

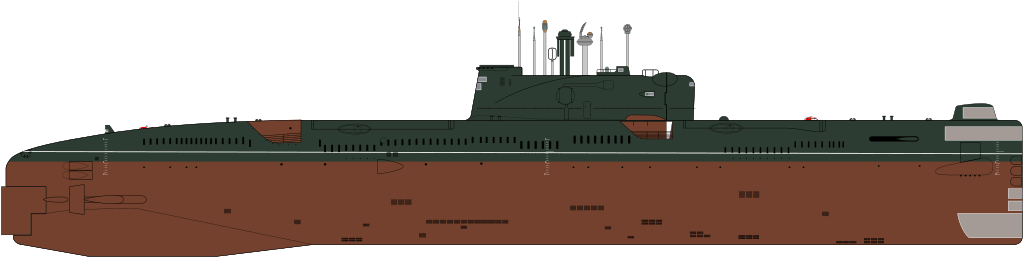
Теперь можно перейти к работе над кормой частью лодки. После установки контейнера ВАУ-6 днище его ушло немного ниже ОП (основной плоскости). Поэтому, в кормовой части 651Э проекта участок киля был переделан и также оказался ниже ОП.
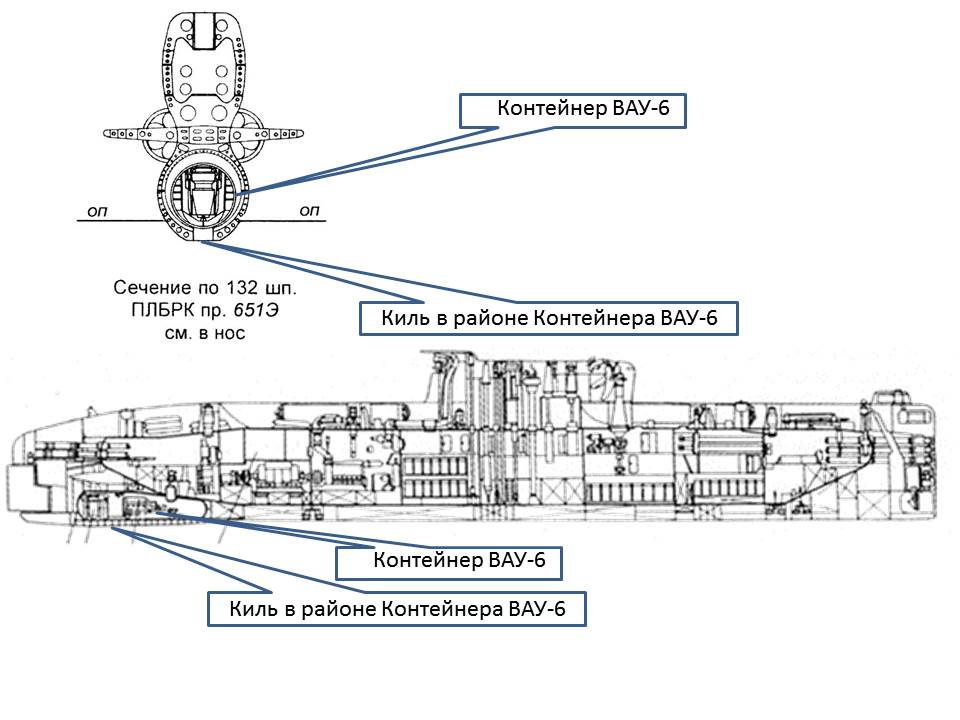
Из трех полос пластика толщиной 1 мм каждый склеил балку киля.


Установил этот участок киля на цианокрилатный клей и сделал плавный переход в носовой и кормовой части балки киля.




С уважением…
Продолжил работу над кормой лодки. Для общего собственного представления, представления уважаемых коллег и не только по имеемым данным сделал чертеж контейнера ВАУ-6.
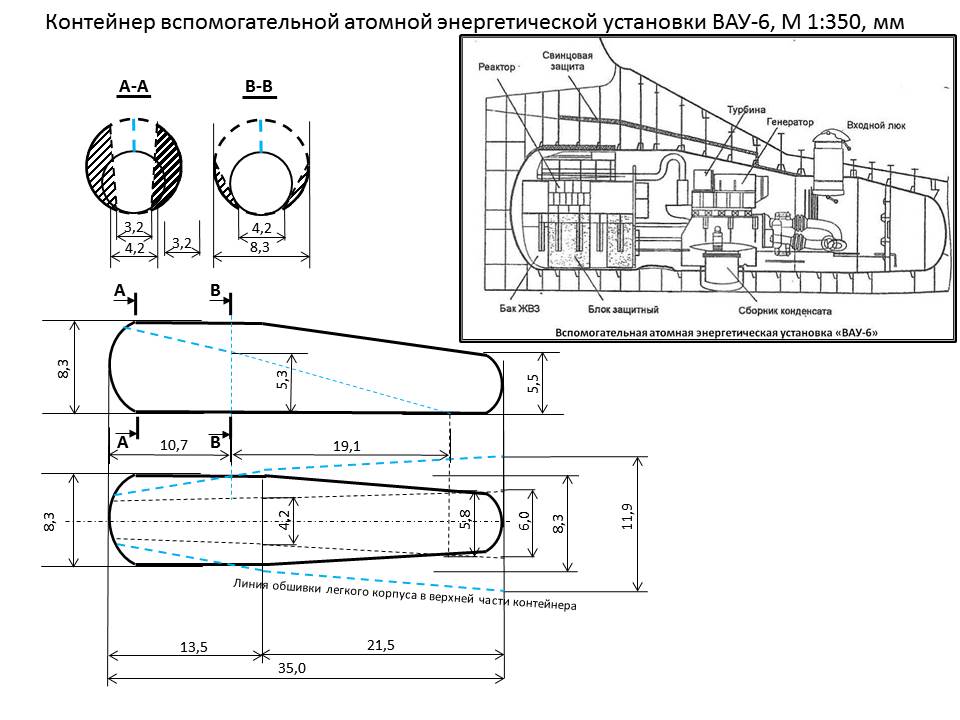
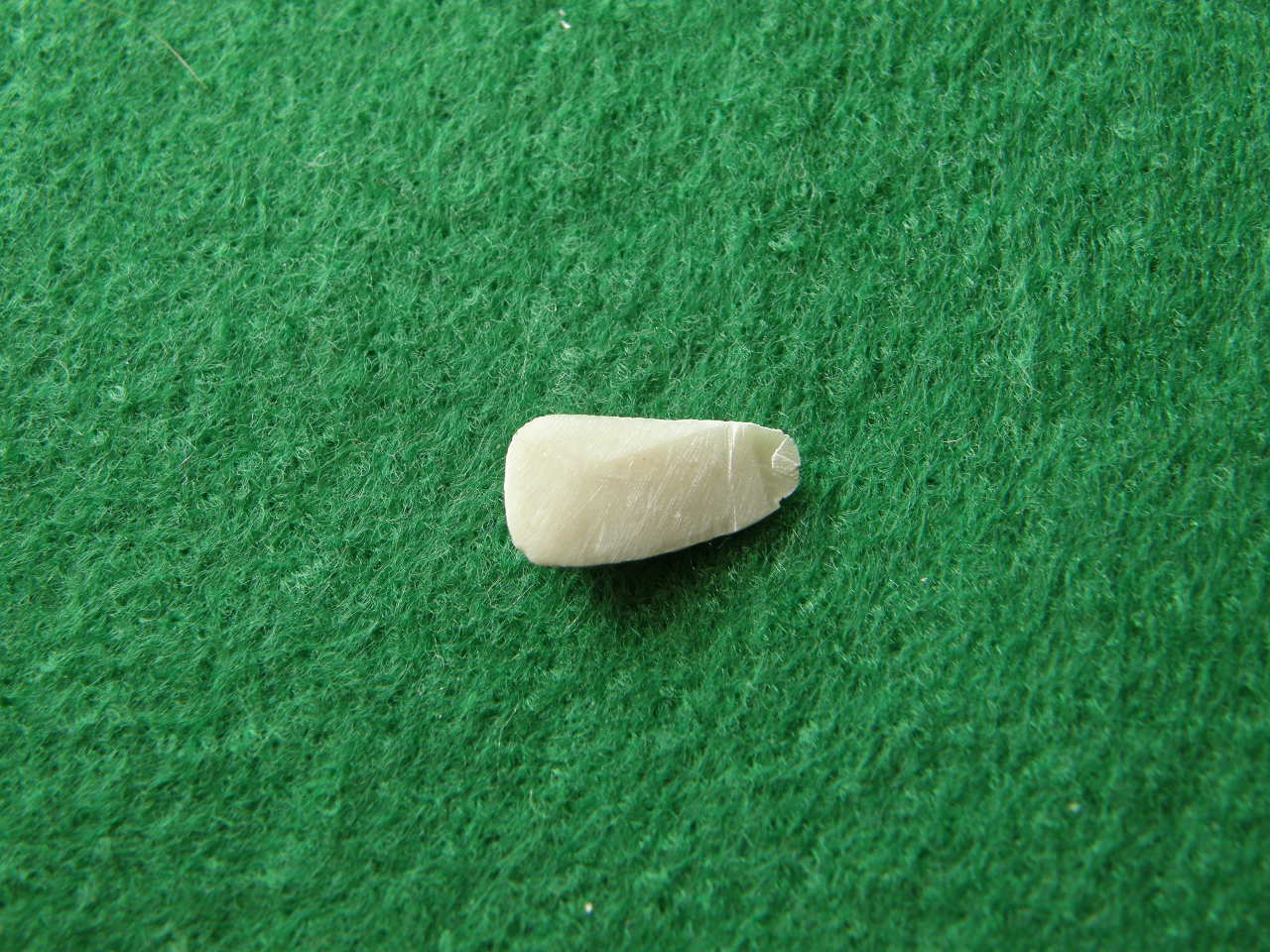
Из деревянной спицы Ø 9 мм по чертежу выточил контейнер ВАУ-6, оставив небольшой хвостик справа, заштрихованный карандашом, для удобства дальнейшей работы.
Вид сбоку

Вид сверху

Вид рядом с корпусом.

С уважением…
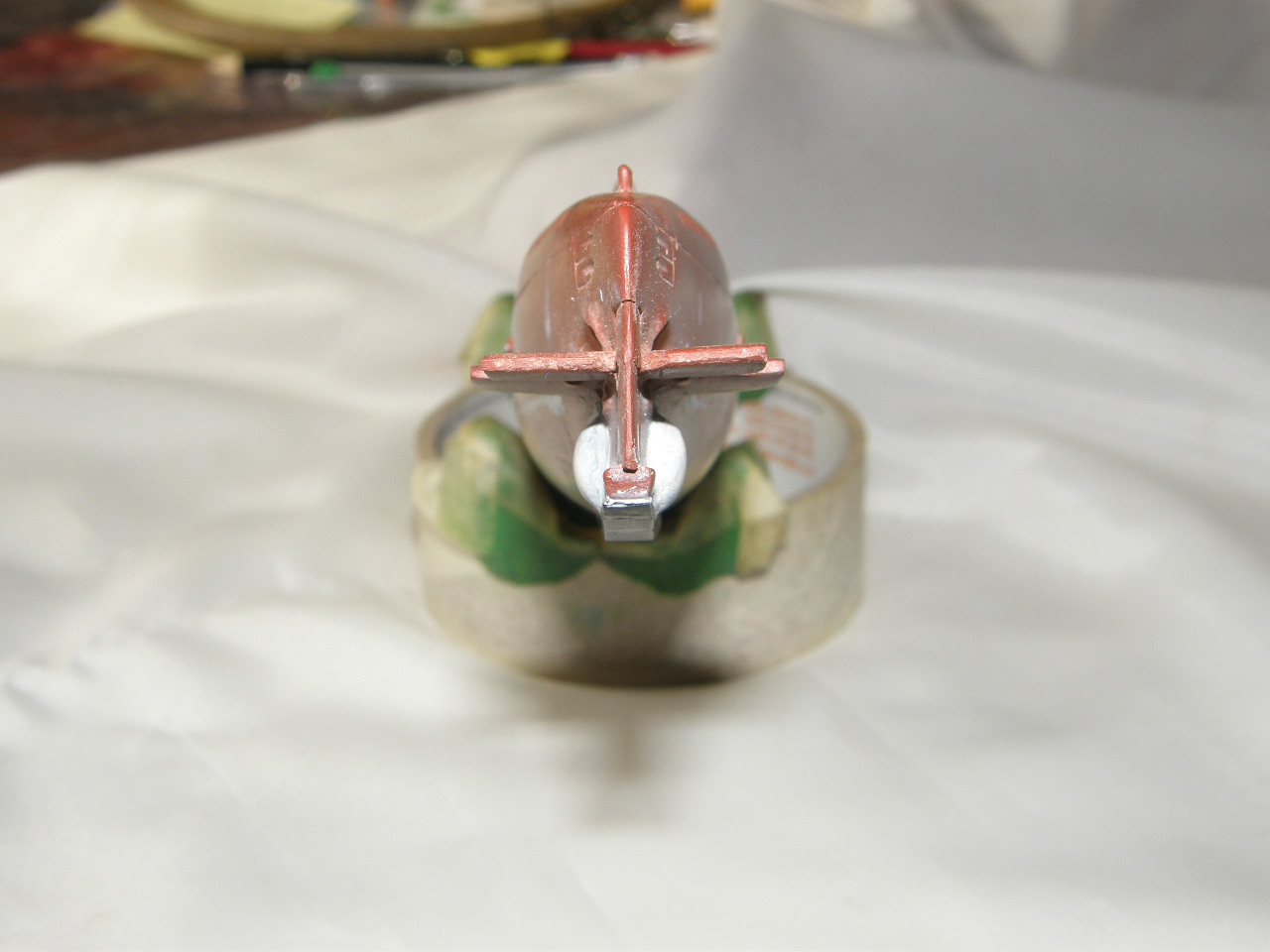
Опять продолжил работу над кормой лодки. Для дальнейшей работы необходимо установить контейнер ВАУ-6 на модель и вписать его в легкий корпус модели 651 проекта. В качестве модели использовал выточенный ранее из дерева контейнер ВАУ-6. Для изготовления формы использовал многоразовый материал MoldMaker-9000.

В качестве материала для отливки использовал двухкомпонентное эпоксидное средство EpoPutty.

Из MoldMaker-9000 сделал форму и вдавил туда часть деревянной модели.

После застывания формы заполнил ее EpoPutty с небольшим запасом. Так как пользуюсь этим средством первый раз необходимо было проверить его на обработку различным инструментом (надфиль, пилка и наждачная шкурка).

Отливку через сутки извлек из формы и обработал. Материал мне понравился при обработке по твердости напоминает обычный модельный пластик.


Приклеил отливки с обоих бортов модели цианокрилатным гелем, ну и конечно не обошлось без шпаклевки, так как расчеты не всегда совпадают с фактической формой легкого корпуса. Сильно зашлифовывать не стал, так как установленный контейнер ВАУ-6 теперь станет основой для формирования легкого корпуса.


