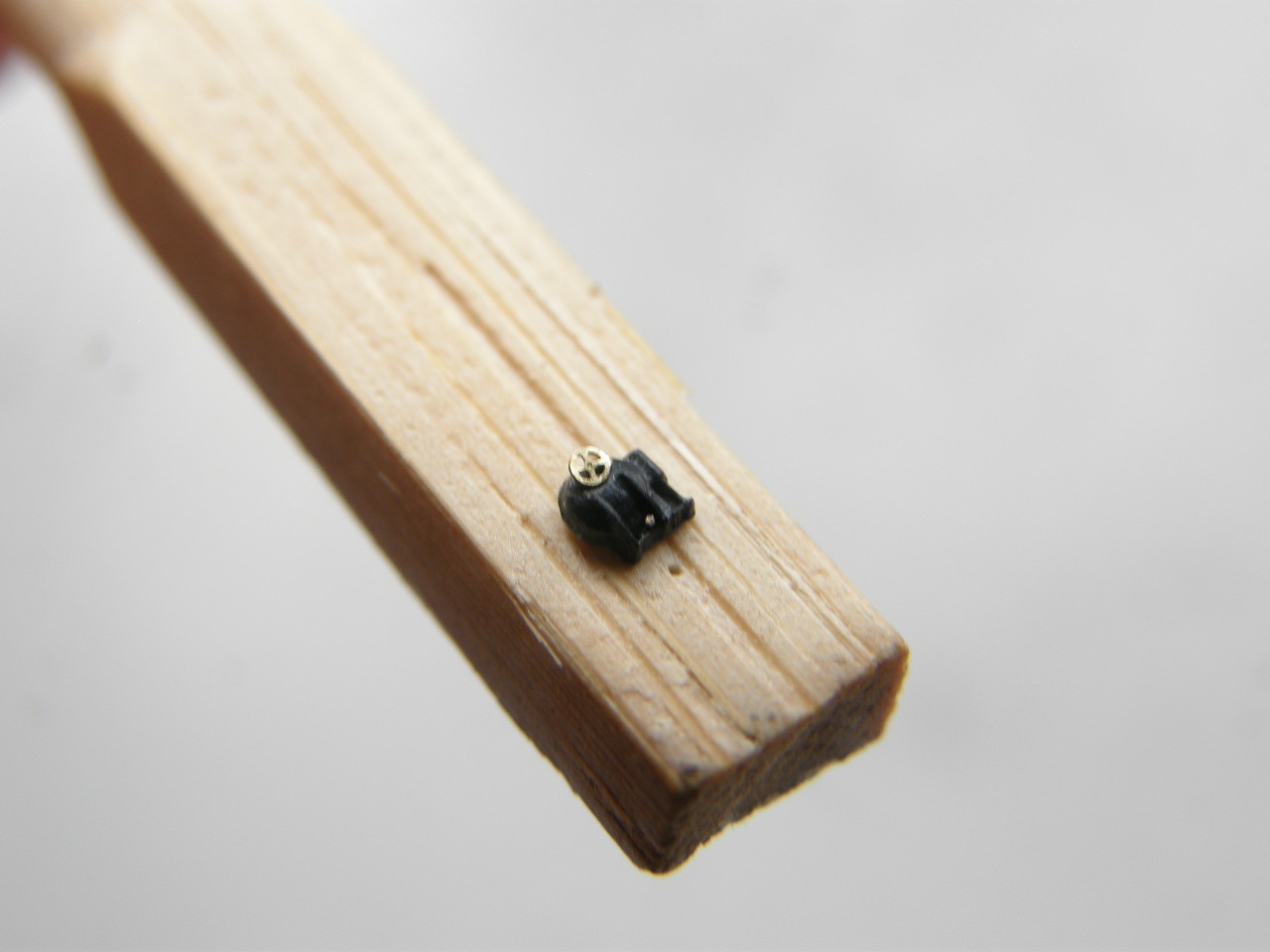
Вот такая история развития люков советских и российских подводных лодок в деталях. Ну и конечно же финальное фото набора люков в задраенном положении.
