

Приветствую всех!
Предлагаю немного поговорить об использовании в моделировании 3Д принтеров. данный очерк не является завершенной работой и может использоваться только как практические рекомендации для работы с 3Д моделями.
Считаю данное направление очень перспективным и возможно способным поменять представление о моделировании в целом. особенно это полезно для тех, кто занимается "свободным" моделированием и созданием своих собственных моделей.
За последние несколько лет, мною практически применялись два типа принтеров 3Д печати.
Первый тип - принтер FDM использующий процесс наплавления разогретого пластика (из нити, подающейся с бухты с пластиком), второй тип - принтер LCD\DLP использующий жидкую смолу (фотополимерный), застывающую при воздействии на нее УФ излучения с небольшого экрана.
Принтеры значительно отличаются друг от друга. В том числе по качеству и скорости печати 3Д моделей, возможностям их применения.
При работе над своей моделью БМЗП-16, я достаточно широко применял принтер CEL ROBOX. Сейчас стоит это удовольствие 87.000 рублей. Мне достался уцененный, бывший в употреблении в два раза дешевле, что я считаю весьма высокой ценой за предоставляемое фирмой-производителем качество.
Моя модель и стройка представлены на Каропке, по этому можно посмотреть результаты работы принтера в фотографиях.
Скажу об особенностях данной модели FDM принтера.
Преимущества.
Процес печати контролируем визуально, вы наглядно видите что и как печатается и в нужный момент можете остановить печать.
Вы в принципе способны распечатать деталь требуемой формы, с учетом сохранения правильной геометрии выпуклых и вогнутых элементов с прямыми углами или правильной формы.
Два типа сопел, которые теоретически способны исполнить требуемую деталь не очень сложной формы.
Пластик используемый в печати поддается обработке абразивом (шлифовке) на оценку удовлетворительно. Но требует осторожности в работе.
Практически нет запаха от пластика.
Недостатки.
Высокое потребление электроэнергии (нагрев сопел требует значительный расход э/э), шум в работе.
Деталь должна надежно "приклеиться" к основанию печатного стола.
Наплывы на поверхности видны визуально и требуют обязательной обработки.
Постоянные сбои в печати, местами "грыжи" или наоборот "пустоты".
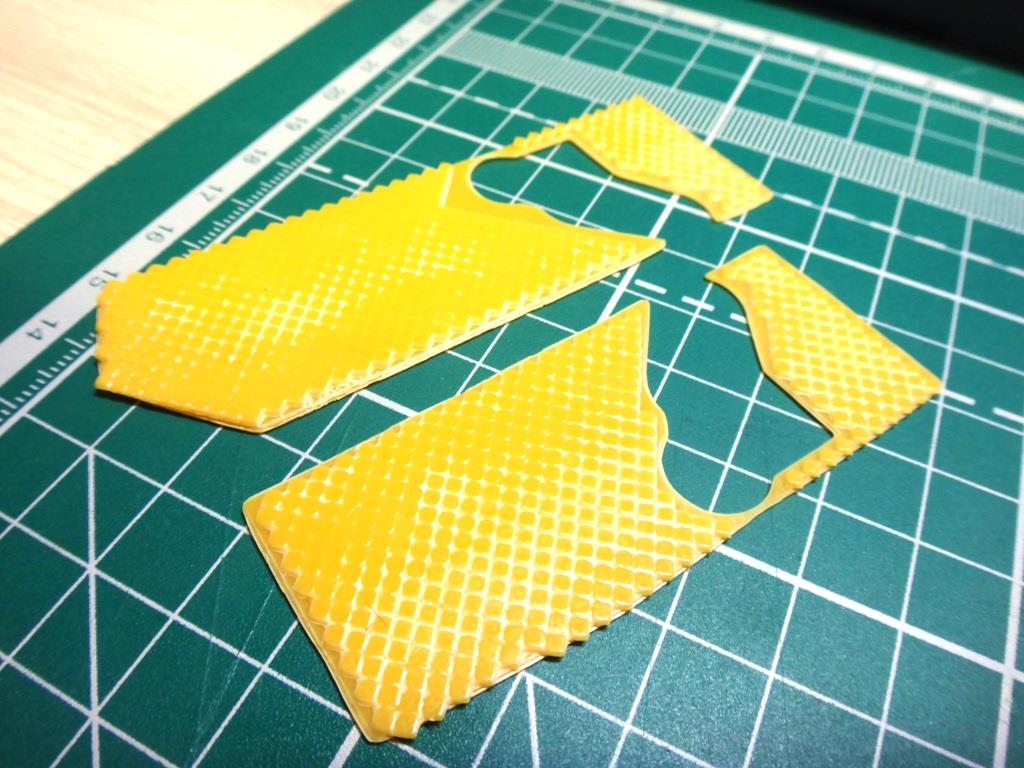
Небольшая усадка деталей после остывания и незначительная деформация плоских и длинных элементов (например полоска блоков динамической защиты).