С уважением…
Если с видом шпигатных решеток все ясно, то теперь настало время окончательно определиться с расположением шпигатов и иных забортных отверстий. Судя по расположению шпигатов производитель изготовил модель по польским схемам.
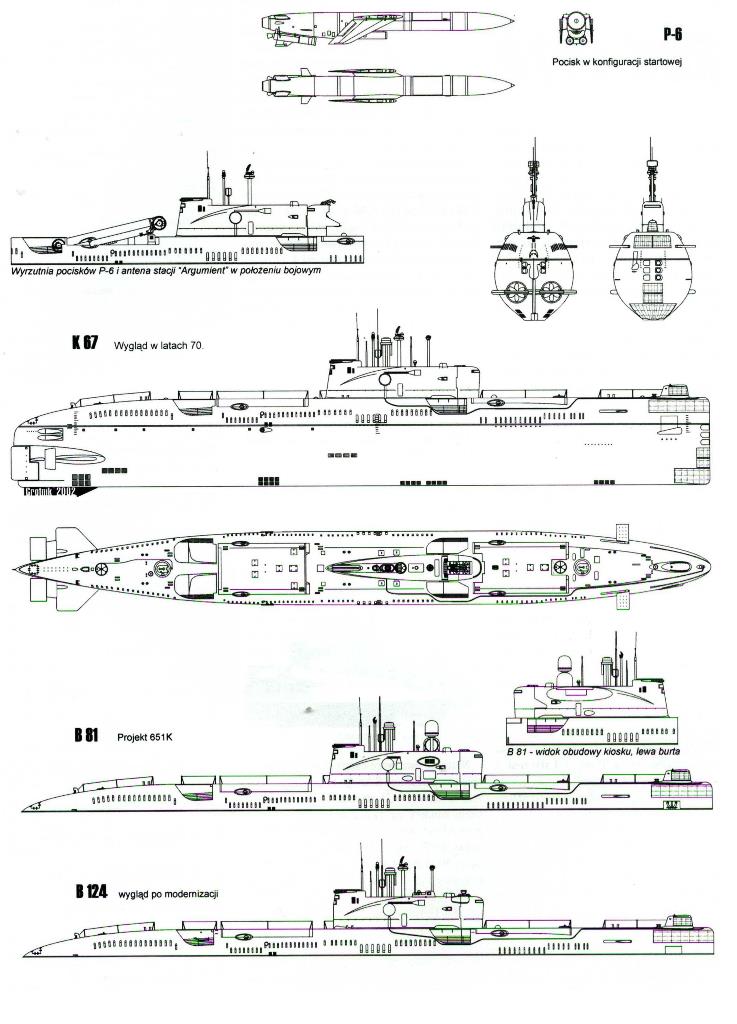
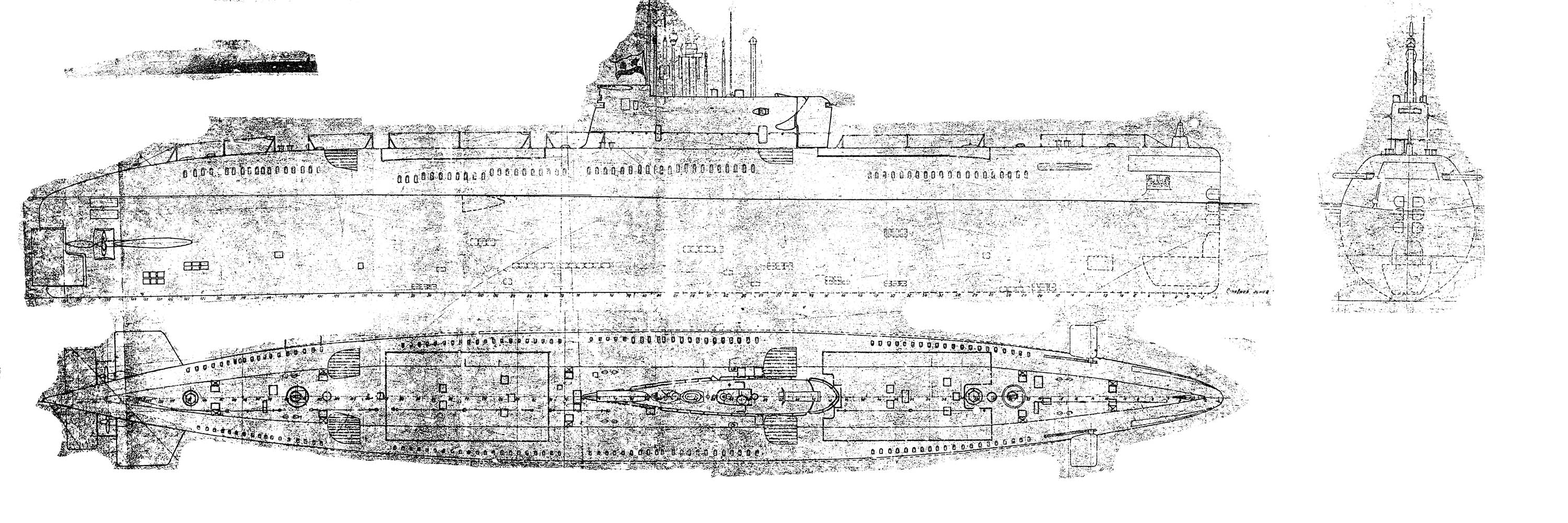
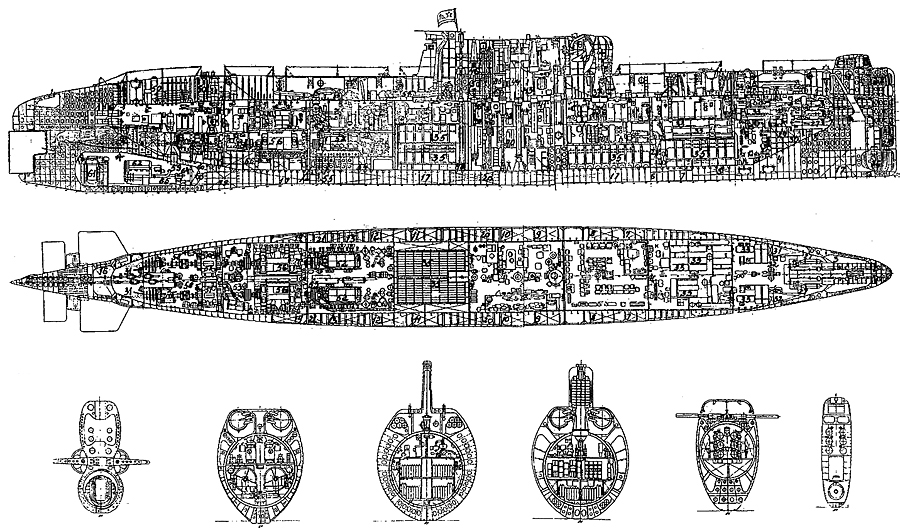
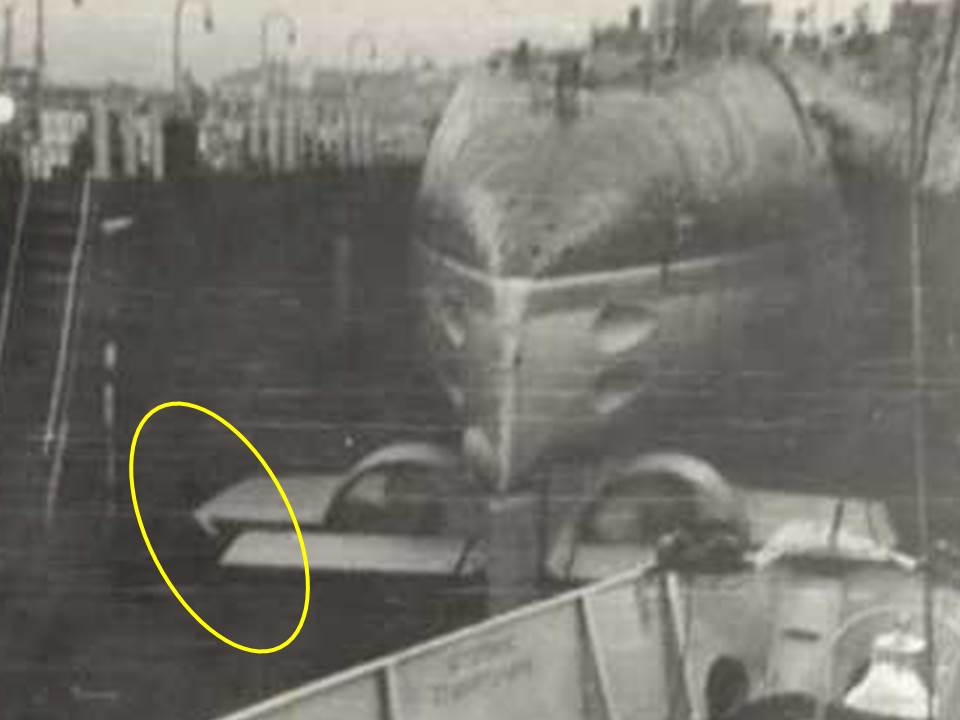
Но я за основу для работы принял синьку К-156 - первого корпуса лодок 651 проекта, легко узнаваемую по обтекателю ГАС обнаружения гидроакустических сигналов МГ-13М «Свет-М» на носовой надстройке. Как показал анализ имеемых фотографий, особенно в доке, именно эта синька наиболее полно соответствует лодке 651 проекта, хотя этот факт почти удваивает количество шпигатных решеток, которые предстоит сделать.
Этой же синьке с точностью почти до миллиметра по шпигатам соответствуют две схемы 651 и 651Э проектов, сначала принятых, как выражаются некоторые, за «веселые картинки».
Схема 651 проекта.
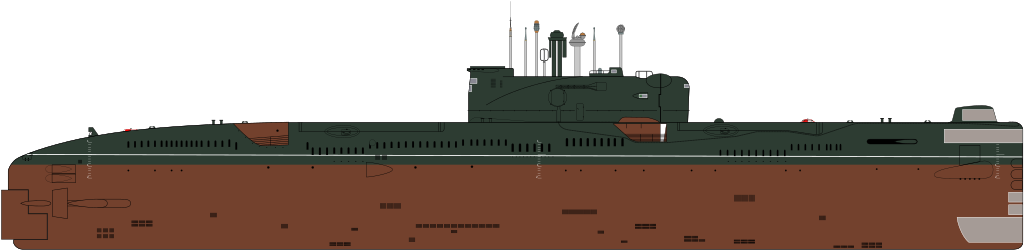
Схема 651Э проекта.
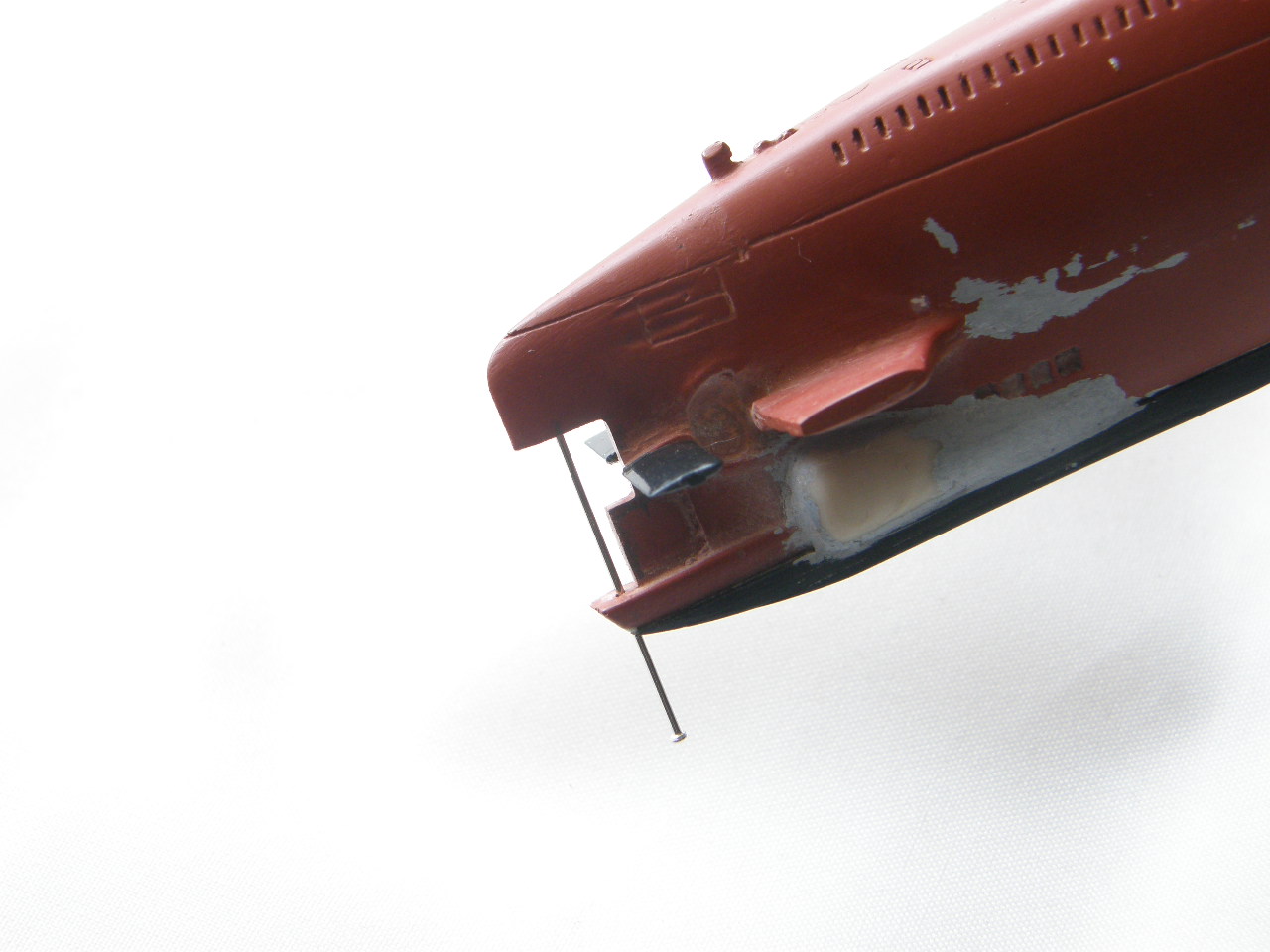
Единственное что смущало в схеме 651Э проекта это перо вертикального руля. У лодок 651 проекта вертикальный руль был полубалансирного типа с балансирной нижней частью, применяющийся на подводных лодка довольно часто. Здесь же (на схеме 651Э проекта) вертикальный руль полубалансирного типа с балансирной верхней частью - большая редкость. Но обнаруженые чертежи все поставили на свое место, на них также вертикальный руль полубалансирного типа с балансирной верхней частью. Что еще больше подтвердило достоверность схемы.
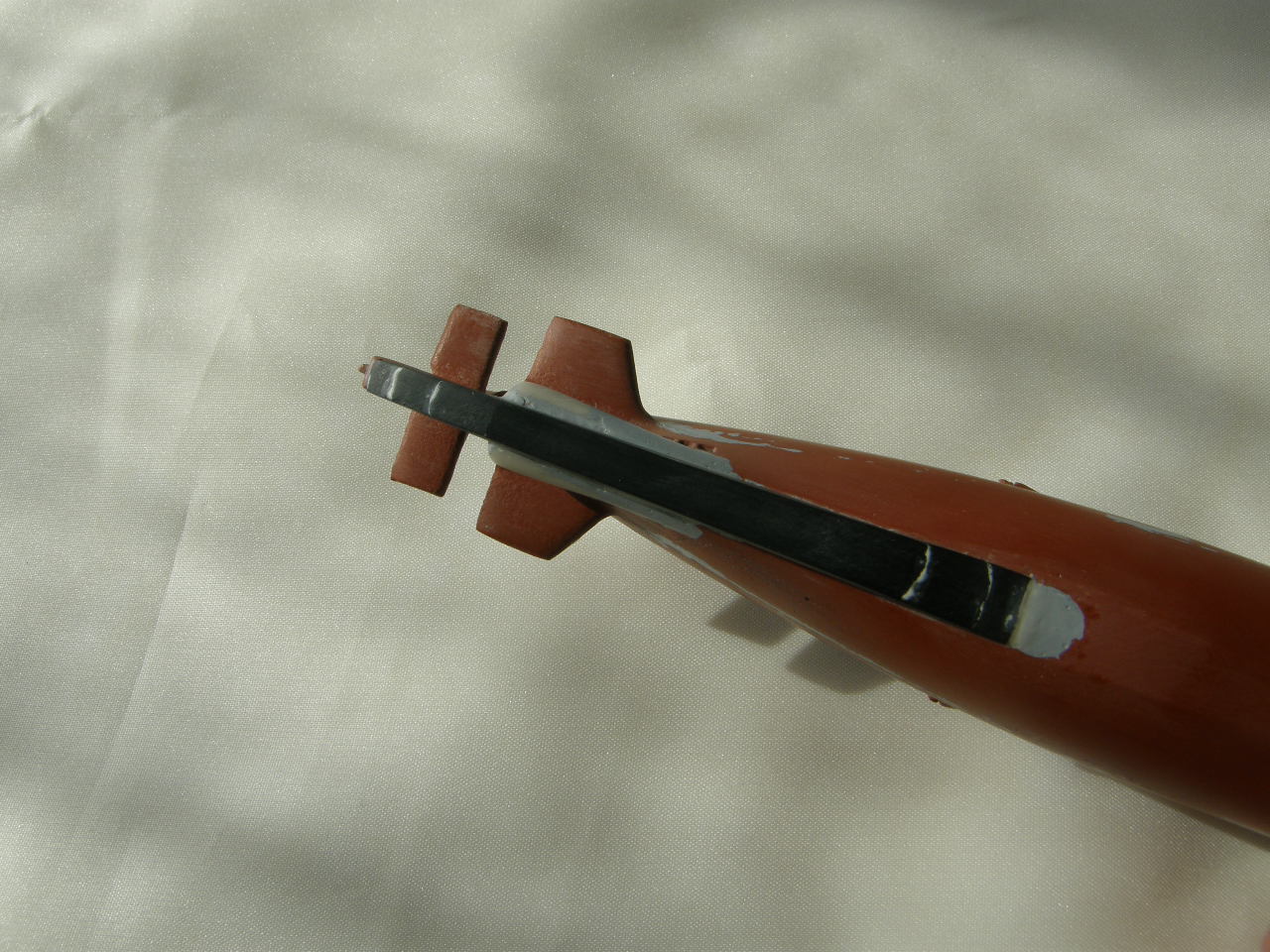
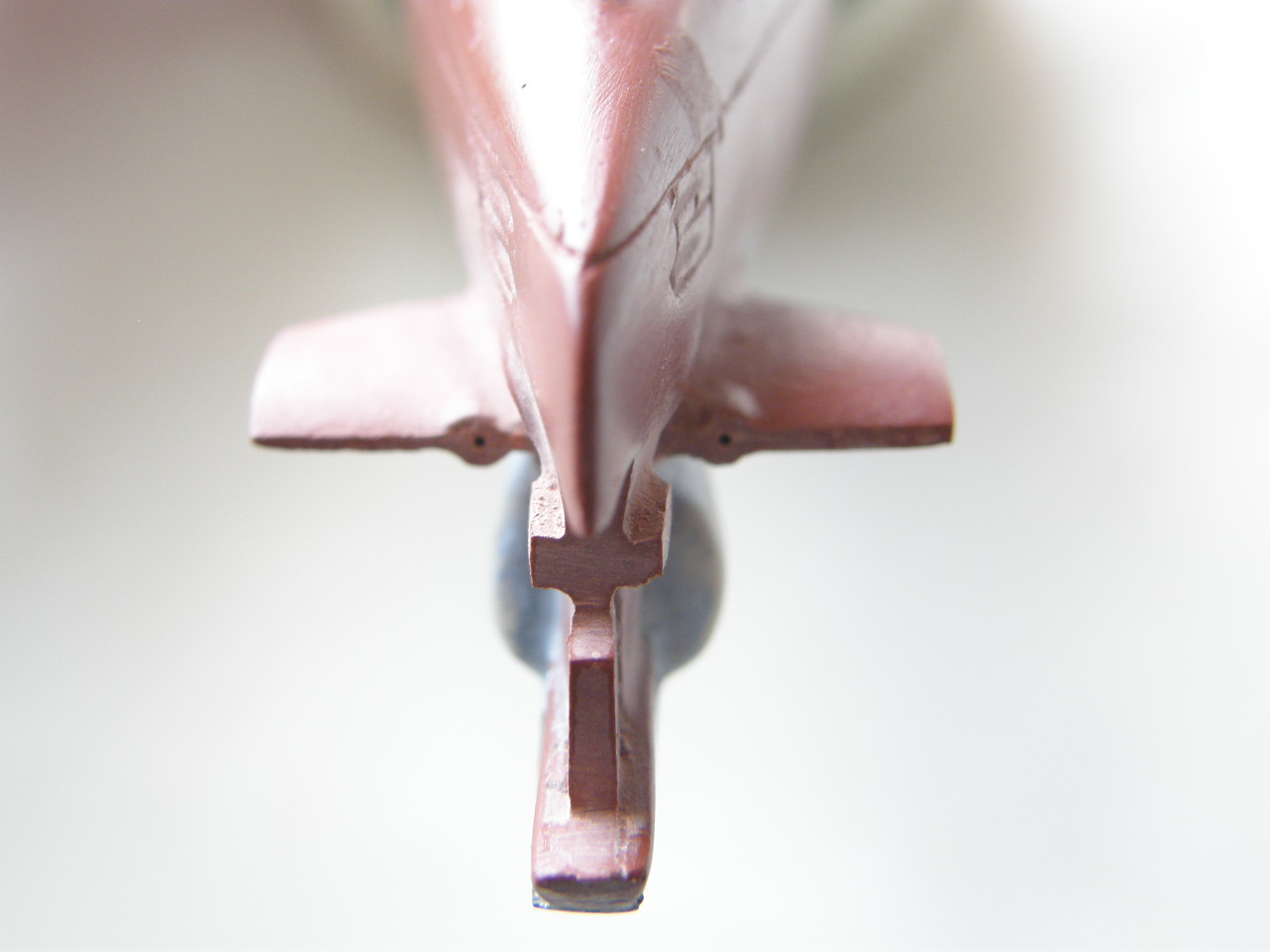
Борфрезами и надфилем срезал перья горизонтальных и вертикального руля, изменив вырез легкого корпуса под вертикальный руль полубалансирного типа с балансирной верхней частью, заодно и высверлил отверстия в мортирах под валы гребных винтов.


