






































| Цитата |
|---|
| "Работа принтера, первые настройки. |
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
|
|
|
|
|
|
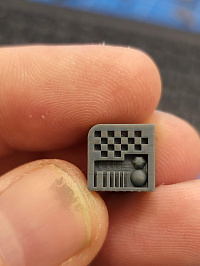
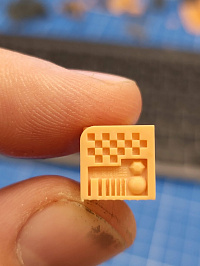
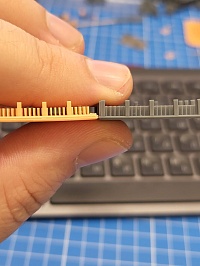
Я всё-таки продолжу ворчать по Резиону М70 - что ж, я признаю. Он немного поточнее и немного лучше сглаживает - да . Пропечатал кубик - Ну, как бы, на фото. Это толщина слоя по 50 мкм. При 25 мкм элегу ведёт себя лучше, но кубик пока не сделал.
       Из конкретных и нерешаемых минусов: 1. Нестабильность результатов. Даже при установке рекомендуемых параметров модель может легко отклеится от платформы. От чего это зависит - вообще хрен его знает. Пластина 7 на 7 см (49 квадратных см!) не отвалилась при печати, зато пластинка из нескольких кружочков с основанием в пару квадратных сантиметров максимум - отвалилась. И это при выжарке в 88 секунд первого слоя. 2. Из выжарки слоя в 88 секунд вытекает второй недостаток - те же полупальцы распечатать нельзя - часть их длины тонет в подложке. Решение - только ставить пластину на поддержки и надеяться, что не отвалится. 3. Поддержки. Не так. ПОДДЕРЖКИ! Элегу я могу подсунуть модель, которая вся держится на тонких поддержках (0,3 мм точка контакта). Резион этих поддержек просто не замечает - они что есть, что нет - отваливается. Надо минимум 0,6 мм. При этом их надо ставить чаще, иначе провиснет (хотя элегу тоже между поддержками провисает будь здоров) 4. Свесы не допускаются от слова совсем. Любой свес от поддержки - это прощай кусок модели. Элегу прощает сильно больше ошибок в том числе и со свесами. Траки - в принципе, траки из М70 ведут себя не хуже, чем из Элегу. Полупальцы по указанным выше причинам не использовал - вместо 3 мм - 1,8. 1,2 мм сожрала подложка при прожарке в 88 сек. Да, еще из особенностей - Резион даёт сильно матовую поверхность. На ней рассмотреть муар практически невозможно без выкраски, хотя он таки есть и местами хорошо заметен. Вот покрыл грунтом, да, на элегу муар выражен сильнее (впрочем, это не самый лучший экземпляр, на water washable еще сфотографирую позже), но он визуально заметен и присутствует на Резионе тоже.  PS Elegoo 8k Water washable при печати ведёт себя как бы не лучше обычной, что меня очень сильно радует, с учетом привалившей халявы (water washable по цене обычной).
Изменено: - 01.12.2022 17:25:21
|
|
|
|
|
А как они печатаются?... Просто если длина тонет в подложке - мы возвращаемся к тому что у вас не хватает задержки перед печатью... Условно - если подложка в файле высотой 0,4мм - то она должна быть около 0,4мм , в противном случае - смола начинает засвечиваться раньше чем печатный стол и плёнка успокаиваются на толщине одного слоя. Как вариант - на фрозене такая же хрень с багом в прошивке как и на Марс 3 и задержка при печати первого слоя не выдерживается - тогда какие бы Вы настройки не ставили - печать на М70 будет не стабильной, ибо первый слой будет слишком толстым и фигово липнуть к столу... |
|||
|
|
|
 Сама модель - полупальцы на основании высотой 0,1 мм (просто, чтобы была собственная подложка). Плюс в личи добавляется плот высотой 0,5 мм, кажется. Добавлял толще - разницы вообще никакой. Фактическая толщина основания на смоле Элегу - 0,72 мм подложка и 2,78 мм столбик (при теоретической высоте 3,1 мм, но небольшой остаток остается на подложке) при выжарке в 21 секунду. При выжарке в 45 секунд эффект примерно как на резионе. Резион - фактическая толщина основания - 1,33 мм, высота столбика - 2 мм. Выжарка 88 секунд. Насчет контакта со столом - на фрозене лазерная гравировка стола такими "сотами". На подложке резиона на удачных моделях все прекрасно с этой самой гравировкой - она отпечатывается идеально, без пропусков. Я даже печатал 7 на 7 плашку траков - да, всё в порядке, вся плашка идеально прилипла. Запустил сейчас печать - первая выжарка идёт сразу, есть такое дело. Поднимать ручками все модели на один слой в слайсере? Или можно как-то автоматом один пустой сделать? |
|||
|
|
|
