






































Что далеко ходить, Орленка в 72 масштабе One Man Model будет печатать и продавать как набор
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
|
|
|
|
|
|
Максим, так этот товарищ уже давно продаёт 3Д печатные модели
 Здесь на каропке даже есть, как минимум, одна тема со сборкой его кита Правда, для меня загадка, почему до сих пор он делает модели на FDM принтере... Всё таки детали с такого принтера - это больше заготовки, чем готовые детали... Здесь на каропке даже есть, как минимум, одна тема со сборкой его кита Правда, для меня загадка, почему до сих пор он делает модели на FDM принтере... Всё таки детали с такого принтера - это больше заготовки, чем готовые детали... |
|
|
|
|
Могу предположить, что модели таких размеров в 1/72 на смоле будут стоить не 13, а все 50 тыс рублей... Другой вопрос, что нос Орленка из серого материала больше похож на смолу с характерными полосами слоев, нет? Или современный FDM уже дает относительно приличную детализацию?  |
|||
|
|
|
|
|||
|
|
|
Ну для смолы это вообще моментально )) Если я захочу напечатать на своем Фотоне С деталь во всю высоту (всего 16,5 см) слоем 0,02 и временем засветки слоя меньше 10 секунд - это займет, внимание, 30 ЧАСОВ! Если чуть более черновым 0,05 - часов 15-17... |
|||
|
|
|
Если я бы поставил 5 таких ботиночков на платформу-то время печати увеличилось бы в 5 раз. Ну Аникубик моно, быстрее, конечно печатает.. на слой 0.025 у него уходит от 1 секунды до 2,5( в зависимости от смолы)
Изменено: - 22.12.2020 15:36:51
|
|||
|
|
|
Ну ок, для Моно делим на 3 - все равно полная высота выходит от 10 часов...  |
|||
|
|
|
У фотоплоимерников, нет зависимости от объема печати...он будет один такой ботинок печатать 5 часов и 5 таких ботинков, за раз, тоже 5 часов...хоть 100 запихну(если зона печати позволит)-все равно 5 часов будет. Так как фотополимерник печатает сразу слой, а фдм принтер по сути рисует ,тонким карандашом, этот слой, каждый раз... |
|||
|
|
|
Более того, я сам об этом писал в этой ветке пару месяцев назад. Мой пойнт был в другом - что "страшно долгие 10 часов FDM" для смолы - чисто для затравки. |
|||
|
|
|
Я с этим лично сталкивался. А при размещении под углом площадь резко уменьшается и печать идет без прилипаний. |
|||
|
|
|
Вот за 15 часов напечатал фигурку маленького Йоды, из сериала "Мандалорец", подгон товарищу.. Такая бы фигурка на фдм принтере, у меня печаталась бы в разы дольше...и не факт, что получилась бы с первого раза. |
|||
|
|
|
|
Коллеги, прошу "помощь зала"
Один знакомый мучается с простым Фотоном. Артефакт - пятна, как на дне ванны, но на весу, т.е. уже на половине модели и позже. Сам с таким ни разу не сталкивался. Отчего такое может быть, есть идеи?  |
|
|
|
|
Вы слои листали в слайсере? Если стл модель имеет повреждения, то слайсер при нарезке, может выдавать непонятные артефакты. У меня такое было-благо слои просмотрел. Повторюсь, это первое что мне пришло в голову, исходя из моего небольшого опыта. |
|||
|
|
|
В Читубоксе такое явление достаточно частое. Несколько слоев, как правило от середины, представляют из себя мелкую "рябь". Как сетка рабица. Я получал что то похожее, как на фото. Даже писал в теме, где строю БМЗП. Но у меня приклеилась и нарастилась рябь на дне ванны и немного прилипло к детали. Но тут еще и поддержка как то не коректно вышла, причем часть ее висит странным образом в воздухе. Как то так.
Изменено: - 23.12.2020 15:50:57
|
|||
|
|
|
|
Сергей,
Судя по фото - они не на весу, они и есть в ванночке Просто они отрывались от дна ванночки той частью модели, которая таки выросла в месте где они касаются. Вопрос - почему слои не прилипли к основанию, ведь видно, что основание нормально закрепилось на печатном столе. Вариантов не много, на мой взгляд...1. это и в правду, возможно, ошибка в слайдах файла. (просмотреть файл послойно на предмет ошибок). 2. неверно подобранное время экспозиции смолы. Пока шли нижние слои - прочности смолы хватало противостоять отрыву от плёнки, а когда нижние слои закончились - прочности смолы не хватило чтоб противостоять силе отрыва на большой площади модели и она расслоилась. Потом оторвалась с краю, когда слой модели, который таки вырос - дошёл до этого места. 3. - не самый очевидный вариант. Если человек видит, что эти "медузы" вообще не похожи на то что должно быть в модели, или они смещены, то стоит обновить прошивку на фотоне. Если фотон ещё первой ревизии, с материнскими платами ChiTu - там был очень "весёлый" косяк, когда изображение рвало, причём в просмотре слайсов - файл был абсолютно нормальным. Можно было обнаружить только визуально наблюдая за картинкой или по очевидным смещениям на распечатке. Выглядит вот так: Причём появляется это случайным образом, на неопределённых моделях. В поздних прошивках это исправили. |
|
|
|
|
|
Коллеги, всем спасибо за советы!