С уважением…
Снова продолжил работу над кормовой частью подводной лодки. На этот раз это кормовая рулевая группа. Высверлил отвертстия Ø 0,3 мм под баллер КГР (кормовых горизонтальный рулей).

Из пластика сделал КГР и закрепил их на баллере, сделанном из проволоки Ø 0,3 мм, донором выступила модель К-19.

Высверлил отверстия Ø 0,4 мм под баллер ВР (вертикального руля).
ВР склеил из двух половинок пластика толщиной 0,75 мм и обточил надфилем и наждачной.
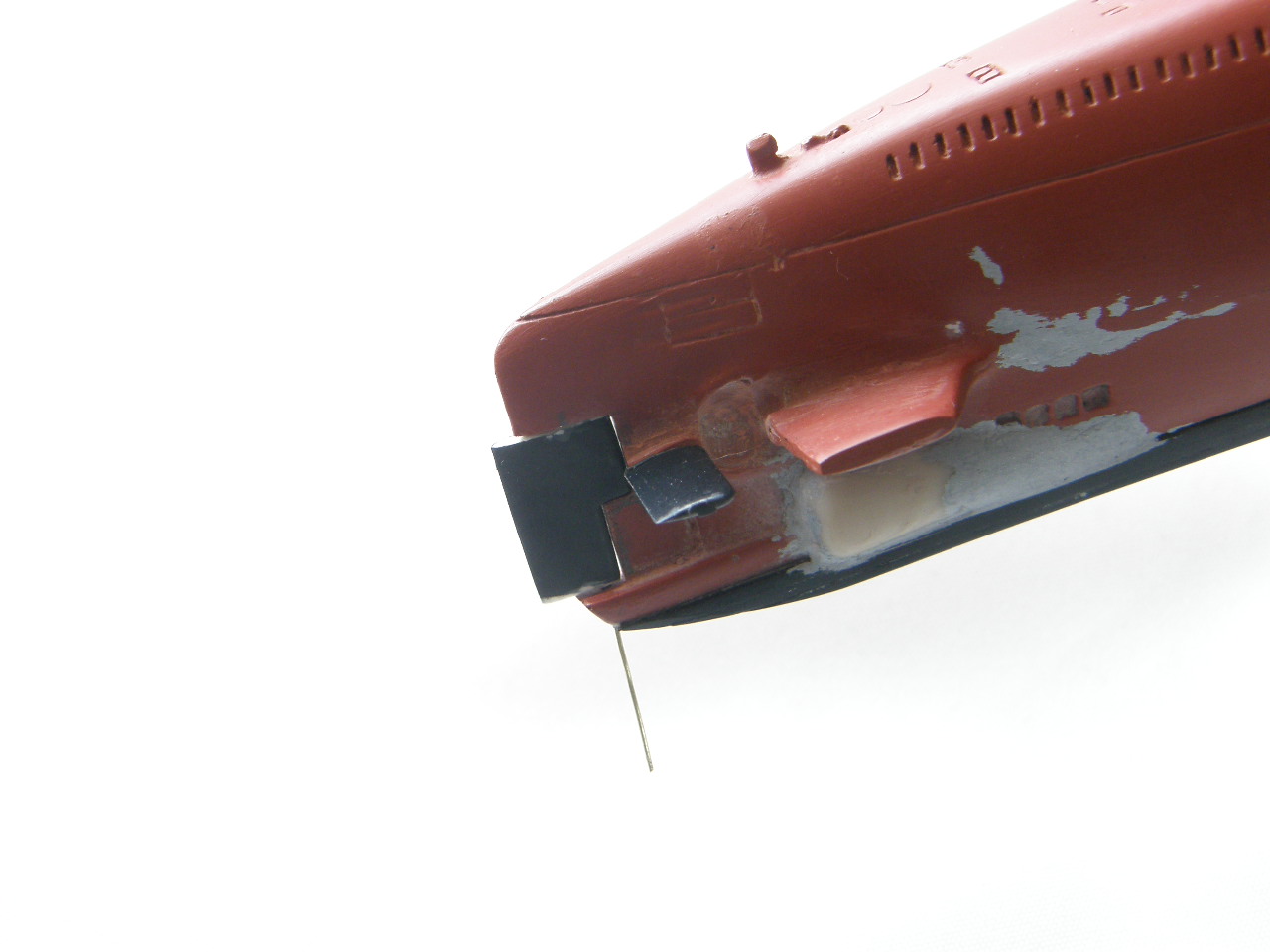
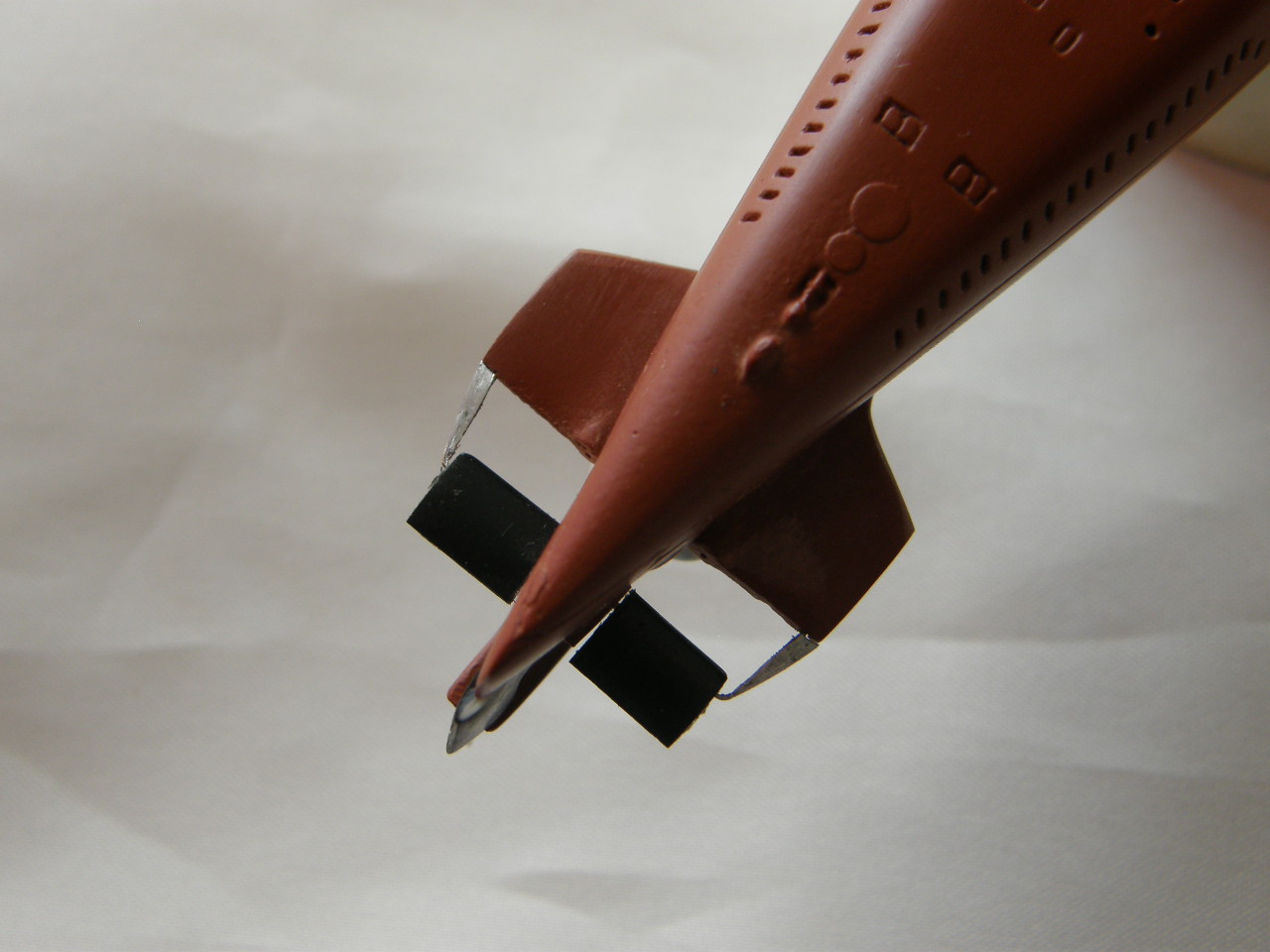
Надфилем подогнал КГР по размеру и из проволоки Ø 0,3 мм сделал защиту винтов и рулей от минрепов якорных мин (не указаны ни на одном из схем и чертежей) и сделал примерку, установив в отверстия на горизонтальных стабилизаторах и перьях КГР.