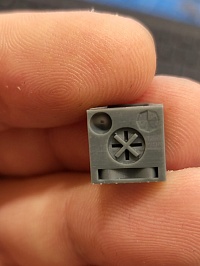
Кстати судя по фоткам кубика, у М70 чуть получше с детализацией по Z, так как у нее больше горизонтальные пазы пропечатались. Но таки да-смола своенравная, спорить не буду... |
|||||||||
|
|
|
Ну вот и ответ. десятки 2-3 легко могут с первого слоя попытаться запечься, а из кубика 3DSLA видно что у М70 паразитка по Z, или иначе говоря глубина проникновения УФ света - около 0,2мм, но не более 0,25мм, в то время как у Элегу 8к - глубина где-то в промежутке между 0,25 и 0,5, то есть может быть и 0,4 и т.д. Да, это при обычных слоях, но и на первичных - там будет не сильно больше, как итог - у вас еле-еле пробивает смолу до стола и она очень фигово держится, в особенности это будет проявляться по центру стола - там плёнка провисает сильнее чем с краёв. "Выжарка" как вы её называете никак не влияет на толщину слоя - слой должен жёстко формироваться с одной стороны столом, а с другой - плёнкой. Но сейчас почти все принтеры устроены так, что плёнка не лежит на экране, а висит на собственном натяжении - в лучшем случае натянута между рёбер чёрного окантовочного скотча, который по толщине может быть около 0,2 и больше мм, соответственно чем гуще смола - тем сложнее натяжением плёнке - подняться и "выдавить" смолу из под печатного стола и выставить заданную толщину слоя. Бонусом если в самой конструкции кареток, крепления стола и т.д. есть люфты, а на всех бюджетных принтаках они есть ("бюджетные" в данном случае до полумиллиона рублей  ) ), - эти люфты так же не выбираются без паузы на нижних слоях - получаем ещё пару десяток - и вот Ваш бутерброд из толстенной подложки в 1,3мм и выходит. ) ), - эти люфты так же не выбираются без паузы на нижних слоях - получаем ещё пару десяток - и вот Ваш бутерброд из толстенной подложки в 1,3мм и выходит.Надеюсь понятно получилось объяснить Лечится это, как я упоминал, либо поднятием модели после поддержки на один слой (чтоб поддержки и "плот" поднялись), либо можно очистить первый слой через утилиту UVTools, в ней же убрать время запекания для первого слоя. Автоматом к сожалению, не знаю как это сделать... Из дополнительного что можно сделать: 1) Греть густую смолу в горячей воде перед печатью, чтоб на первых слоях она была пожиже и быстрее ровнялась в слой. 2) Наклеить в чёрную рамку (внутрь, а не поверх) на экран защитную плёнку от планшета, чтоб эта плёнка была выше чем чёрная наклейка и плёнка опиралась на неё, а не висела в воздухе, натянутая между рёбрами чёрной плёнки-рамки. В настройках печати: 1) при использовании густой смолы - обязательно проверить что паузы выставлены так, что смола успевает успокоиться перед засветкой слоя. 2) уменьшить скорость ретракта (опускания) платформы. Самое интересное что на серой Вашей смоле - тоже есть такая проблема, ибо плот тоже сильно толще чем заданная толщина... Поскольку я печатаю обычно сильно окрашенными смолами (у которых глубина отверждения ещё меньше чем у М70 в итоге) - я делаю почти всё из вышеуказанного, а именно - поменял чёрную плёнку на тонкий каптон, внутрь наклеил защитную плёнку для планшетов - этого хватает чтоб моя смола уверенно на первых слоях держалась за платформу, когда площадь печати не сильно большая. А когда речь идёт об ответственных деталях - то я ещё делаю первый слой печати пустым. Без всех этих "модификаций" - смола вообще ни при каких условиях к столу не липнет в 100% случаев, причём она достаточно жидкая, поэтому дополнительно я её не грею.
Изменено: - 02.12.2022 14:48:25
|
|||
|
|
|
Есть теория (не моя), что якобы даже при недостаточно параллельно выставленном столе (особенно характерно для продукции Элегу с его 2 винтами фиксации и неправильной инструкцией, которая советует сначала полностью закрутить передний винт, что гарантированно дает наклон стола относительно экрана) это не критично, тк засветка базовых слоев пробивает даже отстоящие дальше участки стола и базовые слои в конце по факту получаются практически параллельными экрану независимо от исходного угла стола. Этакое "авто-выравнивание за счет пересвета базы"... Что скажете?