Наличие многочисленных "соплей" при печати, с учетом допущенных ошибок в калибровке или настройках принтера.
Получаемые детали достаточно крепкие, но хрупкие при попытках их изогнуть, ломаются.
Ошибки при создании 3Д моделей деталей приводят к фатальным ошибкам в печати.
Ниже привожу примеры деталей модели, изготовленные на данном принтере.





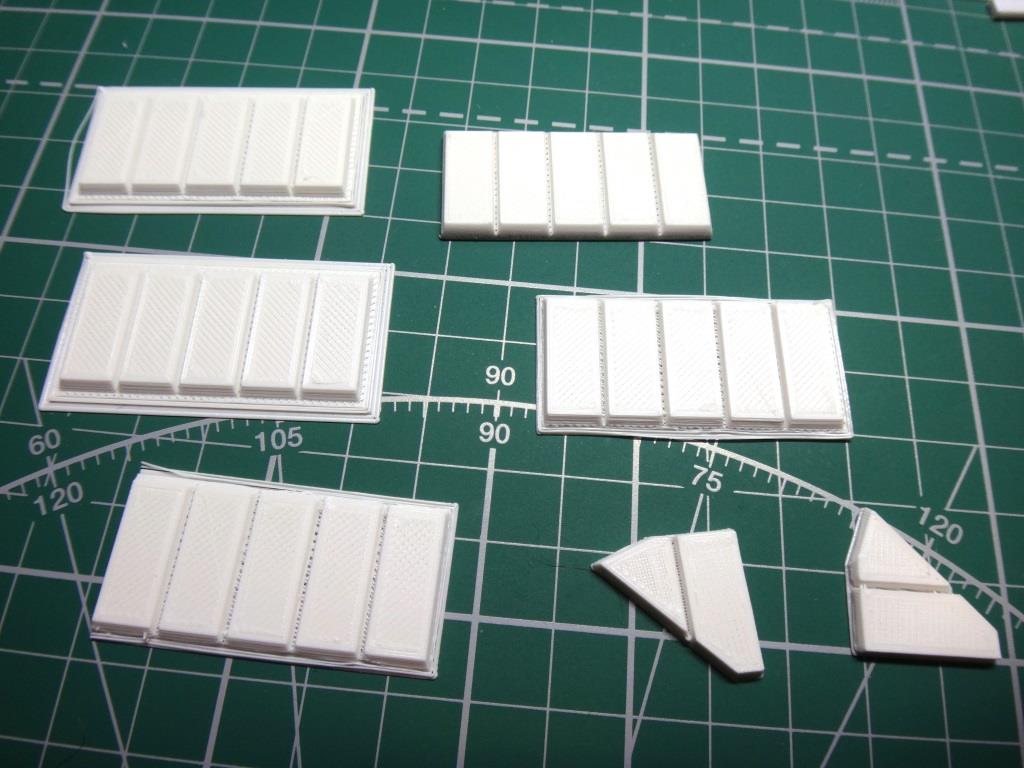
Брак в данном случае составил до 50% от изготовленных деталей.