Защита имела клиновидную форму и крепилась короткой стороной клина к стабилизаторам.
С помощью китайской пасты придал защите винтов и рулей от минрепов якорных мин клиновидную форму.

Снова сделал примерку кормовой рулевой группе.
С уважением…
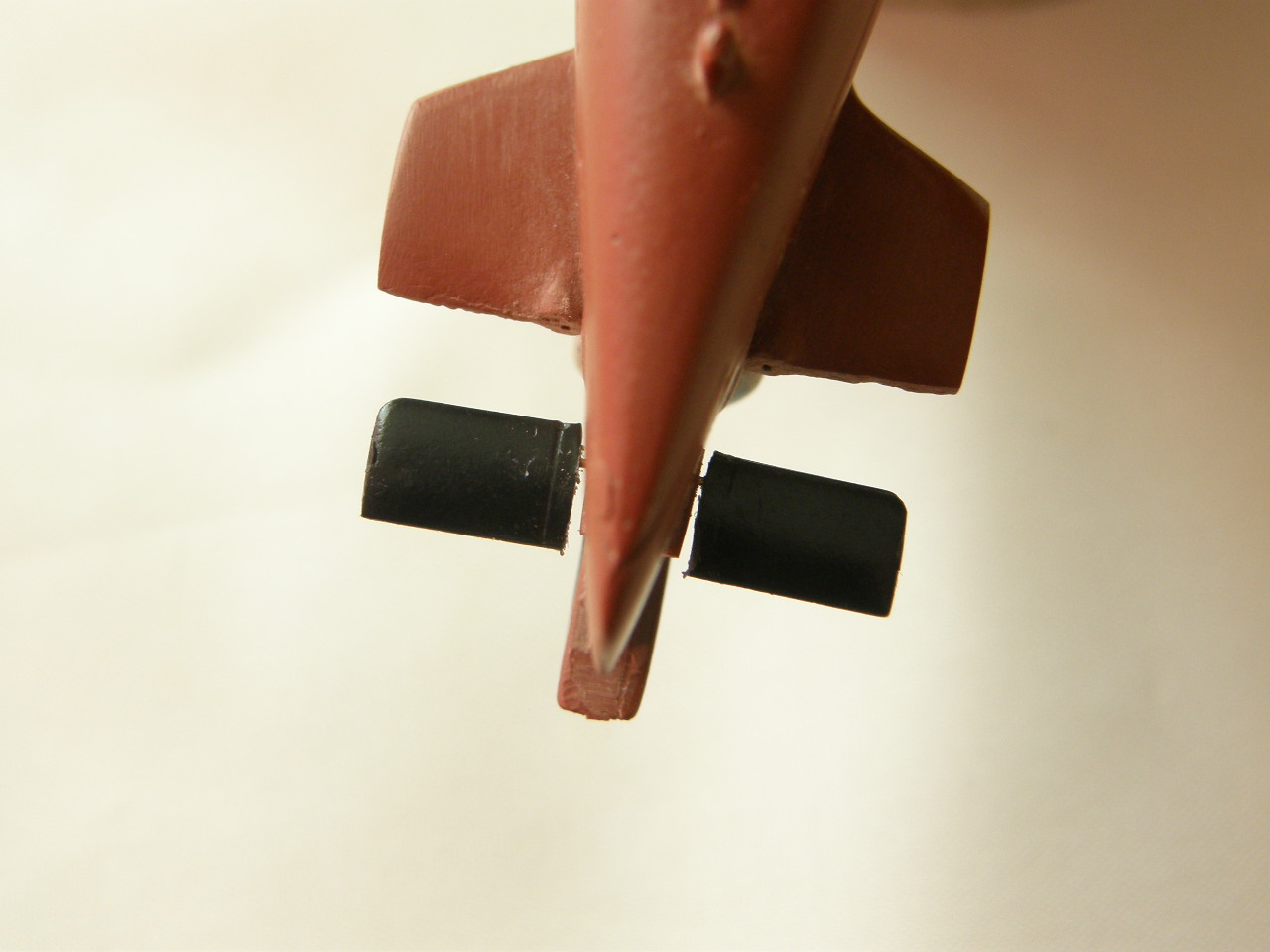
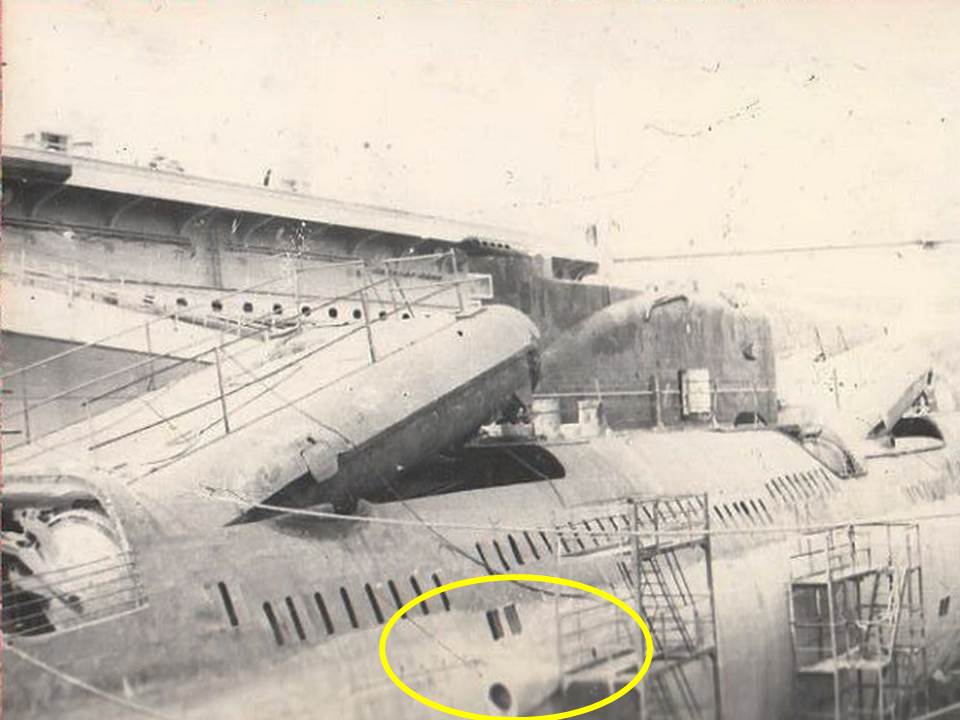
И опять продолжил работу над кормовой частью подводной лодки. Почему-то производитель на 12 мм сместил в корму обтекатели системы газоотвода дизелей надводного хода, хотя даже на польской схеме они изображены на своем месте, хотя фотографии совпадают со схемами и синькой.
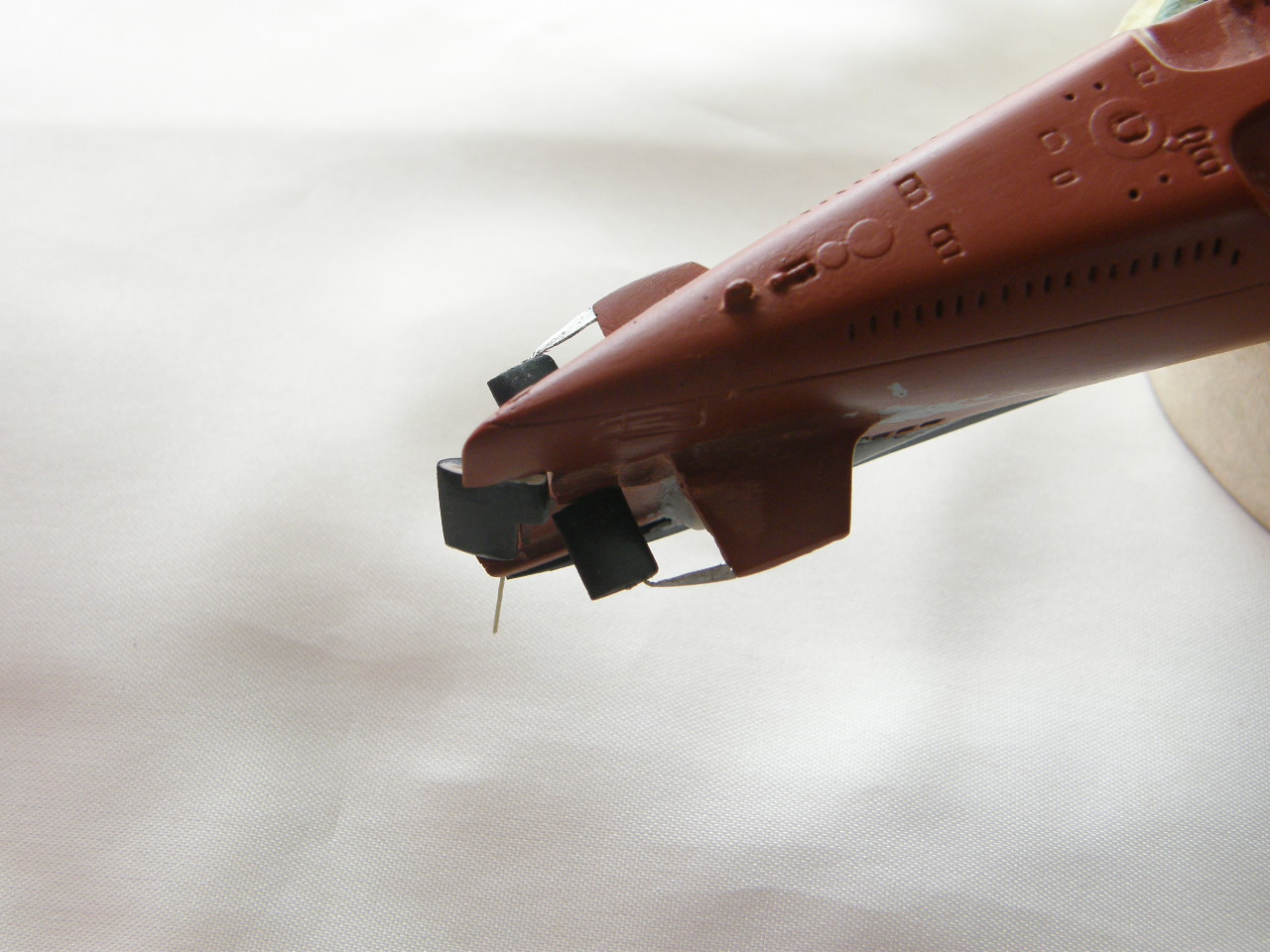
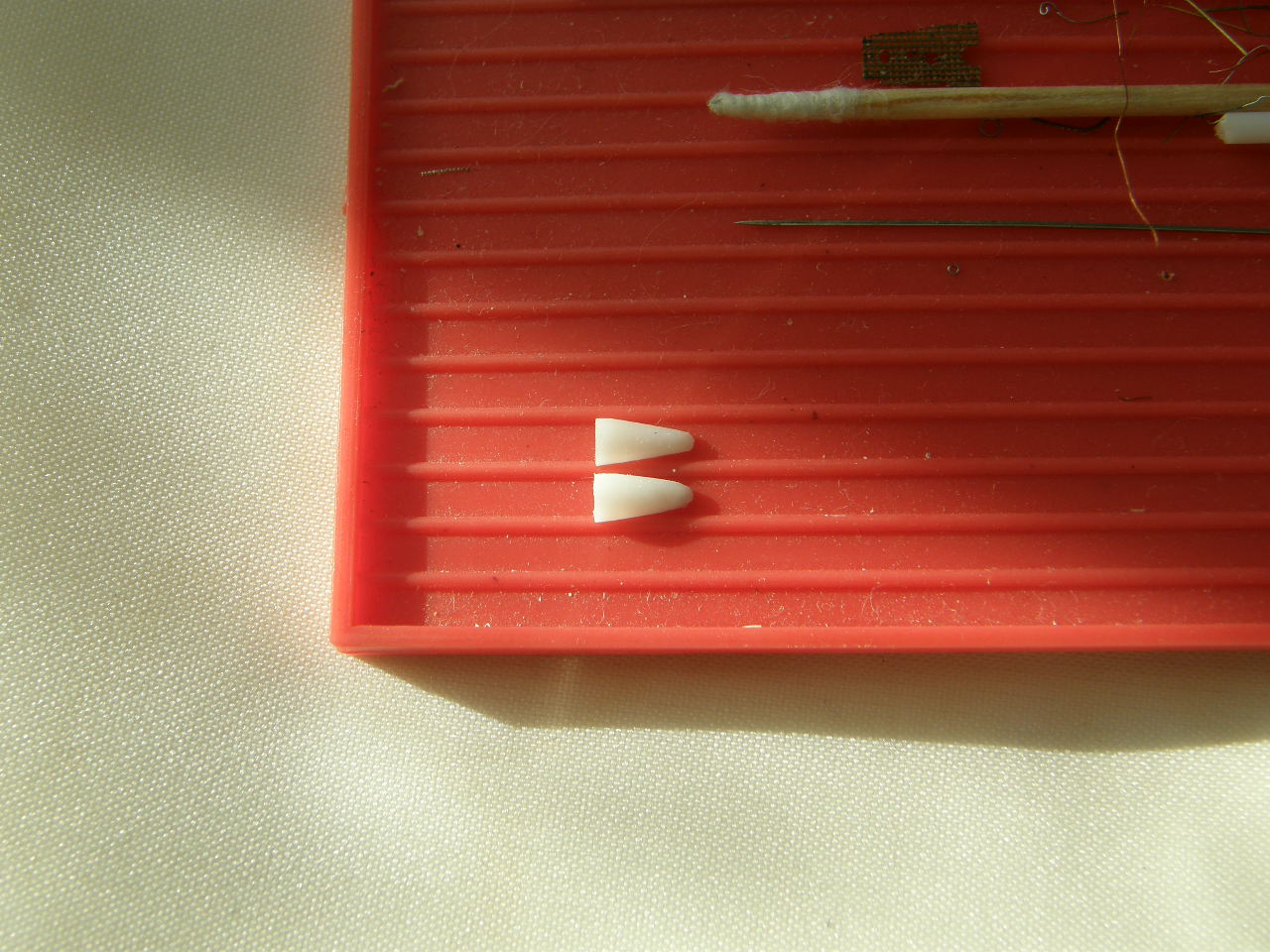
Из пластикового прутка Ø 3 мм выточил новые обтекатели системы газоотвода дизелей надводного хода.