Изменено: - 02.12.2022 15:58:05
|
|||
|
|
|
|
Сергей,
Это не теория, а вообще изначальный смысл базовых слоёв - исключить факторы не идеальной параллельности печатного стола с экраном. Даже сама поверхность печатного стола зачастую имеет кривизну, и идеально её откалибровать без фрезеровки - нереально. Далее у нас уже описанные выше люфты всей конструкции и т.д. Дело в том, что это всё работает в большинстве случаев для "домашних" или обывательских полимеров, у которых проникновение по оси Z - очень велико, ими можно хоть слоями по пол мм печатать )Другой разговор, когда речь идёт о полимерах с заявленной более высокой точностью, они как правило и с паразиткой по Z уже меньше - и тут уже у многих пользователей, которые неверно настраивают принтеры возникают массовые проблемы с адгезией к столу и т.д. Особенно когда народ вообще забивает на паузу перед печатью. Кроме того раньше не было проблем с задержкой перед засветкой из-за того, что слой полимера засвечивался намного дольше на ргб матрицах - то есть смола успевала хоть как-то выровняться в момент отверждения. Сейчас же, когда смолы твердеют за 2-3 секунды - проблема с недостаточной паузой стала более актуальной. |
|
|
|
|
Подскажите, пожалуйста, каким полимером Вы печатаете и какой советуете? Условно если эту элегу подкрасить желтым красителем - она станет точнее по оси Z (по XY её точность не так уж драматично отличается от Резиона) и лучше сглаживаться?
Изменено: - 02.12.2022 17:36:54
|
|||
|
|
|
|
Ghost-Evg,
Мне тяжело что-то советовать, т.к. я ограничен в выборе полимеров, так уж сложилось что на большинство полимеров, особенно Китайских, у жены - аллергия. Поэтому у меня не сильно большой опыт печати разными полимерами - я как нашёл те которые меня устраивают, так и не искал других. Я печатаю сейчас полимерами HarzLabs. Модельным и Industrial Flex в основном. Беру "натуральный" и его уже крашу по вкусу. Раньше красил в чёрный, сейчас мешаю чёрный и оранжевый пополам, получается тёмно-коричневый, сглаживает получше чем просто у чёрного, при достаточно хорошей детализации по ХУ. Точность по Z зависит не только от цвета, но и от плотности окраса. Кроме того сильный окрас полимера сказывается на его физ-мех свойствах, учтите это. Базовые полимеры, если сильно переколеровать - становятся более хрупкими. Окрашивание полимера в жёлтый конечно улучшит его точность по всем осям, не только по Z, а вот со сглаживанием - тут вопрос. По идее серый должен лучше сглаживать следы от пикселей, чем жёлтый, ибо серый содержит белый пигмент, который рассеивает и отражает свет, благодаря чему он собственно менее точный по осям XY. Так что тут я не могу сказать точно |
|
|
|
|
|
Ну что, с пустым первым слоем толщина подложки вместо 0,6 - 0,87. Больше, чем вчера получилась.
Кстати, тогда вопрос в калибровке оси Z - если плёнка даже висит в воздухе, получается, что на первый слой платформа вообще опускается чуть ли не прямо на платформу? Поясню - у меня сейчас стоит плёнка хардлайт 125 мкм. Для калибровки оси Z на стол кладётся листок бумаги - это меньше 100 мкм. Или это как-то не так работает? Кстати сказать, у Фрозена сделано достаточно интересно - экран чуть выпирает выше уровня платформы. Возможно, что плёнка и лежит в этом случае... |
|
|
|
|
|
Ghost-Evg
Вы попробовали бы пустой слой на М70 лучше Я допускаю, что на Элегу этой проблемы конкретно не было - всё таки 0,72 заместо заданных 0,6 - это не то чтоб критично, я бы даже сказал что в пределах нормы. Просто как-то из головы вылетело что там плот 0,5мм, когда я сказал что есть проблема и на Элегу.
Так и работает, только листок должен ходить легко - соответственно толщина там должна быть больше 100мкм. Я обычно вообще 2 листка кладу. Частая ошибка новичков (и упущение инструкции) - это калибровать так чтоб листок вообще перестал ходить. Он должен лишь с чуть увеличенным усилием ходить от прижима, а не быть наглухо зажат платформой при калибровке.