Серьезных особенностей в работе с принтером я не заметил. Печатает детали он с постоянной скоростью, и только от высоты подъема головок при печати каждого слоя и общего периметра слоев, зависит в целом время завершения печати.
У сеня самая крупная деталь печаталась где-то 2-3 часа. Шумно, жарко, но наглядно видно что же происходит с моделью.
Обработку поверхностей готовых деталей производил замазкой от Тамии. Дале работа шлифовалкой для ногтей моих любимых дам.
Вариантов этих пилок в продаже очень много. Я почти полностью отказался от надфилей и работаю исключительно пилками.
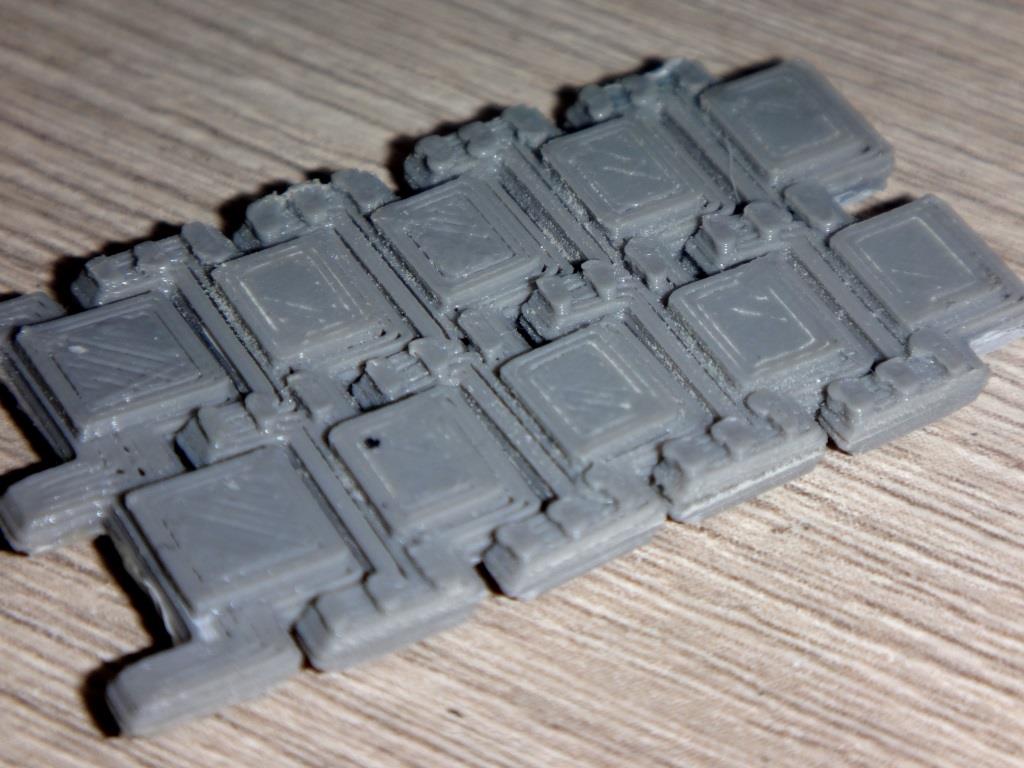
Вот, кстати несколько вариантов сохранившейся не удачной печати деталей.
Видны "грыжи", "пустоты" в теле детали, сломанная деталь (при попытке выровнять ее на столе), и печать траков (качество видно не вооруженным глазом).
Но по крайней мере печать "честная". Видно сразу что не так и можно остановить процесс своевременно.