|
|
|
|
|
|
поменял пленку на hardlight
смолу взял на пробу Phrozen Aqua Washable black накатил обновление прошивки (коррекция движения по оси Z) сделал онлайн калькулятор расчета Light-off delay (задержка для успокоения смолы) и теперь правильно выставляю задержку - 2 сек подъем 80 мм/мин ретракт 240 мм/мин. 2 сек на слой. открыл принтер снизу.. проверил чтоб шлейф не болтался.. приклеил скотчем. проверил чтоб все диоды УФ горели. посмотрел на паралед линзы. нашел там отпечатки пальцев (не моих). не стал трогать. откалибровал стол по пленке (без бумаги) я не знаю что больше повлияло.. но две печати мельчайших деталек по 10 мм отпечатались без проблем. машинка 1:64 PS знаю что модели надо на бок положить. 20201230_032808 — копия.jpg (50.47 КБ) 20201230_015649 — копия.jpg (80.09 КБ)
Изменено: - 30.12.2020 03:40:16
|
|
|
|
|
|
Мои поздравления
Повлияло - скорее всего всё и сразу. И это хорошо Для 1:64 демократии кажутся великоватыми  Вообще для этих принтеров - такие детали - это совсем не мельчайшие детальки Вообще для этих принтеров - такие детали - это совсем не мельчайшие детальки А мой SM4К опять в сервисе...  |
|
|
|
|
|
|||
|
|
|
|
|||
|
|
|
|
кто знает если плоскую деталь толщиной 3 мм* 50*80. (стена дома) выгибает после сушки. это как то лечится? или издержки технологии?
Изменено: - 30.12.2020 13:26:50
|
|
|
|
|
|
Доморама,
Потому что я уже один раз забрал его из гарантийного сервиса - экран поменяли, а с горизонтальными полосами на моделях ничего не сделали - вчера привёз принтер обратно им Касательно выгибания - тут много факторов. Усадка смолы, способы постполимеризации, расположение детали во время печати. Печатать от стола тонкие элементы, требующие геометрической точности, не стоит. Разница засветке между первыми слоями и основными слоями - создаёт внутреннее напряжение в детали и если толщина детали недостаточная - этого напряжения будет достаточно чтоб выгнуть деталь. Как вариант - печатать с повышенной основной экспозицией - но точность соответственно уйдёт. Можно пробовать после отмывки и перед дозасветкой нагреть деталь, например в кипятке - чтоб отпустить внутреннее напряжение, но полностью это может не помочь. Постполимеризация должна происходить равномерно со всех сторон - либо на вращающемся столе, либо с многочисленными источниками уф света.. В идеале, печатать тонкостенную деталь вертикально, на поддержках, на безусадочной смоле... |
|
|
|
|
вертикально печатать не очень вариант, думаю. время на порядки больше будет. лежа деталь за 10 минут печатается.
Изменено: - 30.12.2020 14:14:08
|
|||
|
|
|
Ну так, либо качество, либо экономия времени Зато вертикально можно целый огород напечатать этих стен сразу |
|||
|
|
|
Мой небольшой опыт показывает, что детали тоньше определенной толщины (1-2 мм и менее - у меня это створки шасси и лопасти винтов в 1/144) выгибает при закреплении или уже после него, как ни суши... А например Х-образные ребра отлично будут держать стенку. |
|||
|
|
|
|
|||||
|
|
|
По моему взгляду, получается в чем то даже лучше смоляных или изкоробочных наборов известных фирм. Обратите внимание на тонкие ребра жесткости рамы силовой установки и ребра охлаждения воздушного компрессора. Толщина ребра 0,08 мм !! При грамотном подборе настроек печати, уверен можно добиться и лучшего...  DSC03885.JPG (147.84 КБ) 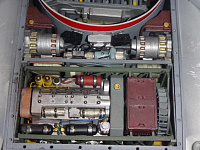 DSC03891.JPG (164.39 КБ) DSC03857.JPG (135.12 КБ) DSC03836.JPG (144.15 КБ)  DSC03844.JPG (151.29 КБ)  DSC03840.JPG (174.54 КБ)
Изменено: - 31.12.2020 04:00:01
|
|||
|
|
|
|
|||
|
|
|
|
И всех участников темы и гостей с наступающим НОВЫМ ГОДОМ!!!!!!
|
|
|
|
|
|
||||
|
|
|
|||
Читают тему (гостей: 2, пользователей: 0, из них скрытых: 0)