А какая разница, если на него, поверх, один фиг наклеен чёрный кант? Этот кант имеет толщину свою, и плёнка натягивается на него, а не ложится на плоскость экрана.Касательно задержек и правильной, а главное, очень логичной методы выставления нуля у принтера - рекомендую к просмотру данное видео, которое наглядно показывает в цифрах - как выбираются люфты у платформы во время печати первых слоёв. Приведу цитату из своего обзора принтера, как делать логичное выставление нуля:
|
|||||||
|
|
|
|
АК3D, спасибо большое!
В общем, получилось после первого пустого слоя сделать подложку приличной и на Резионе - всего 0,88-0,92 мкм против 0,6. Заодно заказал каптон и пленку для планшета. Буду ещё с этим работать. Но опять вернулся к той же проблеме - 88 секунд - слишком много для базового слоя. Треть деталей отвалились от подложки. Не от поддержек, а именно поддержки с подложки. Еще сегодня попробовал почистить спирт в курокамере - отстоянный спирт, с которого слил осадок поставил на час под УФ. Образовалась куча белого студня. Спирт профильтровал через сито - часть мелочи проходит. Ещё заказал бумажные фильтры - красная и синяя лента. PS кажется, я понял, почему перед первым слоем не работает задержка благодаря Вашему видео. Вопрос скорее всего в том, что первое опускание не считается ретрактом. Поэтому цикл начинается не с ретракта, а с запуска печати. Соответственно и пауза перед этим моментом не работает - цикл то только начался. И раз такая дребедень на принтерах разных производителей, то это общее свойство всех читу матерей с какой-то там версии.
Изменено: - 04.12.2022 12:37:00
|
|
|
|
|

|
Есть! Резион побеждён. Условия следующие:
-"Чёрный" первый слой с временем засветки 0,1 секунда (меньше нельзя) - Время на базовые слои - 40 сек - Высота слоя - 50 мкм (начиная с самой модели меняю на 25 мкм) - время засветки основного слоя - 2,3 секунды на 25 и 3,3 на 50 мкм - Задержка перед печатью - 3 секунды, после печати - 1 секунда. - высота отрыва - 7 мм - скорость отрыва - 60 мм/мин - скорость ретракта - 150 мм/мин и последние 1,5 мм - 30 мм/мин После такого подложка остаётся не особо хрупкой, на ней держатся поддержки, на плёнке не осталось ничего - даже столбики. PS - Толщина подложки на полупальцах - 0,52 мм вышла. Очень близко к желаемому. |
|
|
|
|
Запустил это на Сатурне 2. Вентилятор отключило, но только до следующей перезагрузки принтера. |
|||
|
|
|
|
Написал всю ситуацию с задержкой печати во Phrozen, а они мне предлагают поставить Z-offset в 20 мм. И прислали вот такое видео:
Чет я не понимаю, каким образом поможет светить фотополимер в 2 см от поверхности стола? Чтобы что? |
|
|
|
|
|
Алексей, Ну, значит в новой плате или прошивке народ из читу что-то переделал. Всё-таки коды проверены на принтерах старых ревизий. Возможно поменяли код сохранения настроек, надо спросить у Сергея его gcode, он говорил же что на Saturn 2 тоже должно работать. А кстати, на флешке с Сатурн 2 - прилагался gcode с настройками принтера? На флешке с Марс 3 - у меня лежали базовые настройки. Ну или можно попробовать слить файлы настройки с принтера, я выше кидал как это можно сделать. Опять же если ничего не изменили
Ghost-Evg,
Я думаю, до них просто не донеслась ситуация, потому как смысла это не имеет ну никакого ) |
|||
|
|
|
|
AK3D, да похоже на то. Хотя я и видео записал уже. Ладно, в общем, работает - и ладушки )
|
|
|
|
|
На моем Марсе 3 (писал длинным путем, все команды вообще) - запомнило. У знакомого с Сатурном 2 (он писал уже коротким путем только 3 команды) - тоже запомнило. Так что я бы попробовал еще раз-другой прогнать файл с 3 командами. Ну и глянуть для общего развития, что там записано в принтере командой
|
|||||
|
|
|
|
Добрый всем.
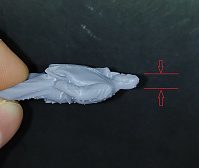
Если по Z немного плющит модель (размер меньше заданного получается), то где искать подвох? Калибровка, поддержки, прочее?
Там, за сотни тысяч астрономических единиц, есть что-то родное - эта связь питает.
|
|
|
|
|
|
Иван Чистоусов, Смотря где именно плющит... Было бы проще диагностировать с конкретными примерами - фотографиями.
|
|
|
|
|
|
|||
|
|
|
|
Глянул в gcode на флешке. Я так понимаю, что это копия конфига, по которому работает принтер. Вот кусок про вентиляторы.