При работе над своей второй моделью БМЗП-20, более широко применяю принтер второй тип 3Д принтеров - ANYCUBIC PHOTON S, использующий жидкую смолу и относящийся к классу LCD\DLP принтеров. Сейчас стоит этот агрегат где то 27.000 рублей.
Моя стройка так же представлена на Каропке, результаты работы можно наблюдать в реальном режиме сборки.
Теперь об особенностях данной модели принтера.
Ну кратко скажу так - "красавец, но кот в мешке".
Полученный опыт работы с ним показал, что такие принтеры способны производить качественные детали, НО(!) при соблюдении технологий. Вот об этом свежем опыте я немного и поговорю.
Итак, преимущества.
Высокая (достаточно высокая) степень детализации мелких и сложных деталей.
Гладкая поверхность деталей, в большинстве случаев не требующая тщательной обработки.
Возможность распечатать в высоком качестве любую деталь.
Простота конструкции принтера.
Многочисленный выбор смол для печати, смола легко обрабатывается и не имеет слоистой структуры, как пластик.
Низкое потребление электроэнергии.
Недостатки.
Практическая невозможность проконтролировать процесс печати и уяснить качество печатающихся деталей, т.к. деталь находится в ванной со смолой и визуально ее увидеть невозможно.
Деталь должна очень (очень!!) надежно "приклеиться" к основанию печатного стола. В противном случае вы получите субстанцию на дне ванны, которую будете выковыривать тихо ругая производителей принтера и смолы.
Деформация, "изгибание" после печати и просушки длинных и плоских поверхностей.
Сложный процесс подготовки к печати, в том числе исключение ошибок в проектировании 3Д моделей. Иначе получите много ошибок, субстанцию прикипевшую к ванночке и виноваты в этом будете сами лично.
"Липкость" процесса закрепления деталей после печати. Промывки и сушки в УФ свете.
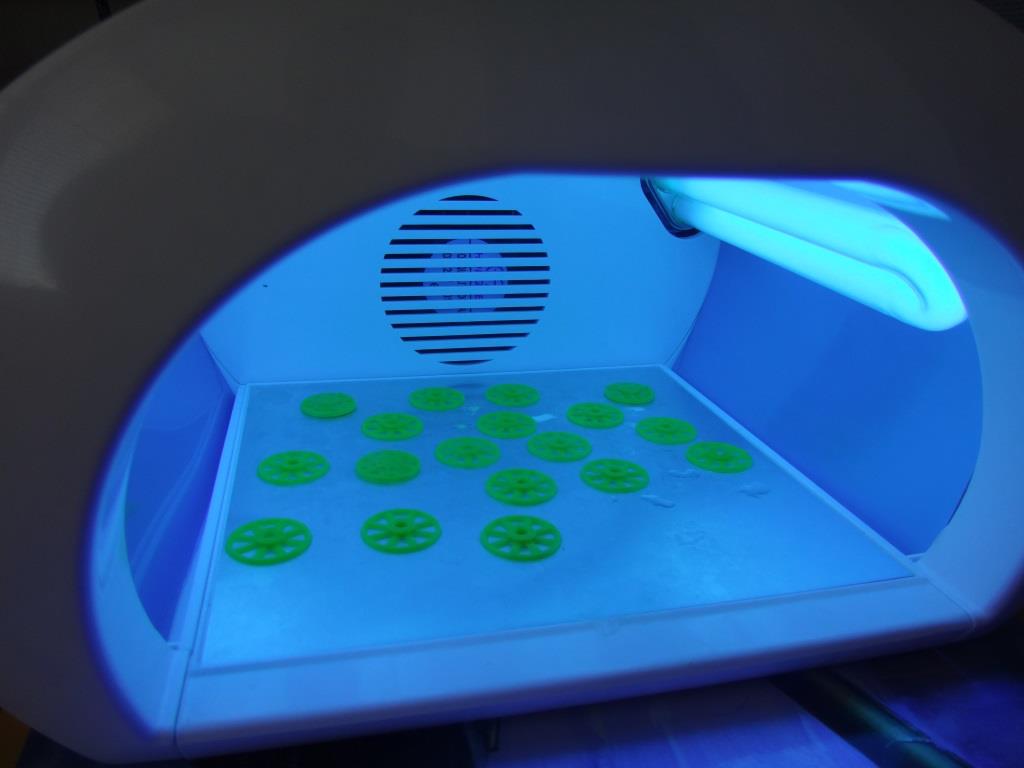
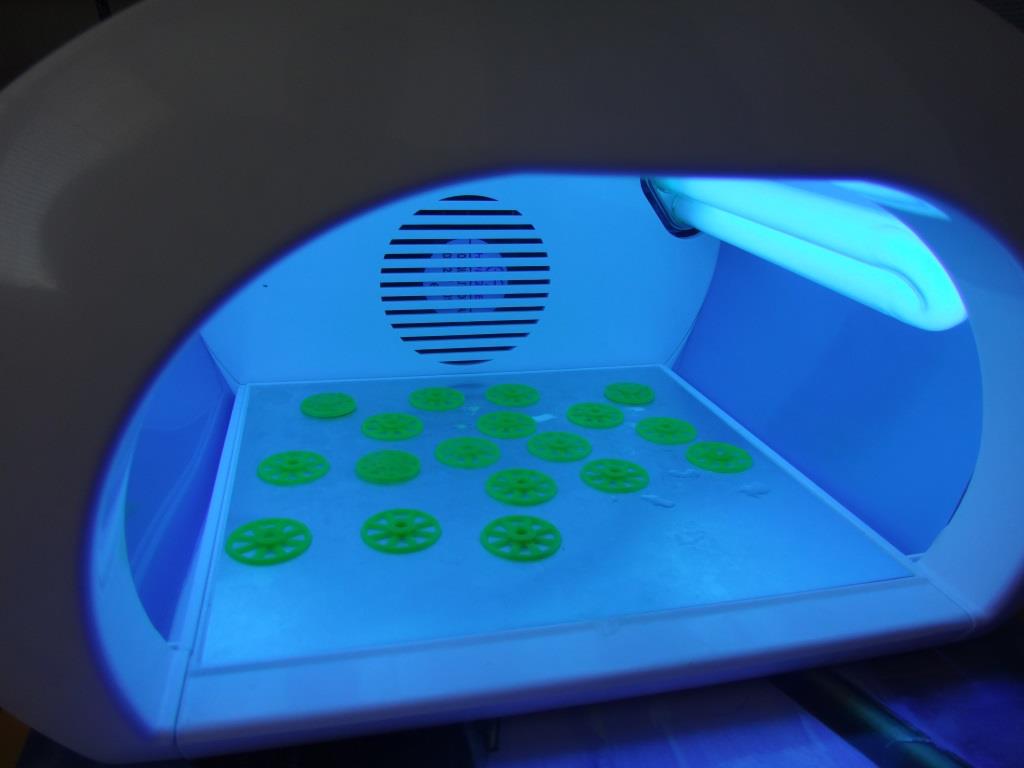
Необходимость иметь УФ сушилку для ногтей. Для закрепления смолы и ее окончательного застывания.
Большой расход спиртосодержащих жидкостей, влажных салфеток и перчаток.
Запах (!) от смолы в процессе печати. Конечно смола бывает разная, но запах есть всегда.
Ниже привожу примеры распечатанных деталей





Если спросите какой принтер я выбираю лично, то отвечу сразу - принтер с фотополимерной печатью.
Более того ,уверен, что лет через 5, эти принтеры или их модификации, достигнут такого уровня, что позволят печатать модели любого качества и любой сложности. Конечно при условии повышения скорости печати, качества смолы и доступности принтеров к массовому использованию обывателями.