С уважением…
Отлично!
С Уважен8ием, Алексей.
...Ноги, крылья... главное - хвост!...
@Nickie написал:Не перестаю восхищаться как эрудицией, так и филигранным исполнением.
Уважаемые коллеги, спасибо за оценку истории в деталях.
С уважением...
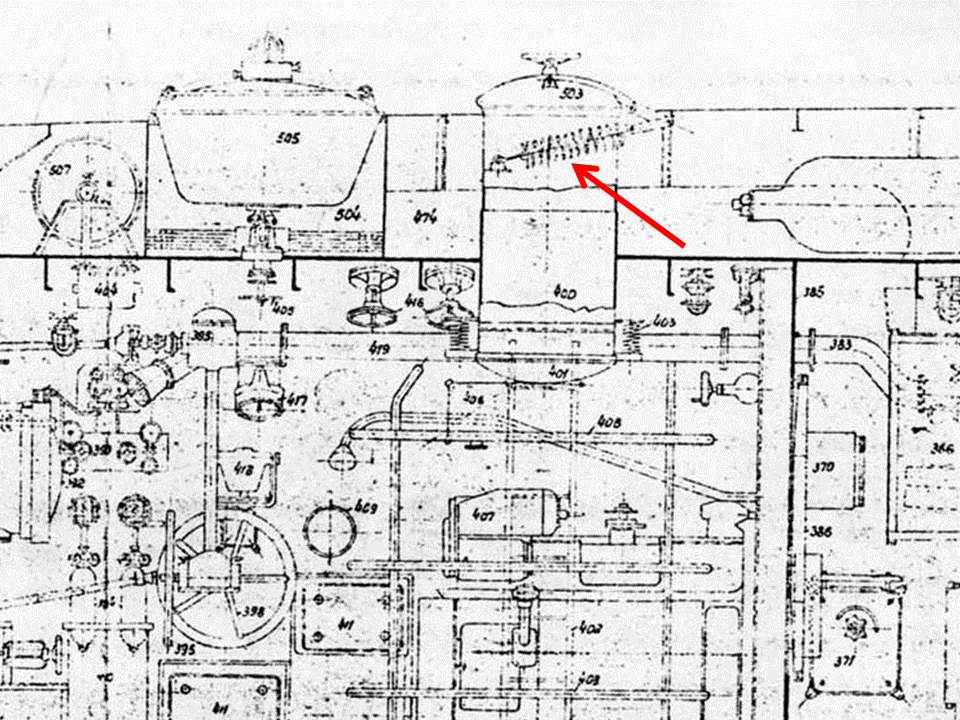
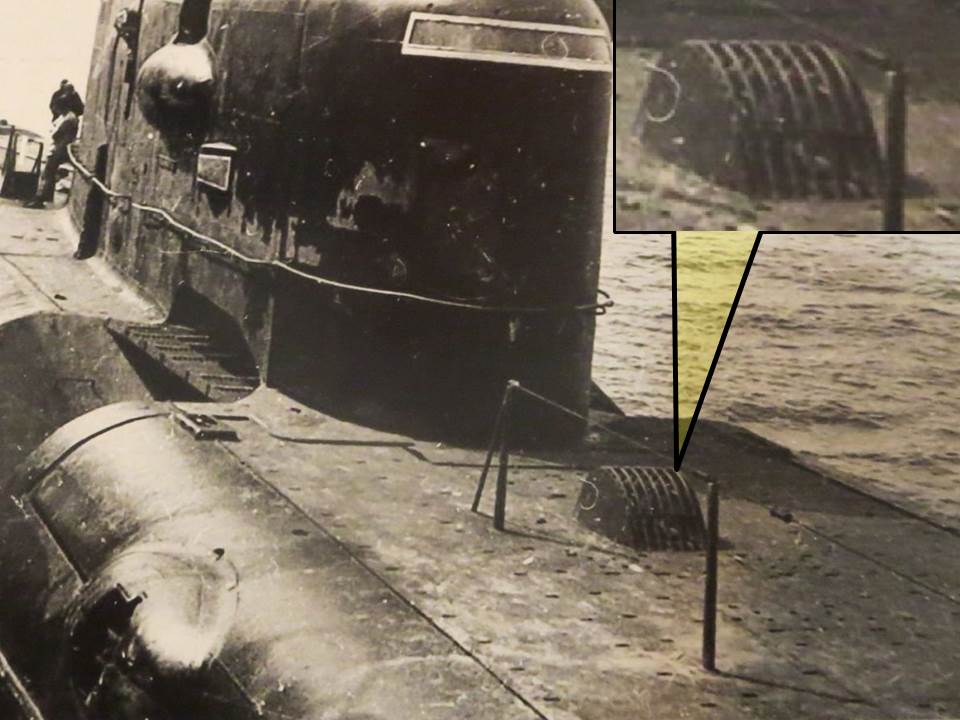
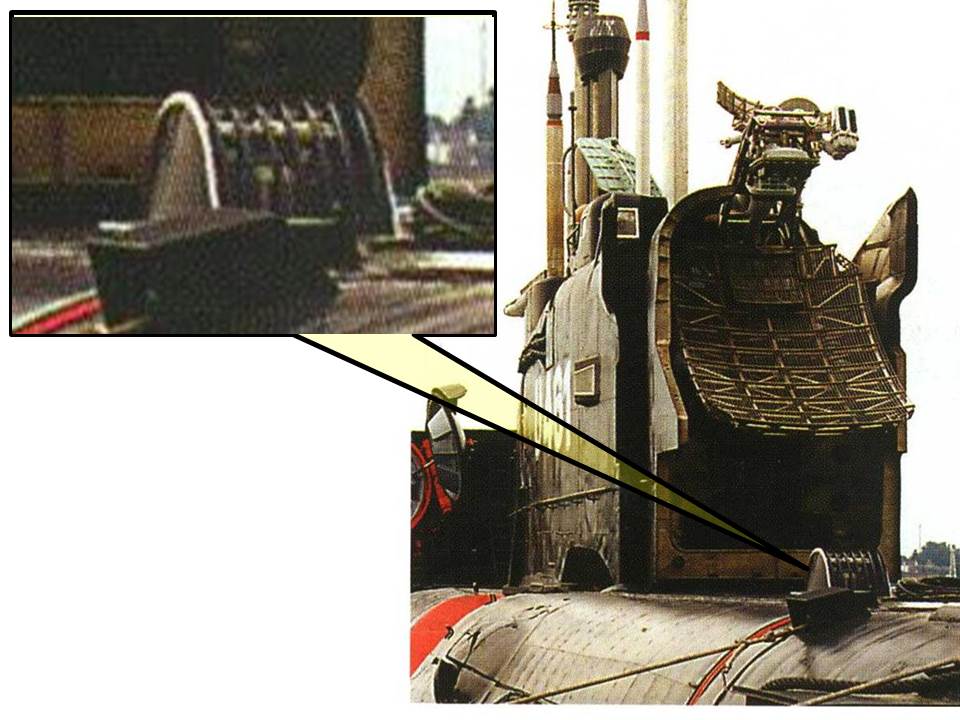
Теперь необходимо вернуть на свое место удаленную ранее имитацию защитной сетки МГ-23 ГИСЗ (гидроакустической станции измерения скорости звука) «Береста» от производителя, выполненную в виде небольшого холмика смолы (ссылка).

Речь идет о защитной сетке датчика МГ-23. Данное устройство присутствовало почти на всех проектах лодок, начиная с 633 проекта до современных атомных, с небольшими флюктуациями по форме. На лодках 651 проекта защитная сетка имела следующий вид.