 Надо почитать, как записать свою настройку в конфиг на самом принтере. |
|
|
|
|
|
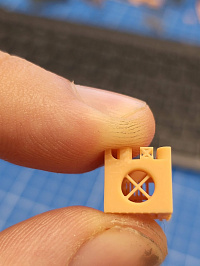
Как скажете. Сама 3D модель нормальная. Она горизонтально на столе расположена. Может, поддержек мало, но...
 IMG_20221204_114932.jpg (368.72 КБ) 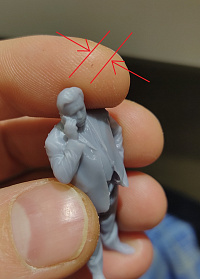 IMG_20221204_002119.jpg (756.11 КБ) 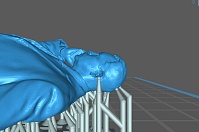 IMG_20220920_1745510.jpg (594.73 КБ)
Изменено: - 06.12.2022 21:09:02
Там, за сотни тысяч астрономических единиц, есть что-то родное - эта связь питает.
|
|
|
|
|
Поставьте ее хоть под небольшим углом - площадь засветки одного слоя, а значит и силы на отрыв, сразу уменьшатся в разы. |
|||
|
|
|
|
Не думал об этом. Только осваиваюсь. Решил так время сэкономить, так как по Z размер меньше. Фигурка то маленькая, люди, вон, по 200 гр печатают болванки, поэтому отрывом в данном случае можно пренебречь, или ошибаюсь?
Изменено: - 07.12.2022 14:09:01
Там, за сотни тысяч астрономических единиц, есть что-то родное - эта связь питает.
|
|
|
|
|
В принципе, качество траков оцениваю на 4+, если еще поиграться промывкой (возможно, перейти на УЗ) и параметры печати немного подрегулировать - ей можно пользоваться. Пальцы - пока что пальма первенства у Элегу стандарт 8к однозначно - надежно, точно, не гнутся, надежно фиксируют траки из любого полимера. Резион - часть пальцев согнута получается, длина не выдерживается всё-равно даже при самой точной подложке (они обламываются выше - элегу кусочек из подложки вырывает, оставляя лунку, а Резион - оставляет пенёк). Траки - приятнее в работе немного резион (но 5-, так как брака при печати больше), элегу - на твердую 5 по стабильности, но при печати проскакивает брак (поперечные полосы). Кубиковский АБС-лайк - форму выдерживает, размеры выдерживает, жить с ним можно. Попробую еще черный Conjure чуть позже. |
|||
|
|
|
Вообще, я бы попробовал по схеме: - Перекалибровать, подложив 2-3 листика бумаги на экран - Распечатать тестовый кубик 3DSLA (он имеет в идеале 10 мм размер грани). В нормальных условиях у меня Резион и Элегу дают погрешность в 0,07 мм максимум в меньшую сторону. Если кубик будет иметь меньшую высоту - идти дальше. Если всё норм - пробовать печатать модель. Если норм - останавливаемся здесь - Если модель сплюснутая - сменить ориентацию, проблема в этом - Если кубик сплюснутый - установить Z-offset небольшой. - Если проблема не решается - сменить плёнку на nFEP и попробовать всё заново по схеме. |
|||
|
|
|
Так выше уже писали не раз, командой
Убедитесь, что она не закомментирована в gcode-файле |
|||||
|
|
|
|
АК3D, надежда только на Вас )
В какой-то момент принтер начал полосить по оси Z. Достаточно давно, но я не обращал внимания. Что имею в виду - на фото. На траках и на катке прекрасно заметен эффект - достаточно грубокая полоса и легкая неоднородность. На кубике особо не заметно подобных дефектов. Пытался решать самостоятельно. Пленку проверил - дефектов заметных нет, пленка hardlight. Визуально каких-то задержек и закусываний по оси Z нет. По ощущениям возникают на участках с обратным наклоном 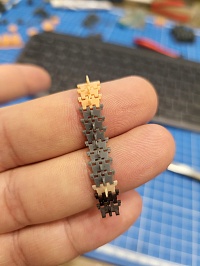 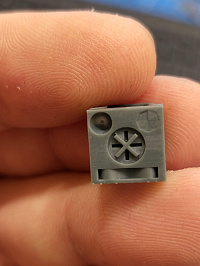  |
||||
|
|
|
|||
Читают тему (гостей: 1, пользователей: 0, из них скрытых: 0)