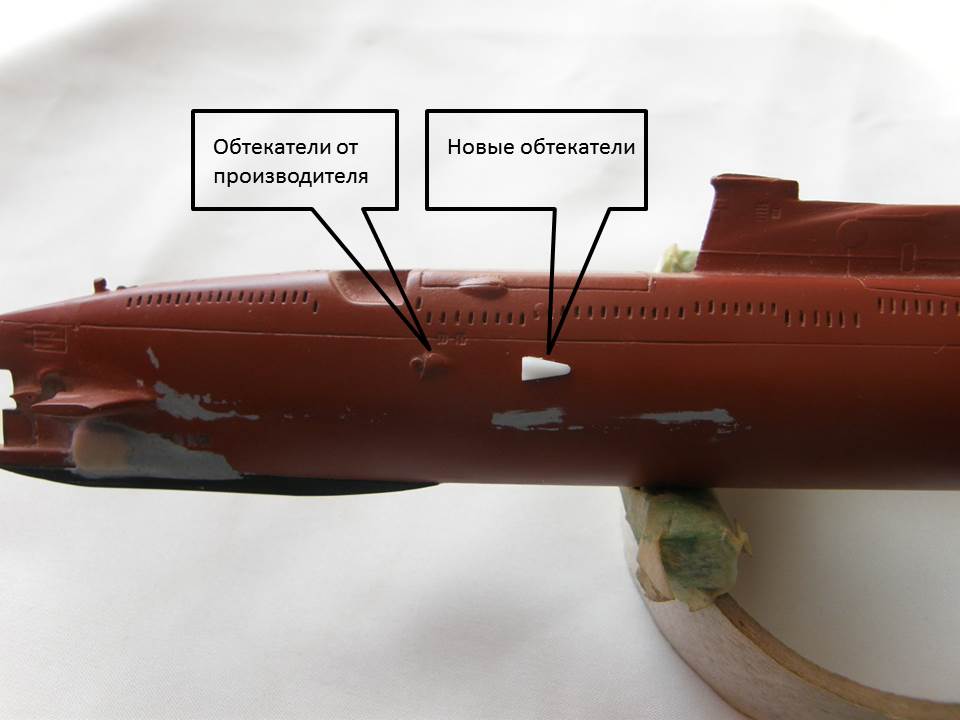
Сделал примерку новых обтекателей, специально для сравнения оставив обтекатели сделанные производителем, к тому-же оказавшиеся на 2 мм короче. Потом удалю старые обтекатели.

С уважением…
И снова продолжил работу над кормовой частью подводной лодки. Для дальнейшей работы выполнил ряд подготовительных действий.
Удалил обтекатели системы газоотвода дизелей надводного хода, сделанные производителем.


Снял фаску на легком корпусе в районе подзора кормы и передней кромки вертикального руля.


Также удалил имитацию решетки МГ-23 ГИСЗ (гидроакустической станции измерения скорости звука) «Береста» от производителя.

В программе INKSCAPE подготовил чертеж лекала в районе 132 шпангоута для изготовления легкого корпуса вокруг ВАУ-6
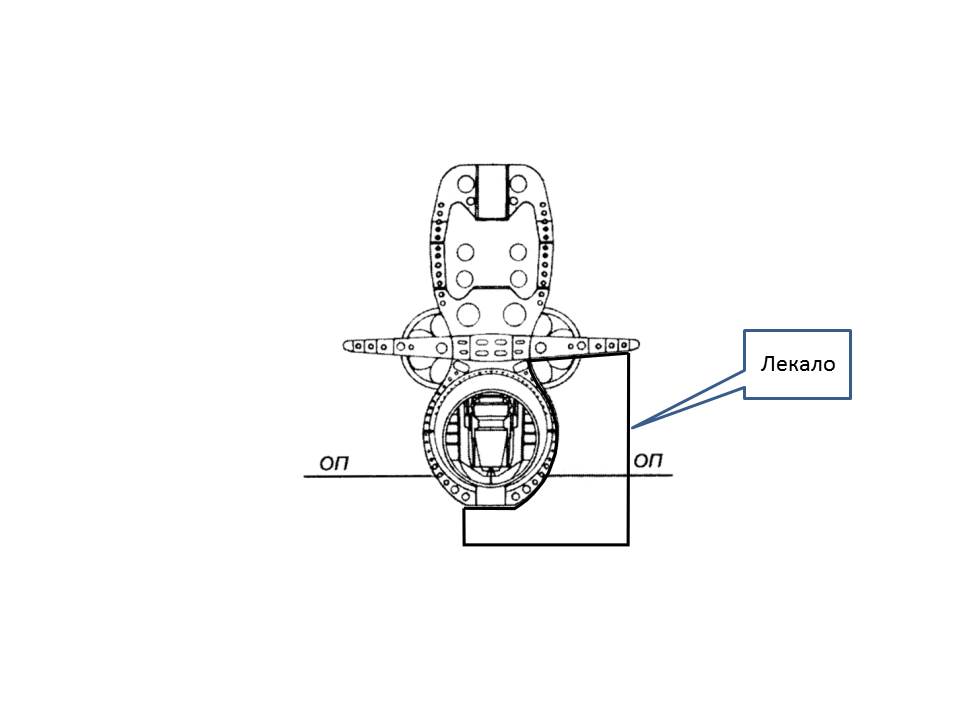
Из толстого (3 мм) картона с помощью лазерного гравера вырезал лекало.
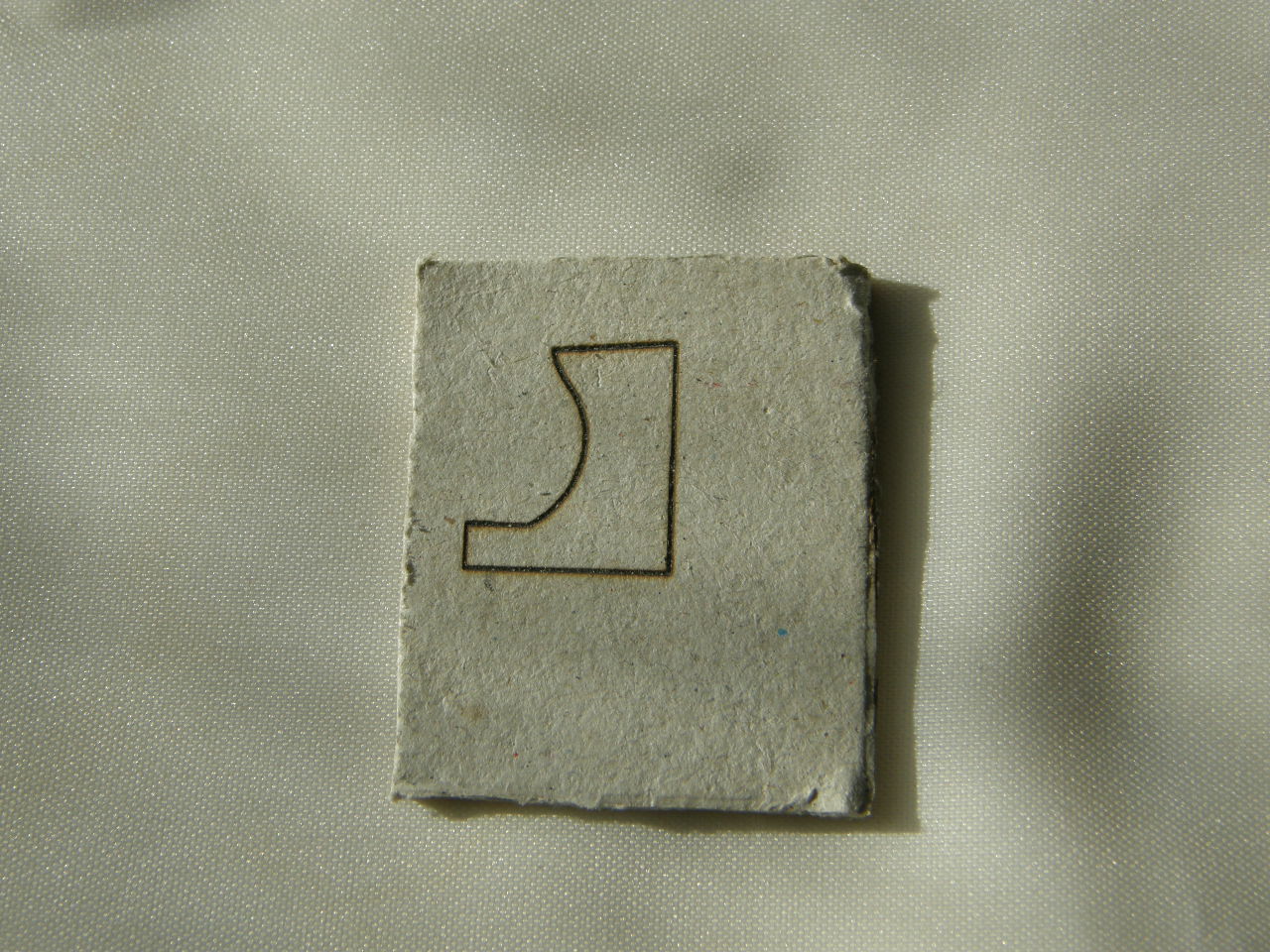
Удалил нагар от лазерной резки и для большей прочности пропитал лекало клеем ПВА.

Из двухкомпонентного эпоксидного средства EpoPutty с помощью лекала вылепил легкий корпус вокруг контейнера ВАУ-6 и поставил на просушку.



С уважением…

Добрый день! А как легко справится лазерный гравер с пластиком? до 1мм.
С Уважением, Сергей.

@Сергей Ставилэ написал:Добрый день! А как легко справится лазерный гравер с пластиком? до 1мм.
Да в общем то справляется легко. Как-то делал поздравительную надпись в гравёрном салоне... Дело пяти минут.
@Сергей Ставилэ написал:Добрый день! А как легко справится лазерный гравер с пластиком? до 1мм.
@Александр Дьяконов написал:Сергей Ставилэ написал:Добрый день! А как легко справится лазерный гравер с пластиком? до 1мм.
Да в общем то справляется легко. Как-то делал поздравительную надпись в гравёрном салоне... Дело пяти минут.
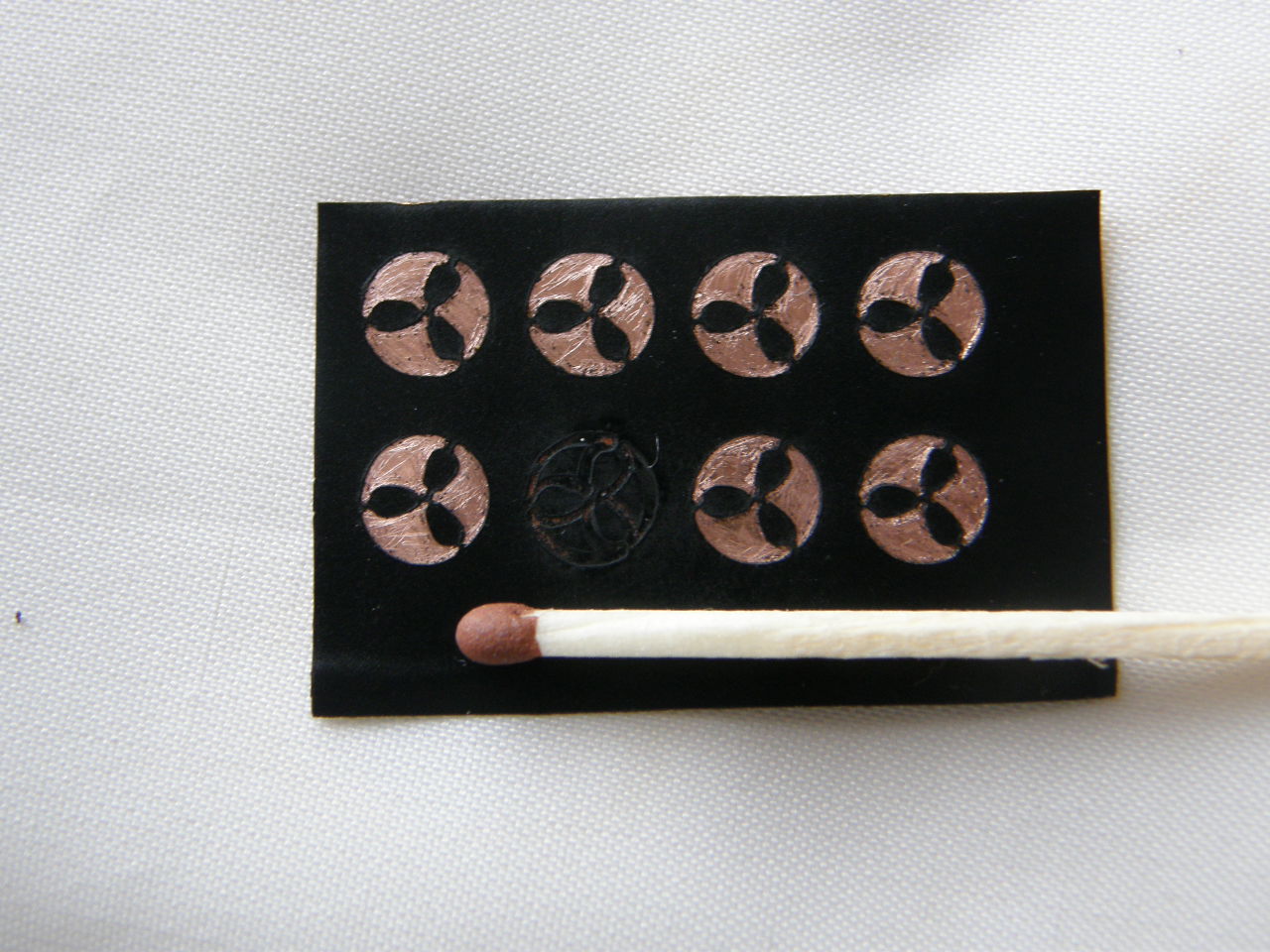
Сергей, действительно легко. Все зависит от цвета пластика и мощности лазера (черный пластик режется легче, белый намного труднее). Для примера выкладываю гравировку шпигатной решетки 3х3 на пластике от Звезды в один проход на 20% мощности лазера 1500 mW, но самое главное – это точность работы до 0,1 мм. При определенном подборе режима можно даже не резать, а гравировать оракал. 
С уважением…
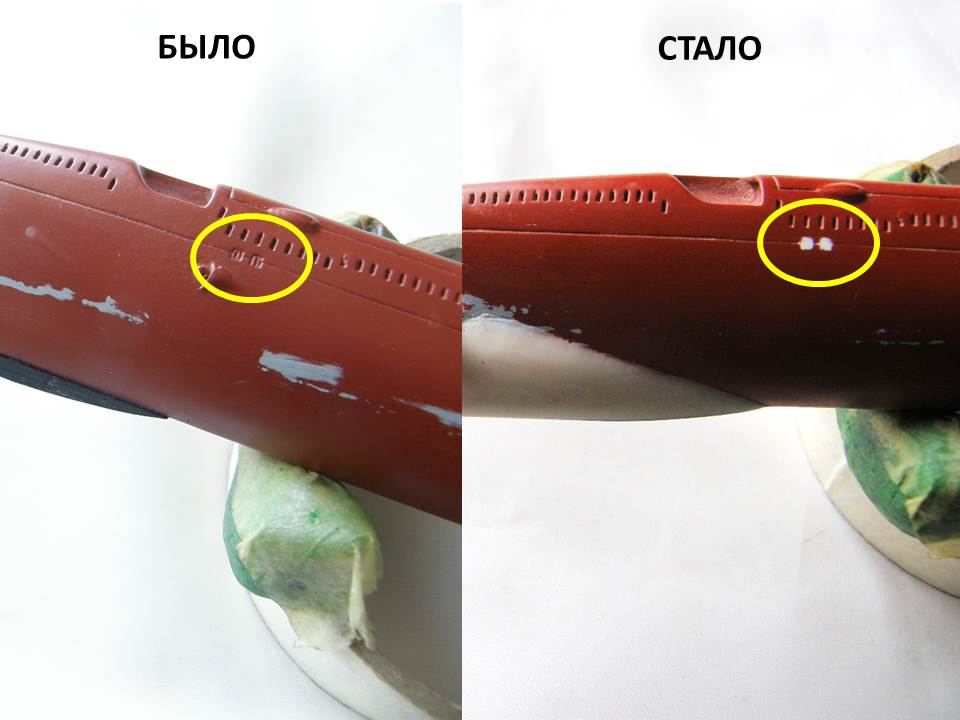
После небольшого перерыва продолжил работу над кормовой частью модели. С помощью супержидкой шпаклевки от MrHobby удалил неправильно сделанные производителем шпигатные решетки отливных кингстонов системы охлаждения дизелей. Уменьшил толщину стабилизаторов, сточив их на кромках до 1 мм. Сделал предварительную полировку и довел до необходимых размеров легкий корпус контейнера ВАУ-6.