Очень подозреваю, что скоро появятся в продаже наборы высококачественных моделей в электроном виде, с возможностью их дальнейшей самостоятельной распечатки. Но в настоящий момент такие принтеры очень серьезное подспорье для свободного моделизма или корректировке уже готовых наборов.

УФ сушилка для ногтей (закрепления). Можно использовать и солнечный свет, об этом сказано ниже.
Смола.
Я лично использовал практически два вида смол.
Первая - шла в комплекта с принтером.
Цвет зеленый. Базовая. 500 мл. Запах не значительный. Очень капризная в вопросах приклеивания к столу. Дает хороший глянец. Подходит для печать фигурок. В целом ничего особенного.
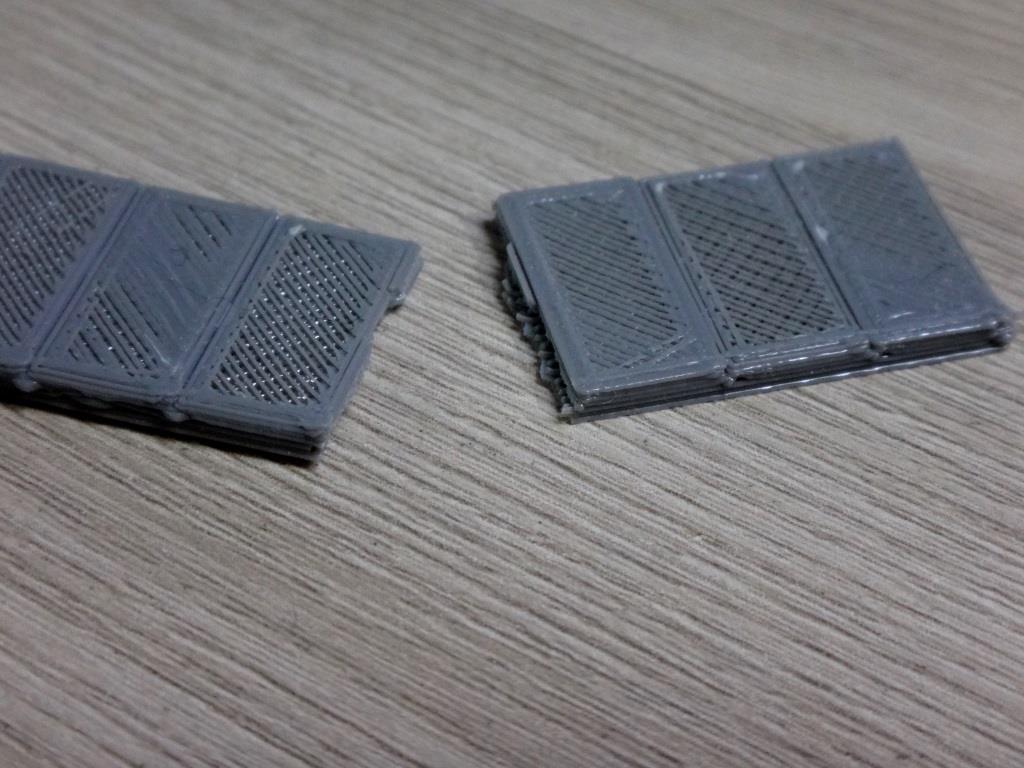
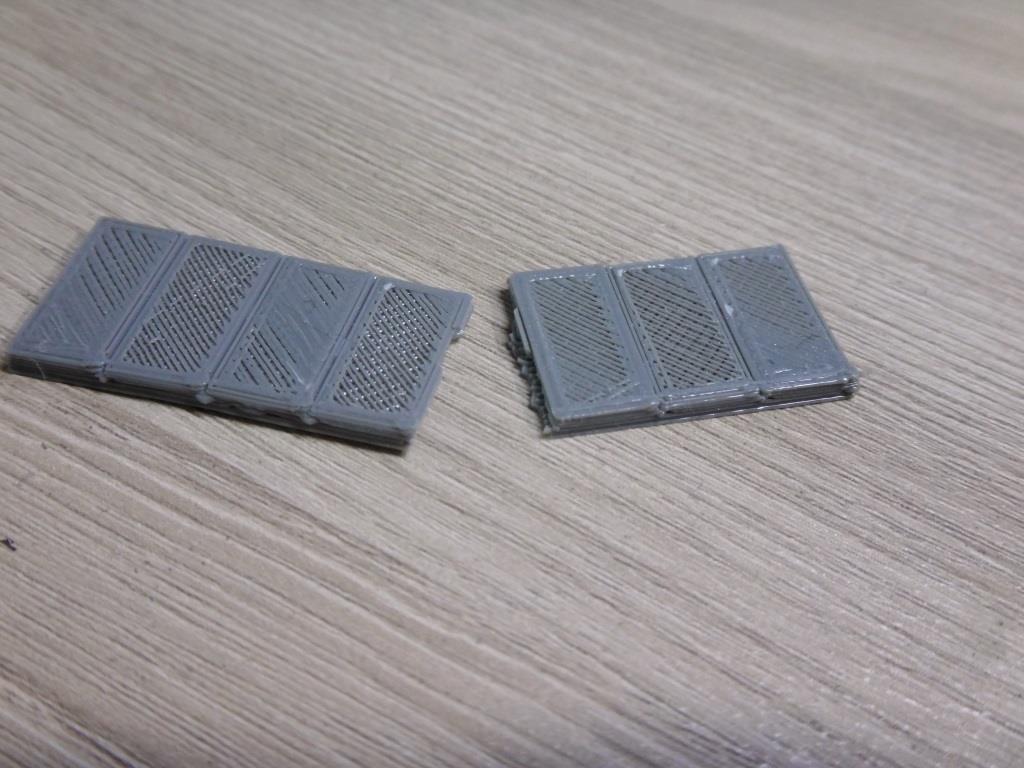
Пытался работать с ней, но дает высокую хрупкость, не подходит к высверливанию деталей, ломается. Ниже на фото показываю "брак" зеленой смолы и оранжиевой.
Вторая - куплена дополнительно.
Цвет - оранжевая. Базовая, 1 литр. Сильный запах (пахнет рыбой...). Очень хоро подходит для работы, легко высверливается, стачиваться и шлифуется. По качеству - соответствует смоляным покупным наборам.