Немного изменил технологию изготовления данного элемента, примененную в стройке модели подводной лодки 641 проекта (ссылка).
В программе Арткам сделал чертеж развертки и 3D модель защитной сетки.
На станке с ЧПУ выгравировал из латунной фольги толщиной 0,05 мм защитную сетку одноперьевым гравером с заточкой 10 градусов и диаметром режущей части Ø 0,1 мм.
Далее, для упрощения сборки, изготовил сборочный стенд. В программе Арткам сделал чертеж специального углубления и его 3D модель.
Опять же, на станке с ЧПУ отфрезеровал в пресскартоне специальное углубление для сборки.

С помощью гнулки загнул боковые стойки сетки и постепенно углубил сетку в специальное углубление. Защитная сетка строго приняла форму углубления.
Китайской паяльной пастой с помощью паяльного фена припаял сетку к боковым стойкам.
Шкуркой 800 удалил излишки латуни и выровнял боковые стойки.
На выходе получил защитную сетку МГ-23 ГИСЗ «Береста».
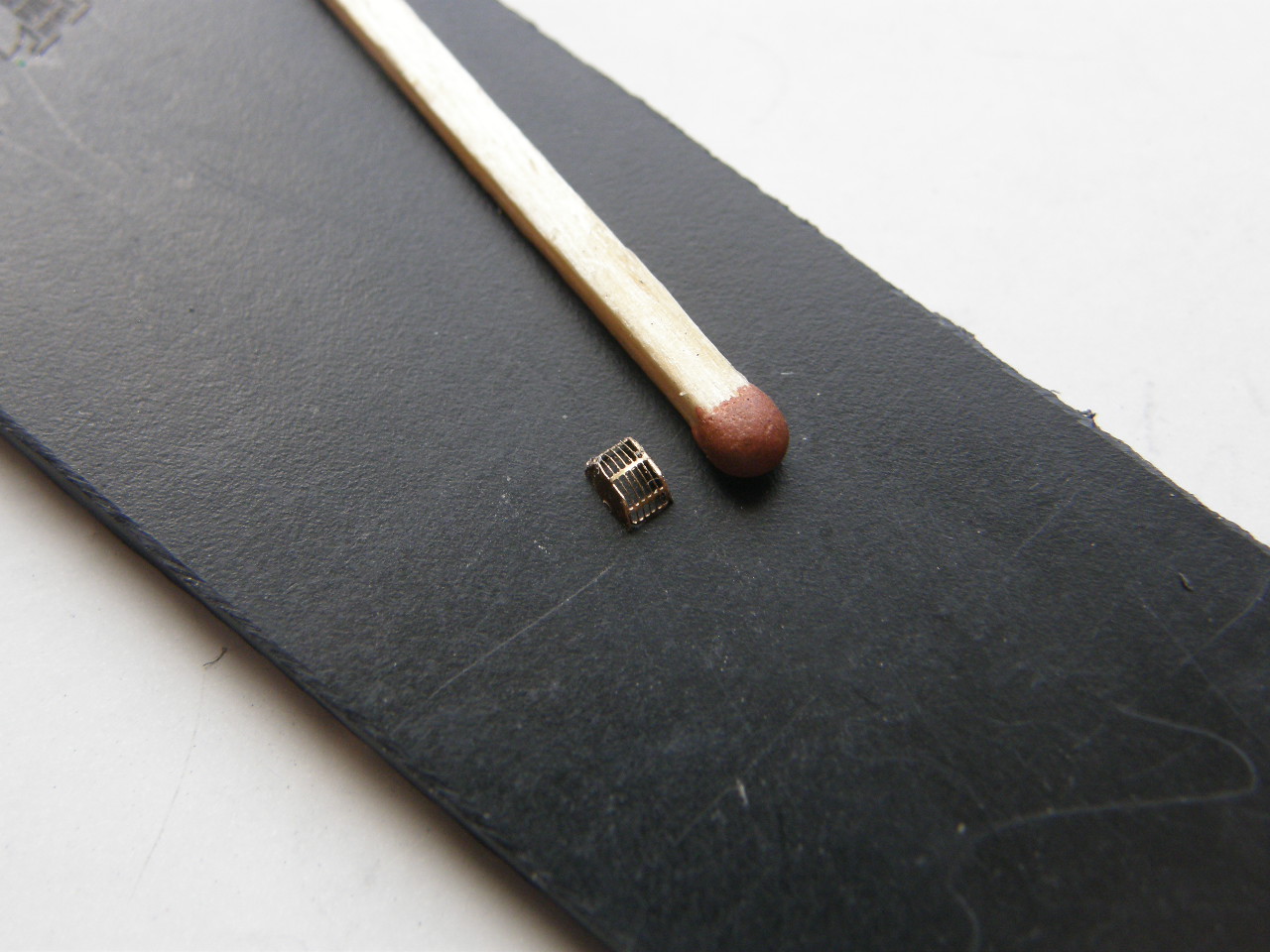
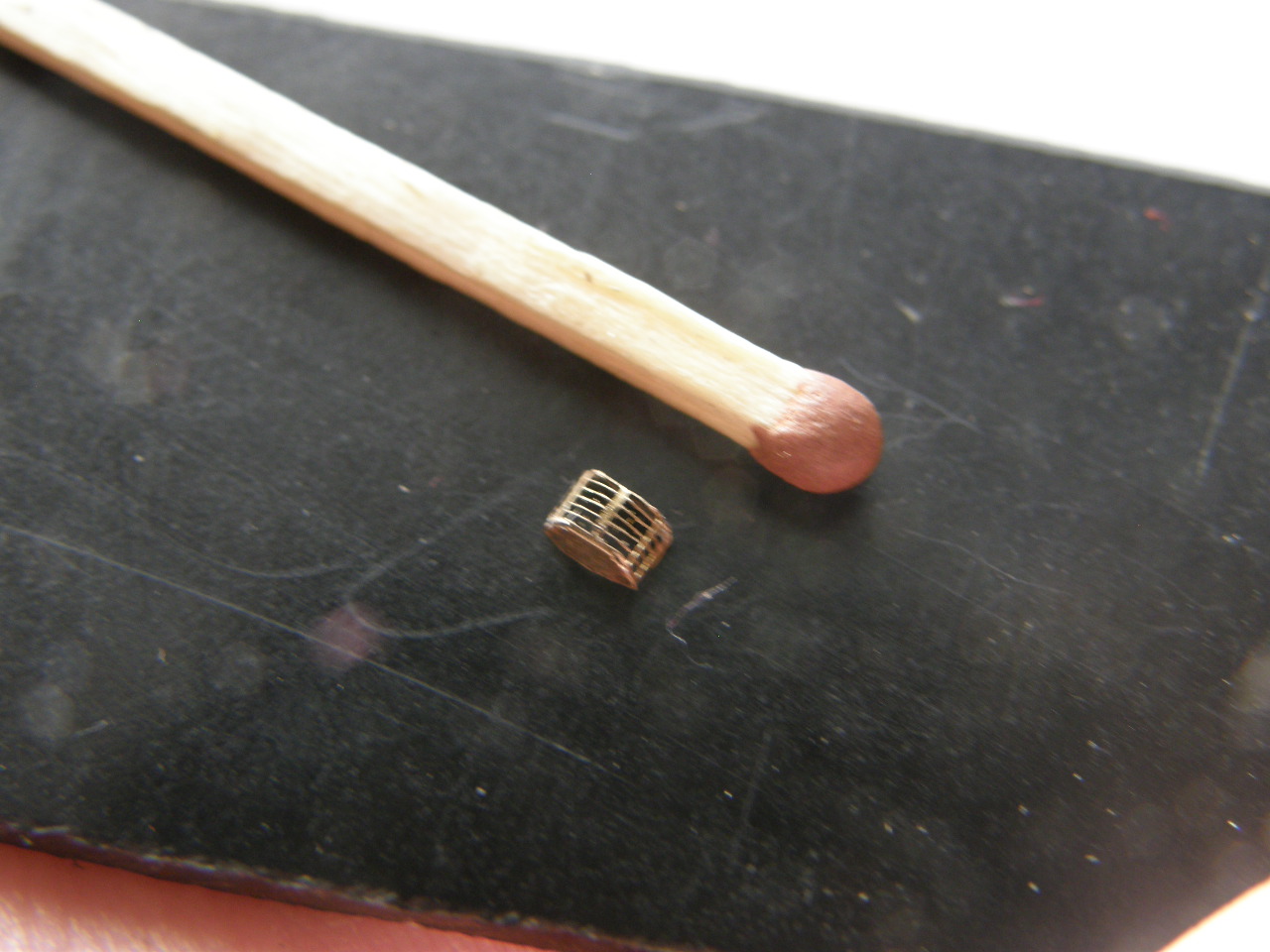

С уважением…
Блин!