Далее из проволоки и медной фольги сделал устройство для центровки кольцевых насадок гребных винтов относительно линий гребных валов.

Используя устройство для центровки установил кольцевые насадки гребных винтов на штатные места и закрепил цианокрилатным клеем.

С уважением…
Устройство для цетровки классное!А вот в шпигаты лучше было вклеить пластик.Шпаклевка долго дает усадку,неприятно если потом вылезет
С Уважением, Сергей.
@Сергей Ставилэ написал:Устройство для цетровки классное!А вот в шпигаты лучше было вклеить пластик.Шпаклевка долго дает усадку,неприятно если потом вылезет
Спасибо, Сергей, за оценку центровки. Вы просто не обратили внимание, что речь идет не о шпигатах, а имитации расшивкой шпигатных решеток отливных кингстонов системы охлаждения дизелей. Глубина их составляет 0,15 мм. Ну какой же тут пластик – только шпаклевка, тем более что совместимость и усадка супержидкой шпаклевки от Мистер Хобби со смолой от Полярного Медведя была проверена ранее (ссылка). Если бы речь шла о шпигатах глубиной от 0,5 мм и более, то Вы совершенно правы – как вариант заделывать можно и пластиком.
С уважением…
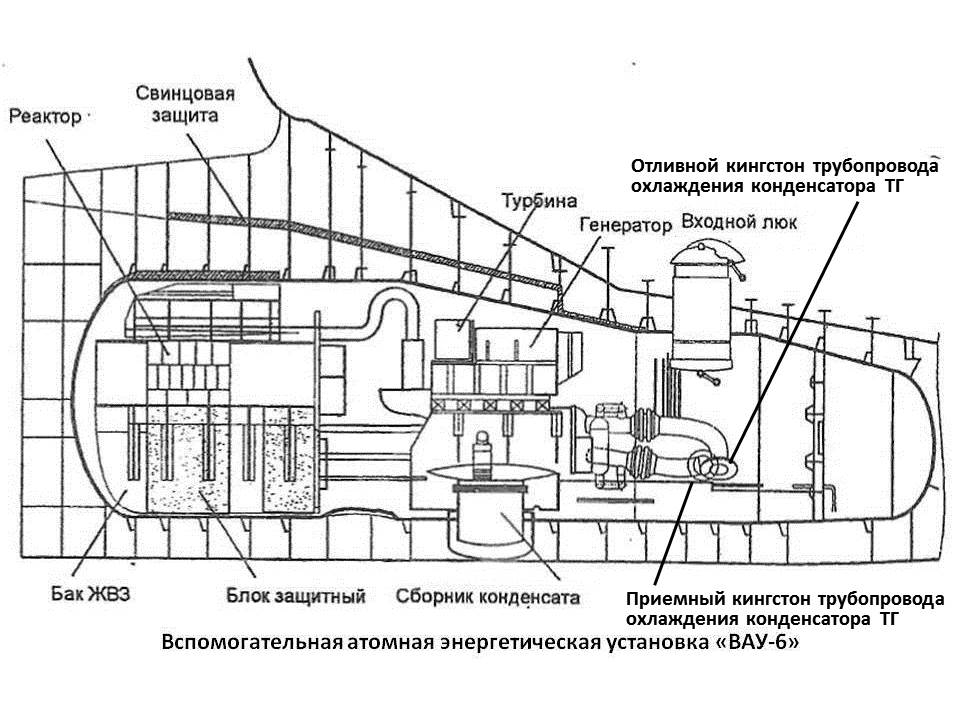
Пришло время разобраться с системой охлаждения ВАУ-6, вот выдержка из статьи в журнале «Судостроение» №3 за 2008 год:
«Для удобства монтажа и обслуживания установка ВАУ-6 была скомпонована в виде двух блоков. Блок паропроизводящей установки (ППУ) располагался в кормовой части контейнера. Монтаж блока ППУ, загрузка реактора рабочими каналами, монтаж блоков биологической защиты, разводка трубопроводов и установка арматуры проводились вне контейнера, после чего весь собранный блок вдвигался в кормовую часть контейнера и приваривался к фундаменту контейнера.
Блок турбогенераторной установки (ТГУ) устанавливался на амортизаторах в средней части отсека. Расстояние между блоком ППУ и блоком ТГУ составляло 700 мм, что обеспечивало доступ к передней стенке ППУ для осмотра расположенного на ней оборудования. Кроме блоков ППУ и ТГУ в IX отсеке располагались трубопроводы пара, воды, забортной воды для прокачки конденсатора, оборудование систем вакуумирования, автономной вентиляции, дренажа, освещения отсека.
Биологическая защита включала свинцовые пластины, размещенные на прочном корпусе контейнера, над блоком ППУ и на стрингере между корпусами контейнера и ПЛ, а также заливку из бетона под фундаментом ППУ и бетонные блоки, расположенные по бокам блока ППУ.
Из-за малогабаритности отсека в принятой одноконтурной установке с реактором кипящего типа, работающим по прямому циклу, пар из реактора после сепарации подавался прямо в турбину. При этом в замкнутом объеме реактора осуществлялась естественная циркуляция теплоносителя. Давление пара составляло 30—35 кгс/см2, что обеспечивало устойчивую работу.
Реактор ТВП-4 имел тепловую мощность 5 МВт. Малогабаритный турбогенератор М6, разработанный и поставленный Калужским турбинным заводом, представлял собой одновальный агрегат, состоявший из двухступенчатой турбины и трехфазного генератора переменного тока частотой 400 Гц и мощностью 600 кВт. На валу турбины устанавливался также двухступенчатый центробежный питательный насос. Частота вращения ротора — 8000 об/мин.
Полная герметичность турбогенератора достигалась за счет применения: единой опорно-роторной системы турбины-электрогенератора-насоса; гидростатических подшипников, охлаждаемых питательной водой; бесконтактного возбудителя, встроенного в ротор.
Герметичный контейнер за счет применения автономной системы вентиляции, компрессоров системы вакуумирования, полностью сварного 1-го контура обеспечивал нормальную радиационную обстановку в отсеках ПЛ. Биологическая защита обеспечила малую следность корабля, отвечающую требованиям, предъявленным к ПЛ.»
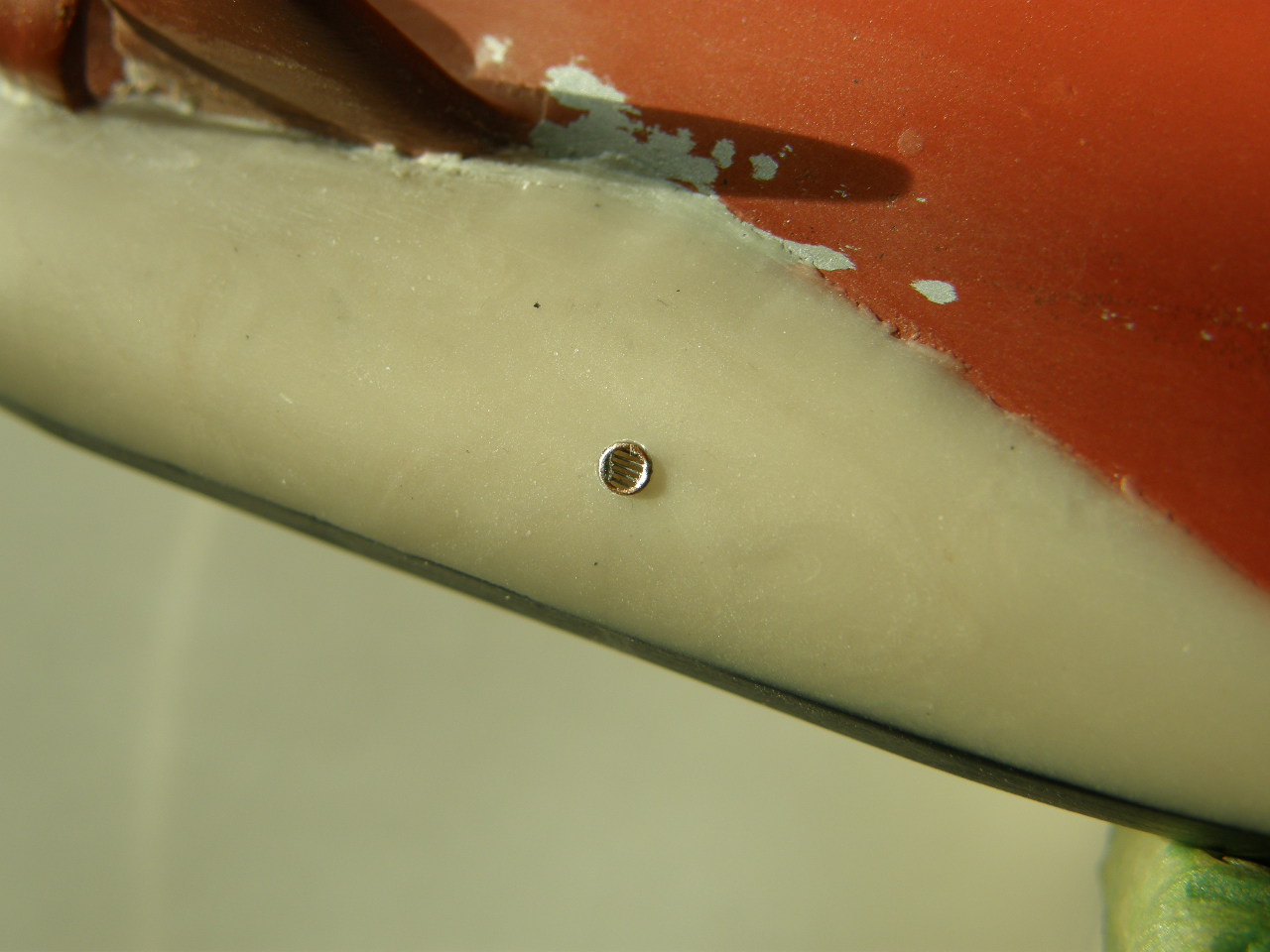
Кроме того, необычно была реализована система охлаждения конденсатора ТГ - один приемный кингстон с круглой решеткой располагался с левого борта контейнера и один отливной кингстон с круглой решеткой располагался с правого борта.
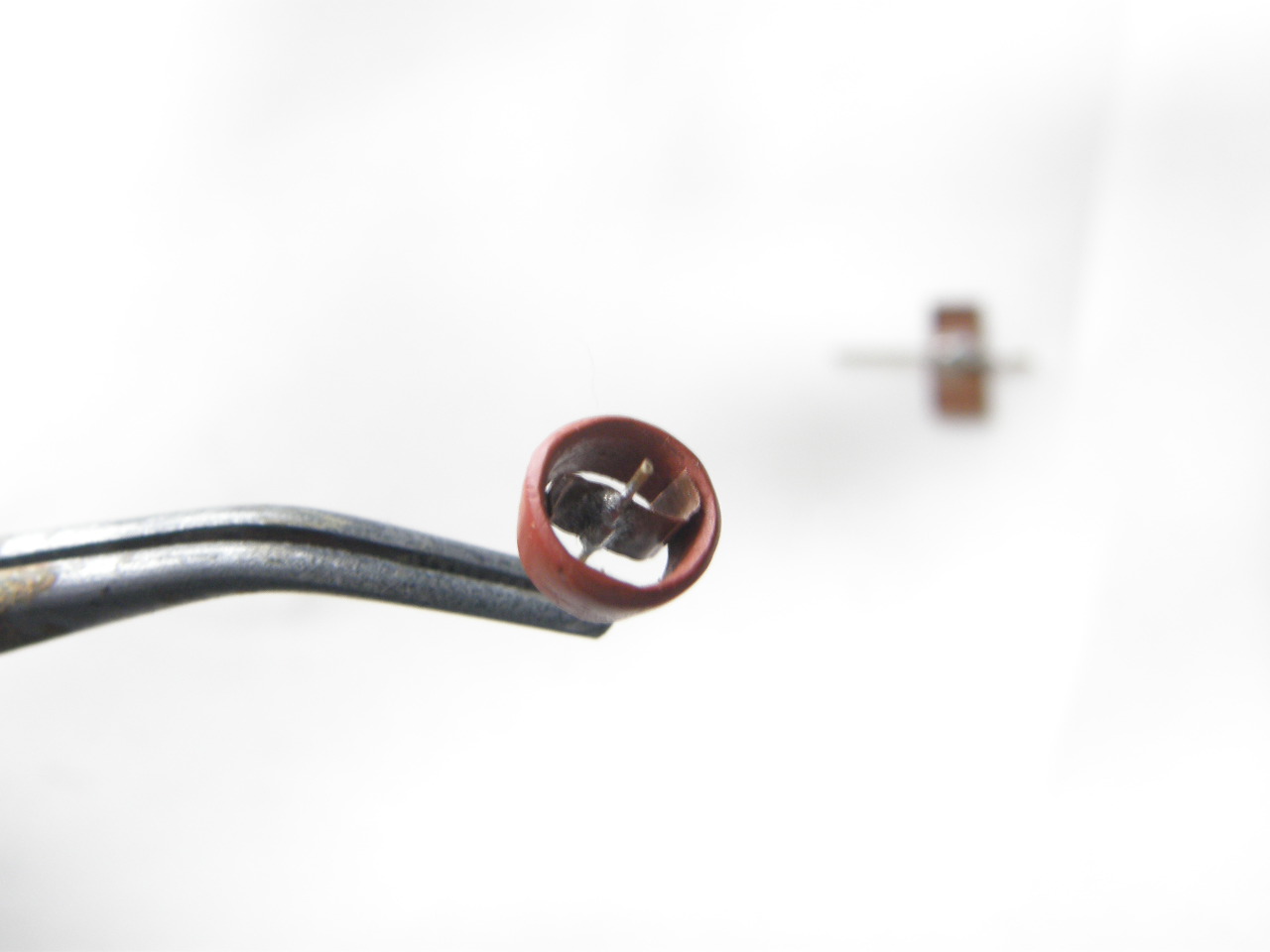
По технологии, изложенной в сказке «Большая дизельная подводная лодка Б-156 проекта 641» (ссылка) изготовил две круглые решетки с внешним Ø 1,3 мм и внутренним Ø 1,1 мм.

Высверлил отверстие в легком корпусе ВАУ-6 Ø 1,1 мм и глубиной 1 мм, затем на глубину 0,2 мм раззенковал его сверлом Ø 1,3 мм.

Сделал примерку решетки приемного кингстона с левого борта.


После этого - примерку решетки отливного кингстона с правого борта.

С уважением…
Теперь настало время винтов. Лодки 651 и 651Э проекта имели шестилопастной винт.