Смотрю и слюнки текут, до чего всё вкусно.
С Уважением, Алексей.
...Ноги, крылья... главное - хвост!...
Охренеть!
Александр Олегович, подозреваю, что о станках вам неоднократно задавали вопросы, но если не сложно, повторите пожалуйста, что используете из станков в работе...
@Nickie написал:Охренеть!
Александр Олегович, подозреваю, что о станках вам неоднократно задавали вопросы, но если не сложно, повторите пожалуйста, что используете из станков в работе...
Спасибо, уважаемые коллеги, за оценку выполненной работы.
Николай, станок - китайский конструктор-гравер CNC 2418 в комплекте с лазером. Рабочее поле станка — 240 мм х 180 мм х 45 мм. Точность перемещения станка по x,y,z, мм - 0,025х0,025х0,025 Точность позиционирования X,Y,Z, мм ±0.03. Точность повторного позиционирования X,Y,Z, мм ±0.05 Гравирует и фрезерует дерево, пластик, цветные мягкие металлы. Также гравирует лазером. Радиолюбители на нем гравируют печатные платы. Вот довести его до ума и заставить работать с заявленной точностью и даже выше была еще та задачка. 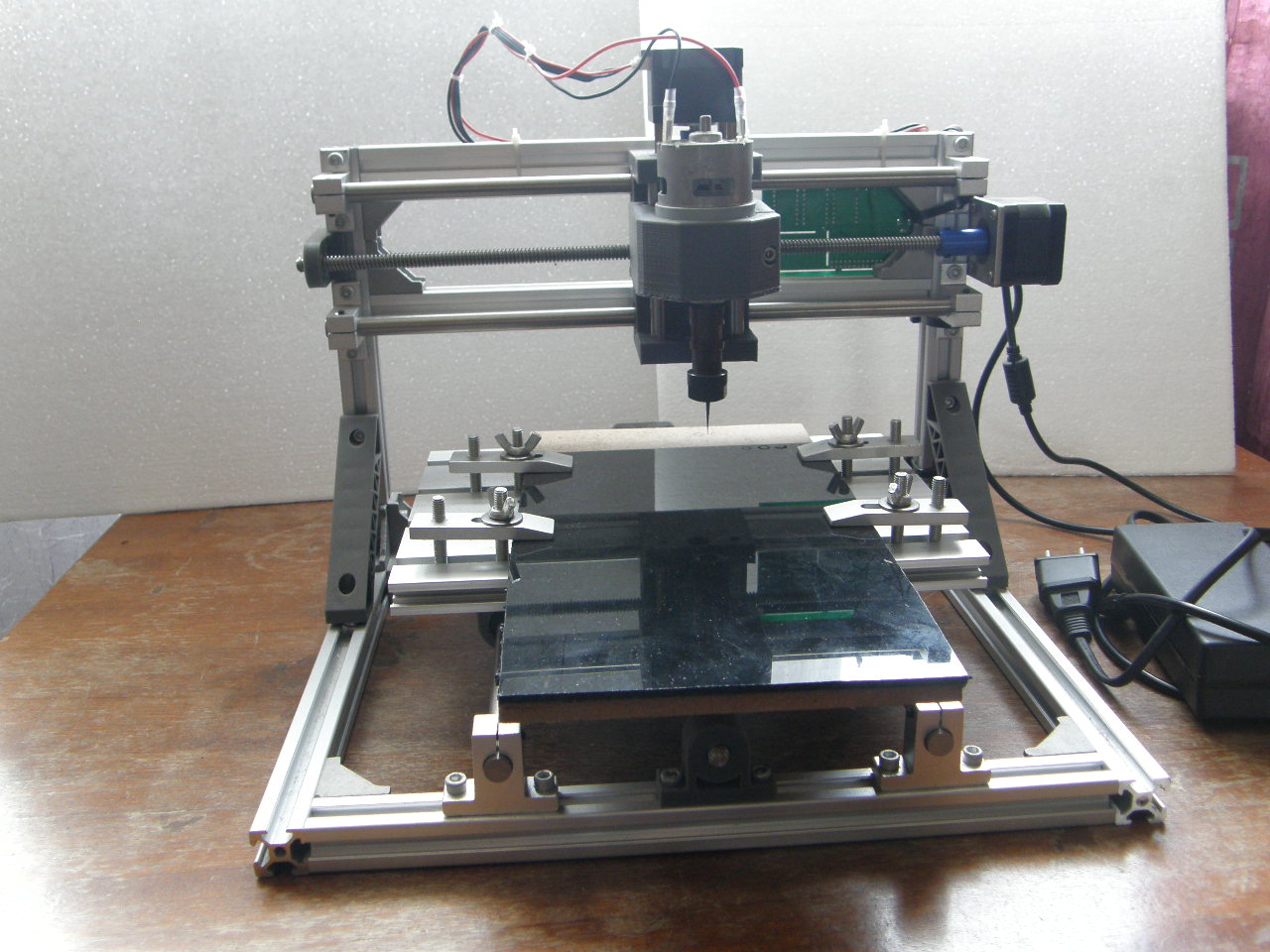
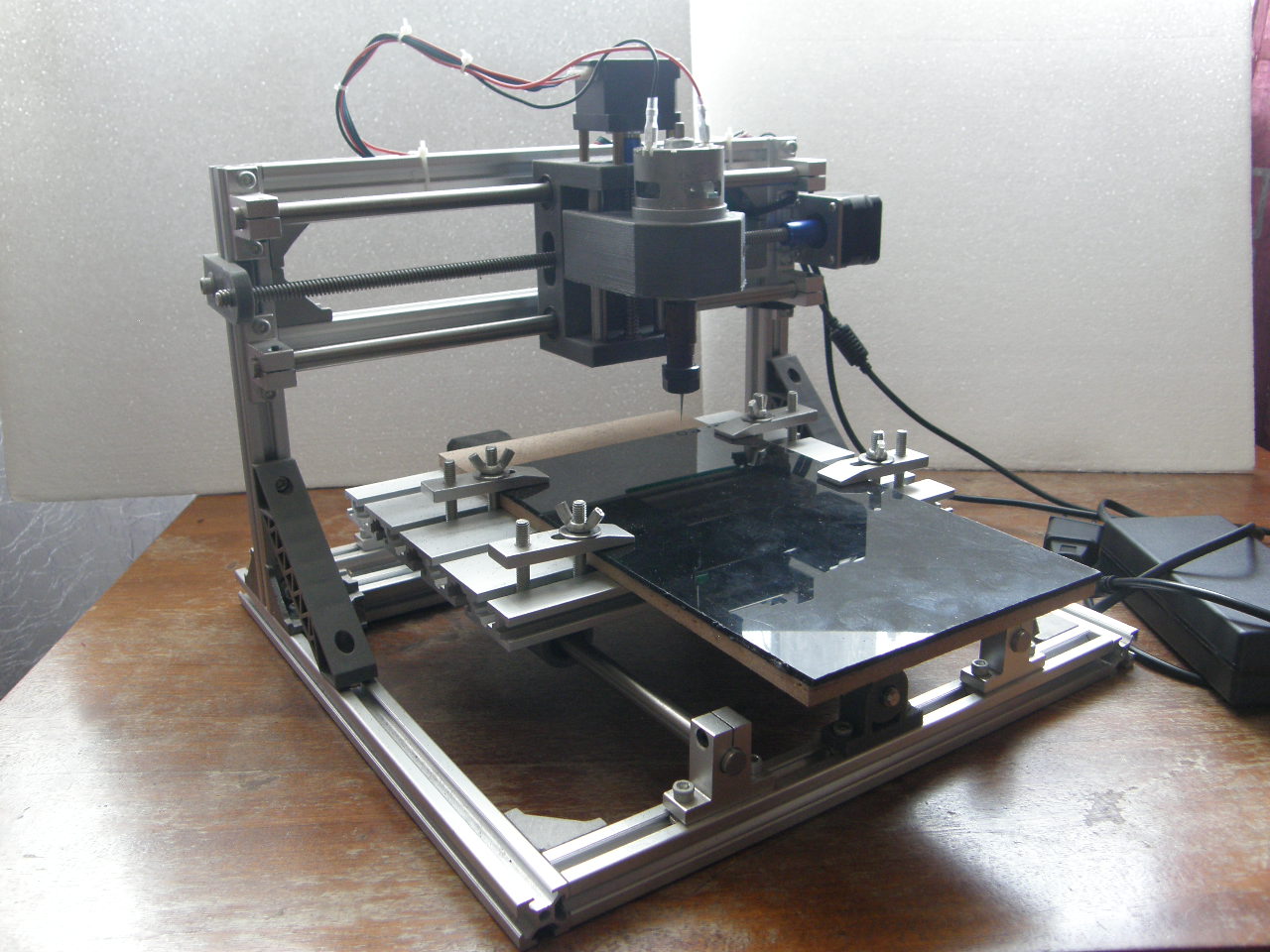
С уважением...

@Александр Олегович написал:CNC 2418
Спасибо! Как я понимаю, основная точность помимо ПО (ну и начальной юстировки) там сводится к необходимости убрать люфт в трех координатах?
Ну и да - выкладываемые результаты просто поражают! Правда - космос!
@Сергей Ставилэ написал:Сильно!
@Nickie написал:Александр Олегович написал:CNC 2418
Спасибо! Как я понимаю, основная точность помимо ПО (ну и начальной юстировки) там сводится к необходимости убрать люфт в трех координатах?Ну и да - выкладываемые результаты просто поражают! Правда - космос!
Спасибо, уважаемые коллеги.
Николай, в принципе Вы правы, но в сущности немного ошибаетесь. Устранение люфта, это только одна из частей доводки станка. Многое еще зависит от величины шага шаговых двигателей и точности изготовления ходовых винтов и гаек (допуски и посадки), отсутствия вибраций и правильного выбора параметров обработки материала. Теперь появилось новое программное обеспечение, которое позволяет учитывать некоторые из этих факторов.
С уважением...
@Александр Олегович написал:Николай, в принципе Вы правы, но в сущности немного ошибаетесь. Устранение люфта, это только одна из частей доводки станка. Многое еще зависит от величины шага шаговых двигателей и точности изготовления ходовых винтов и гаек (допуски и посадки), отсутствия вибраций и правильного выбора параметров обработки материала. Теперь появилось новое программное обеспечение, которое позволяет учитывать некоторые из этих факторов.
Я думал шаговые движки там стандартные идут. Ну и да, с гайками и винтами понятно, хотя это уже не совсем покупной станок получается.
Еще раз спасибо за полезную информацию.