За основу взял конструкцию винта модели лодки 641 проекта от МикроМир, состоящую из двух трехлопастных частей.
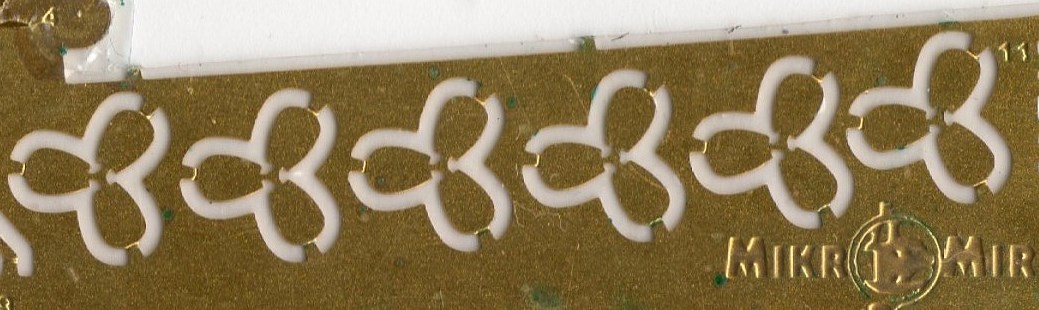
В программе ArtCam сделал трехмерный чертеж трехлопастной части в векторном виде.
Задал программу для лазерного станка и на медной фольге толщиной 0,1 мм, покрытой черным матовым оракалом, прожег тем же лазером трехлопастные части.
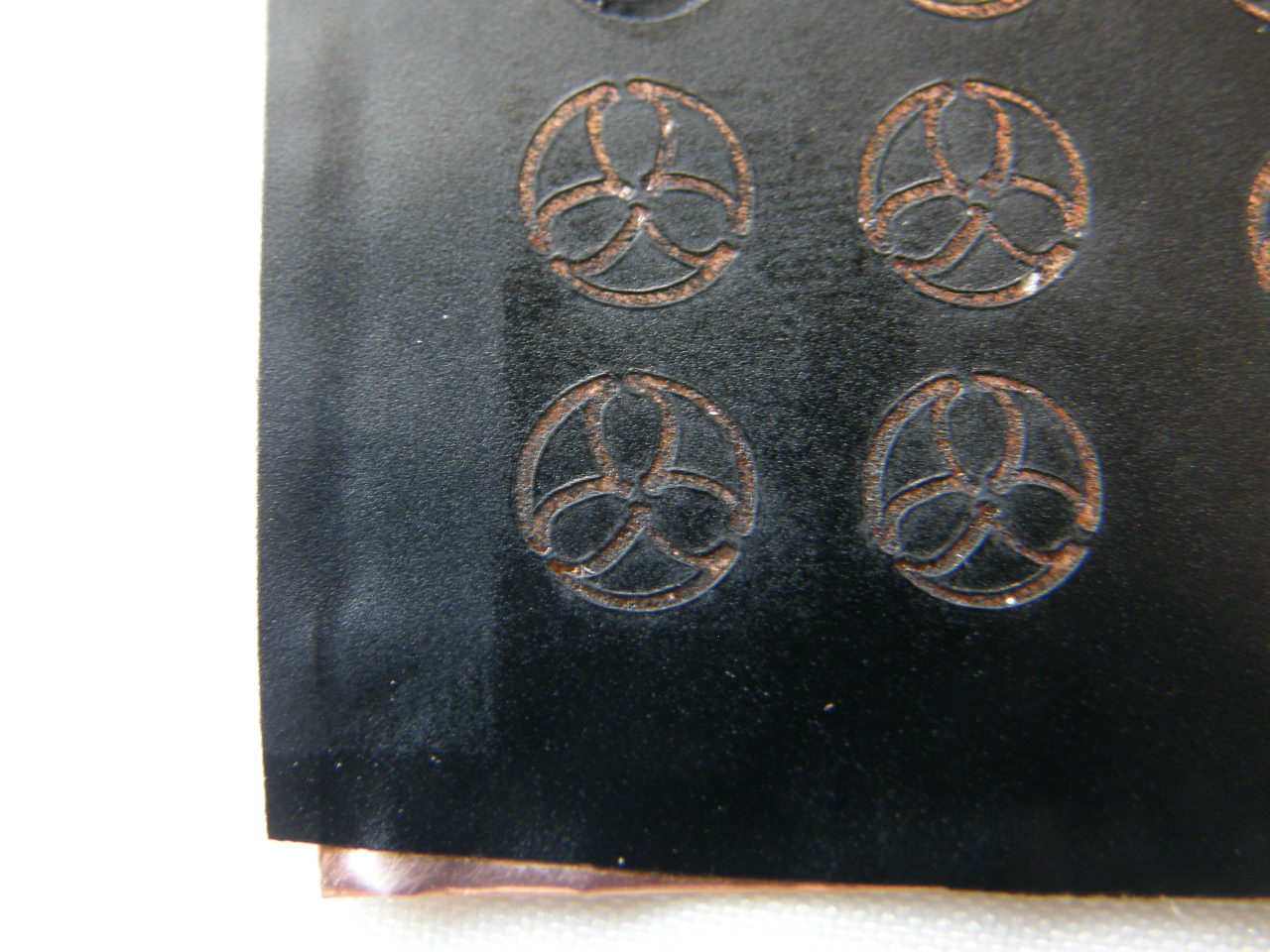
Острой иглой и пинцетом снял излишки оракала, тем же оракалом заклеил тыльную сторону медной заготовки и получил заготовку для фототравления.
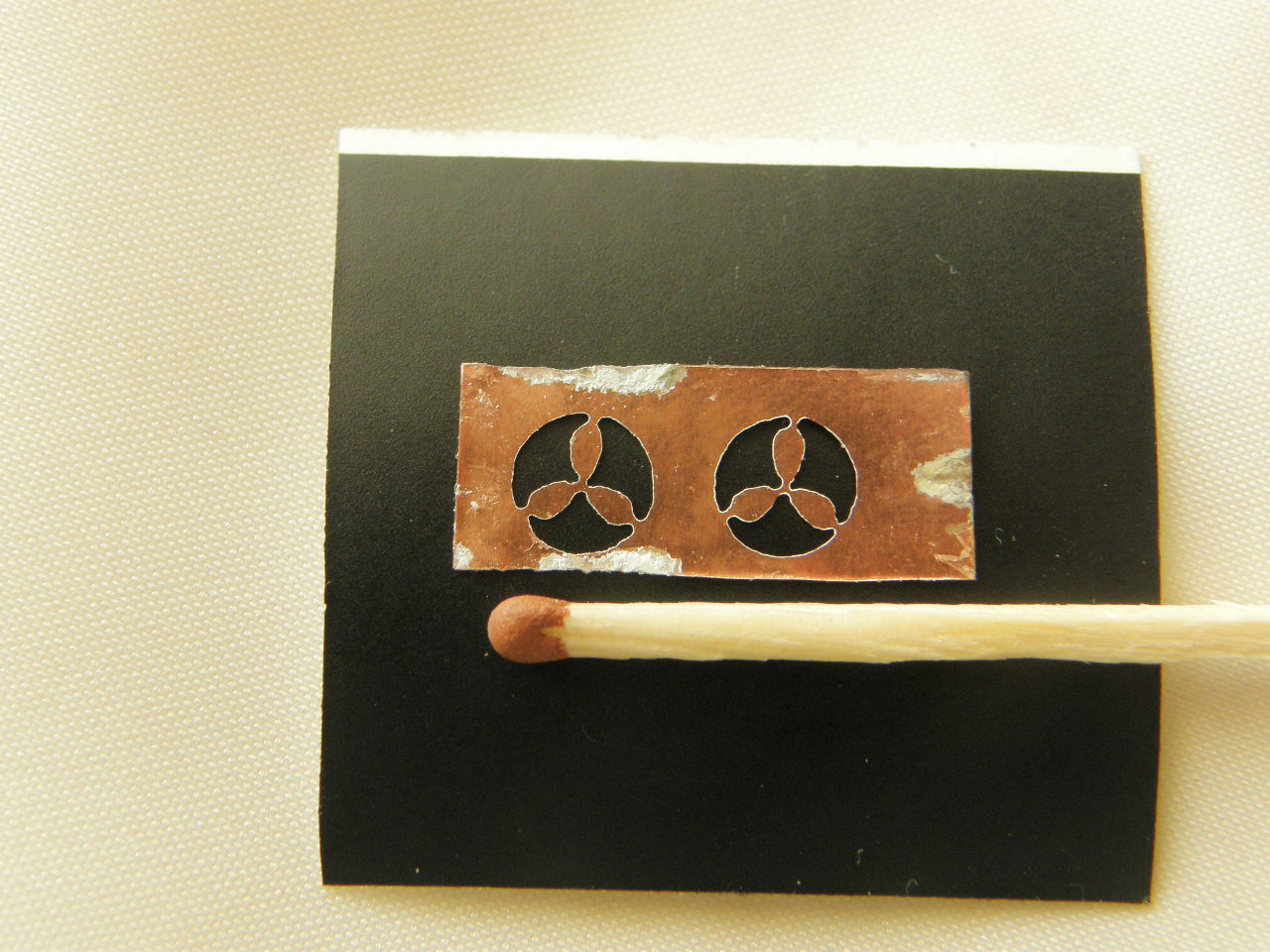
Способом электрохимического травления меди, как самого точного, вытравил лишнюю медь до появления черного оракала, приклеенного с тыльной стороны.

Снял оракал с верхней части лопастей.

Затем снял оракал с лицевой и тыльной части заготовки.
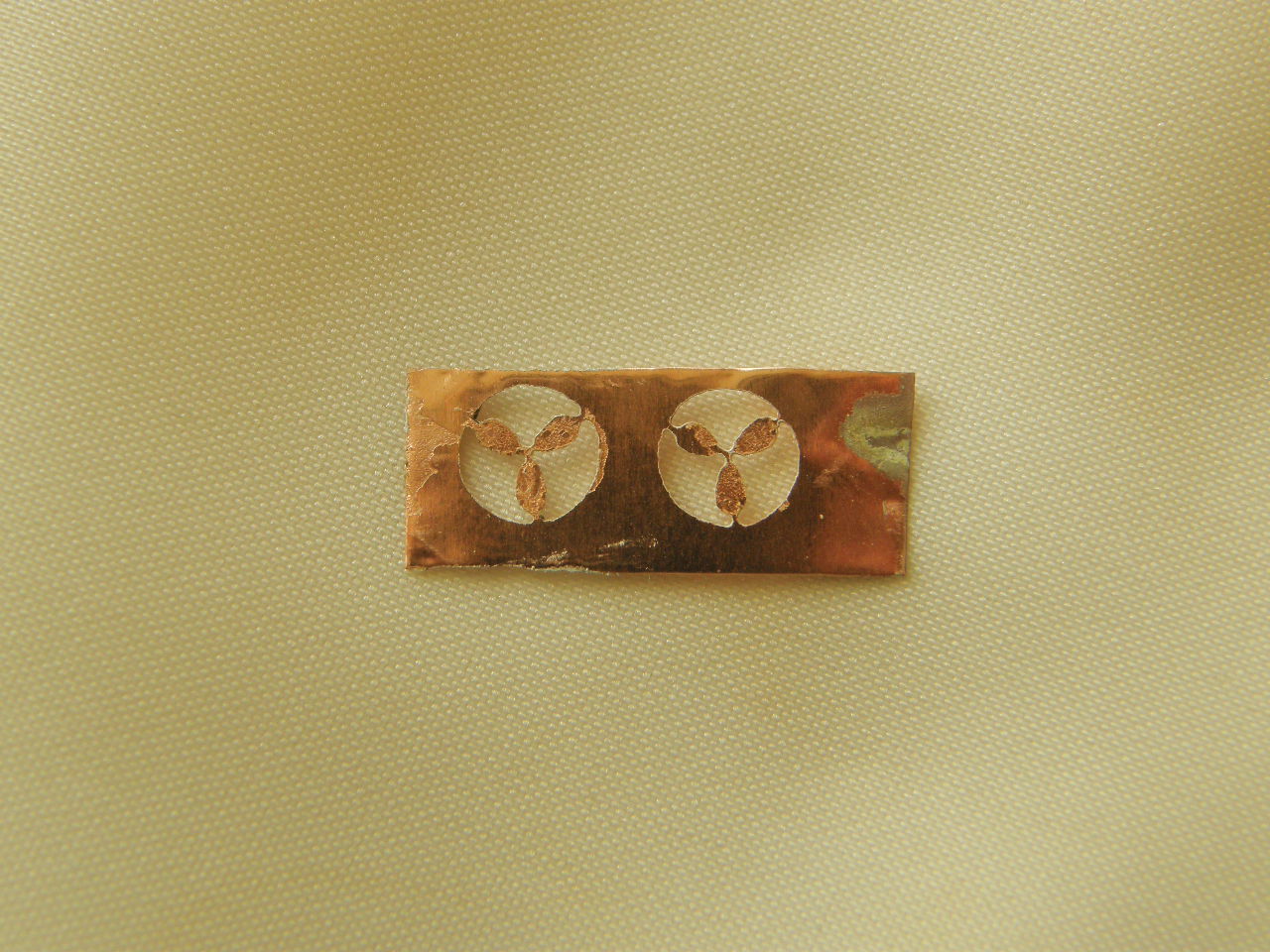
На выходе получил комплект из двух заготовок для шестилопастного винта.
С уважением…

Александр Олегович! Нет слов! Нервно курю в сторонке....(хотя курить бросил 5 лет тому)
@Александр Олегович,Молодцы! Хотя для электромеханического травления края получились рванные,но дальше будет лучше,надо просто чаще практиковаться. К тому же надфиля никто не отменял ![]() Тут ведь как с музыкальным инструментом,будешь на нём чаще играть-он будет всё чаще тебя радовать.Здорово!!!
Тут ведь как с музыкальным инструментом,будешь на нём чаще играть-он будет всё чаще тебя радовать.Здорово!!!
С Уважением, Сергей.

@Сергей Носов написал:Нервно курю в сторонк
А я вот, глядя на ЭТО, понял, что курить никогда не брошу......
С Уважением, Алексей.
...Ноги, крылья... главное - хвост!...
@Сергей Носов написал:Александр Олегович! Нет слов! Нервно курю в сторонке....(хотя курить бросил 5 лет тому)
Спасибо, Сергей. А курить не надо, особенно нервно, лучше действовать по принципу: "Курить не курю, но рюмку хряпну"
 . Хотя сейчас и то и другое Минздрав не одобряет.
. Хотя сейчас и то и другое Минздрав не одобряет.
С уважением...
Ну, Минздрав слушать.... По этому поводу старый анекдот: т.Сталин спрашивает народного комиссара здравоохранения: "Таварищ народный камиссар, пачэму на Вашей пачке папирос написано: "Наркомздрав прэдупрэждает- Куренье опасно для Вашего здоровья", а на моей: "Наркомздрав желает товарищу Сталину крэпкого здоровья и кауказского долголэтия!"
@Сергей Ставилэ написал:Александр Олегович,Молодцы! Хотя для электромеханического травления края получились рванные,но дальше будет лучше,надо просто чаще практиковаться. К тому же надфиля никто не отменял Тут ведь как с музыкальным инструментом,будешь на нём чаще играть-он будет всё чаще тебя радовать.Здорово!!!
Спасибо, Сергей, обязательно воспользуюсь Вашим советом, поскольку перед Вами -заготовка. Только обрабатывать буду не надфилем (толщина заготовки 0,1 мм), а специальным резиновым бором, для этого и форма заготовки так сделана. Вот только это электрохимическое (гальваническое) а не электромеханическое травление. Если такое есть расскажите о нем. И еще, как специалист с радиоэлектронным образованием, объясните мне – почему электрохимическое травление точнее химического?
Как обстоят дела с винтами для 667 проекта, которые Вы обещали сделать Игорю Ушакову (ссылка) больше года назад? Хотелось бы поучиться у Вас как делать винты.
С уважением…
@Александр Олегович,
Дико извиняюсь за грубую ошибку, конечно же электрохимическое.
И я не специалист, высшего образования у меня нет, только техникум ![]() .
.
Почему оно лучше?В свое время проводили опыты, делали платы разными способами. Химическое травление, неравномерно травит плату. Много факторов влияет,например плохо обезжирил, раствор сам по себе остывает. Думаю Вам хорошо известно,что делают в таких случаях,приходится либо доставать готовую часть платы, а остальное утапливать в растворе. Либо в том месте,где плохо травится нужно помешивать раствор, таким образом ускорять процесс. Электрохимическим способом таких проблем у меня не было, но почему то полюбил больше именно химический. Первый мой усилитель заработал с первого раза(простой на 10w), а вот гитарные примочки заработали далеко не сразу. Если не соврать,раза с 10 го наверное. К 10му разу у меня уже были очень хорошие дорожки,нигде не приходилось допаивать проволоку,все прозванивалось "на ура". Тогда то я и штамповал платы одну за другой и собирал усилители,блоки питания,мультивибраторы и прочие устройства. Прошло много времени и я попробовал вытравить себе палубу для 667го проекта,и вспомнил,что нужно этим заниматься чаще, что бы снова набить руку,чего Вам и пожелал.
Про травление мы с Вами уже вели беседу по скайпу, не имею возможности в данный момент этим заниматься. Я это делал методом ЛУТ(Лазерно утюжная технология). Лазерного принтера у меня тут нет, помещения для таких работ на съемной квартире к сожалению тоже нет. Вы ведь прекрасно понимаете,что точного трафарета лопастей нигде нет,что нужно изготовить несколько разных образцов. А для этого нужно постоянно будет изменять его и тут же печатать. Как появится возможность,я обязательно этим займусь. У меня много идей для создания деталей из фототравления. Всему своё время.
Всё что осталось из архивов. Всё это до сих пор работает. 
С Уважением, Сергей.
@Сергей Ставилэ написал:Александр Олегович,
Дико извиняюсь за грубую ошибку, конечно же электрохимическое.
И я не специалист, высшего образования у меня нет, только техникум .
Сергей, свой первый детекторный приемник я спаял в 1972 году, а фототравлением занимаюсь с 1973 года. Вот пришло время возродить старое, конечно, все на флоте достигается тренировками. Об электрохимическом способе травления Вы писали все правильно. Если для обычных схем ширина дорожки (в среднем) составляла 1-2 мм, то для винтов и другого травления пришлось проработать методику с точностью на десятые доли миллиметра (в крестовине между лопастями ширина должна быть 0,15 - 0,2 мм. Вот для этого и был применен способ электрохимического (гальванического) травления. Делаю это с помощью лабораторного блока питания. Который имеет режимы «Постоянного тока» и «Постоянного напряжения».
С его помощью хорошо контролировать процесс фототравления, поскольку электролит не прозрачен и имеет темный цвет, а постоянно вытаскивать из него заготовку неудобно. Кроме того, электрохимический способ позволяет значительно сократить время процесса, медь 0,1 мм (обычно в электронике применяется толщина фольга 0,36 или 0,18 мм) травится за 20 минут. Устанавливаю постоянное напряжение 5В и в начале процесса ток имеет величину 0,06А. В ходе травления ток постепенно падает и с достижением 0,01А вытаскиваю заготовку для осмотра, после этого жду падения тока практически до 0А и извлекаю заготовку. Это о травлении для электроники.
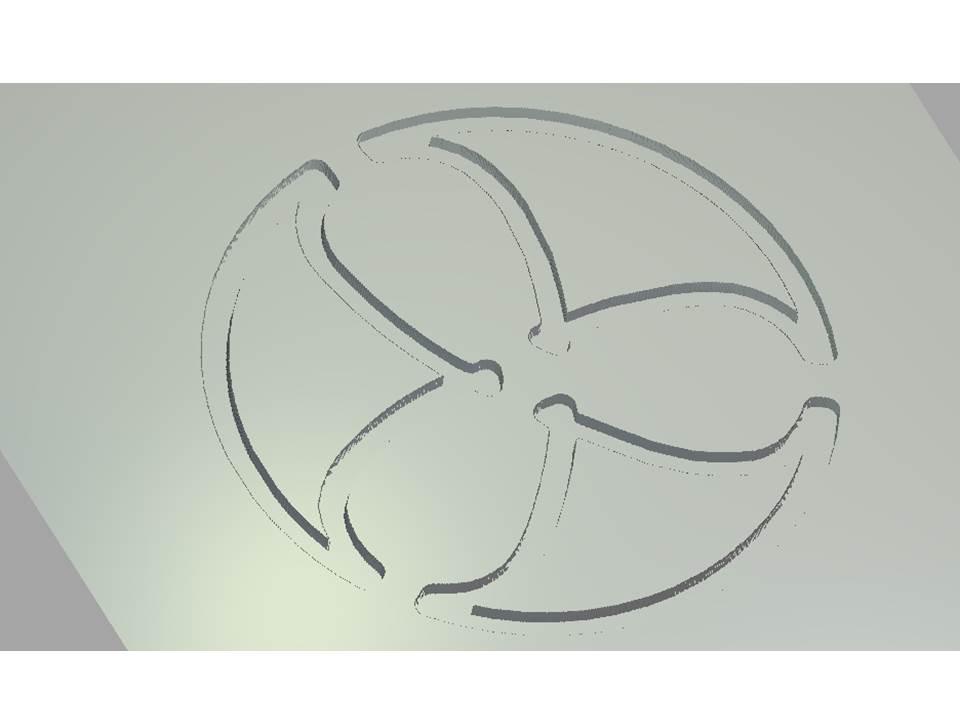
В настоящее время практически все модельное травление делается гравировкой, она же стала использоваться и для изготовления электронных плат. Этот способ тоже рассматривался и для изготовления винтов. Выкладываю снимок гравировки винтов фрезой 0,1 мм, но при вращении фрезы тонкая фольга сминается и рвется. Чтобы этого не случилось, фрезу заглубляю на 0,05 мм, благо станок позволяет работать с точностью 0,001 мм. Придет фольга 0,2 мм – попробую.

Ну а чтобы не тянуть с винтами, пустил процесс в серию и сделал электрохимическим способом заготовки для остальных винтов с запасом. На первых снимках не смыл ацетоном осадок от электролита с торцевой поверхности заготовки.

С уважением…
Уважаемые коллеги, приветствую Вас! После небольшого перерыва продолжил постройку модели подводной лодки 651Э проекта.
Из элементов винта, изготовленных способом электрохимического травления (ссылка) по технологии, примененной мной при постройке модели подводной лодки 641 проекта (ссылка) изготовил винт правого вращения, вроде бы навыки работы с китайской паяльной пастой пока не утеряны.


С уважением…
@Александр Олегович написал:После небольшого перерыва продолжил постройку модели подводной лодки 651Э проекта.
Ну да, почти год срок совсем небольшой!
С Возвращением!
С Уважением, Алексей.
...Ноги, крылья... главное - хвост!...
@Алексей Лежнев написал:Александр Олегович написал:После небольшого перерыва продолжил постройку модели подводной лодки 651Э проекта.
Ну да, почти год срок совсем небольшой!С Возвращением!
С Уважением, Алексей.
Спасибо, Алексей. Очень уж не люблю незаконченных дел. Извините, издержки воспитания.

Александр, рад возвращению в строй! Соскучился по интересной сказке.
Cada palabra De Dios es la Verdad.
Мы истину забудем слов своих, сменив на дымное звучание иных.
@deLoro написал:Александр, рад возвращению в строй! Соскучился по интересной сказке.
Спасибо, уважаемый deLoro. Чтобы модель из смолы от Полярного Медведя не осталась банальной разукрашкой, пришлось потратить некоторое время для поиска новых подходов к этому материалу.
С уважением...
Спаяный винт вымочил в течение 5 часов в ацетоне для удаления шлака от пайки и обезжирил в 5% растворе серной кислоты. Затем покрыл гальванической медью в электролите матового меднения в течении 1 часа.

На винте получил слой меди в 0,1 мм, при этом решалось две задачи:
- укрепление всей конструкции за счет увеличения толщины меди, после чего винт уже смело можно обрабатывать наждачкой и надфилем;
- «закрашивание» тонким слоем меди серебристых следов пайки от китайской паяльной пасты, которая очень хорошо покрывается гальванической медью.
Заготовку обработал впоследствии надфилем.

Для полировки и придания блеска с золотистым оттенком подвергнул винт электрохимической полировке в ортофосфорной кислоте в течении 10 минут, при этом удаляется слой меди в 0,05 мм. Кислоту приобретал в магазине радиоэлектроники «Чип и Дип». Кислота, приобретенная в других магазинах того же Госта подобного эффекта не давала.

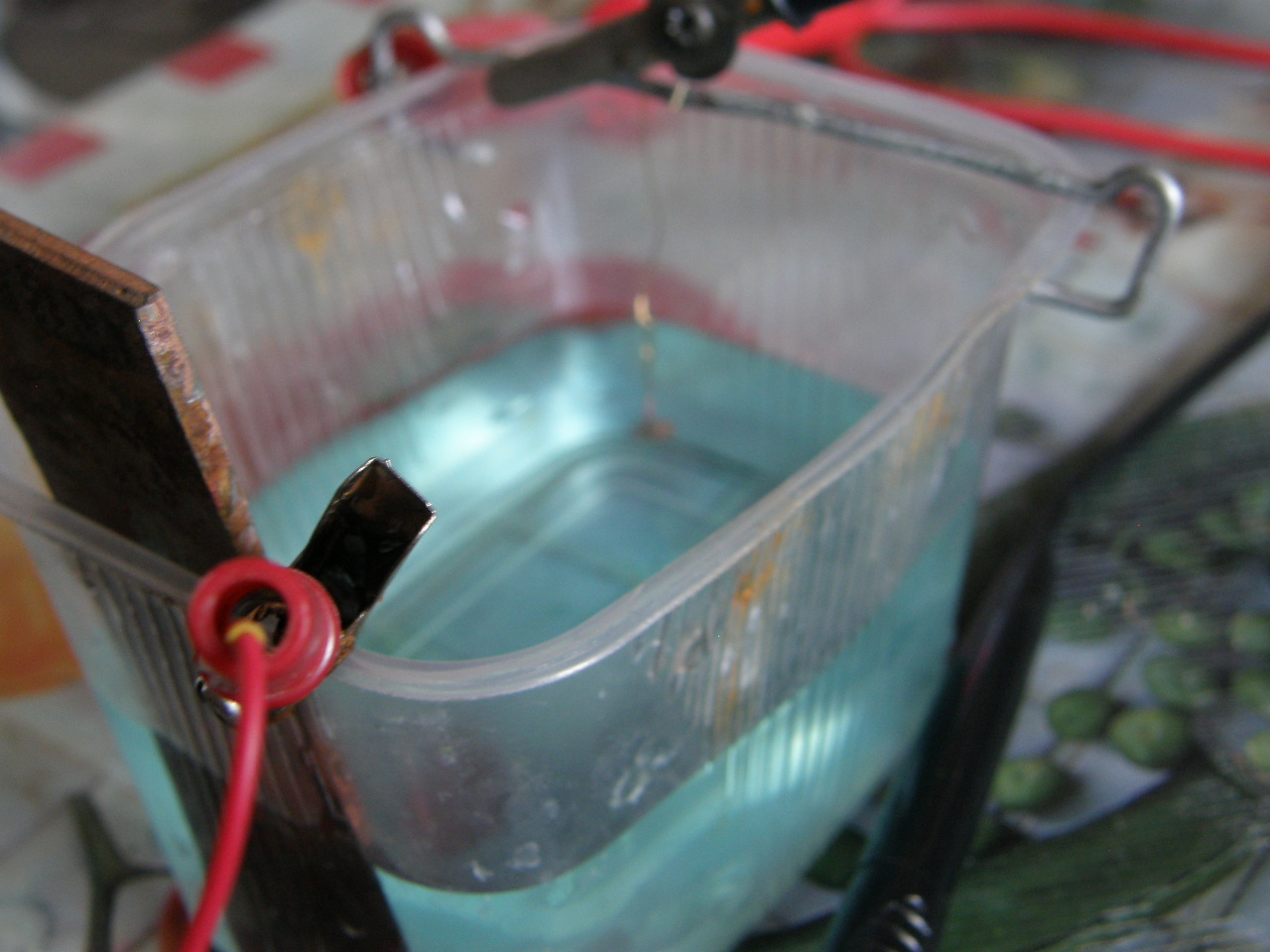
В итоге получил винт с блеском. Винт не теряет блеска со временем, так как при электрохимической полировке еще и покрывается тонкой окисной пленкой и не требует покрытия лаком.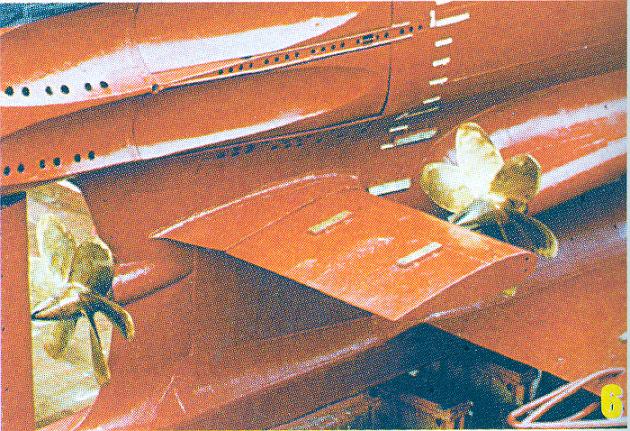




С уважением…
Аналогичным образом спаял винт левого вращения и покрыл гальванической медью в электролите матового меднения. Уменьшением тока при гальванизации на 0,01А добился более ровного покрытия медью по сравнению с винтом правого вращения (дендритов почти не было и меньше пришлось работать надфилем).


Провел электрохимическую полировку в ортофосфорной кислоте.


На выходе получил два винта (правого и левого) вращения.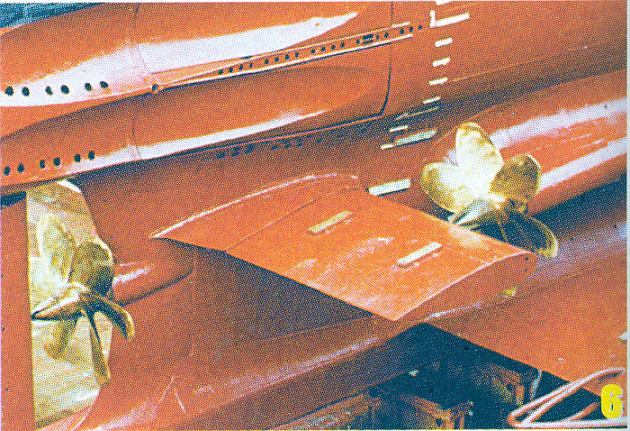


Для сравнения выложил винт предлагаемый производителем в наборе (Полярный Медведь).

С уважением…