Сейчас работаю с ней. При печать плоских больших деталей деформируется, но расправляется в горячей воде, легко клеится.
Перед использованием смолы ее необходимо обязательно встряхнуть!!! Наличие пузырьков пусть вас не смущает. Они не мешают процессу печати.

Далее - программы для 3Д моделей и печати.
Использую три продукта.
Первый - Sketchup.
Программа для создания 3Д моделей. Бесплатная. Очень простая и интуитивно понятная. Позволяет создавать модели и переводить из в формат .stl файлов (файлы для печати).
Однако!!, очень внимательно необходимо относиться к процессу проектирования!!!
Все ошибки печати и неудачи в работе на 3Д принтере возникают только тут!!!
Если Вы лично не верно создали чертеж, готовьтесь к тому что модель из принтера не выйдет, получите сгусток смолы, который еще придется отколупывать от дна ванны.
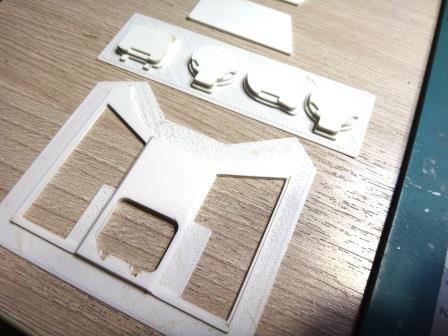
Вот фото всего лишь небольших ошибок в проектировании.
Отлично видны пустоты и налипание элементов деталей на дно ванны.


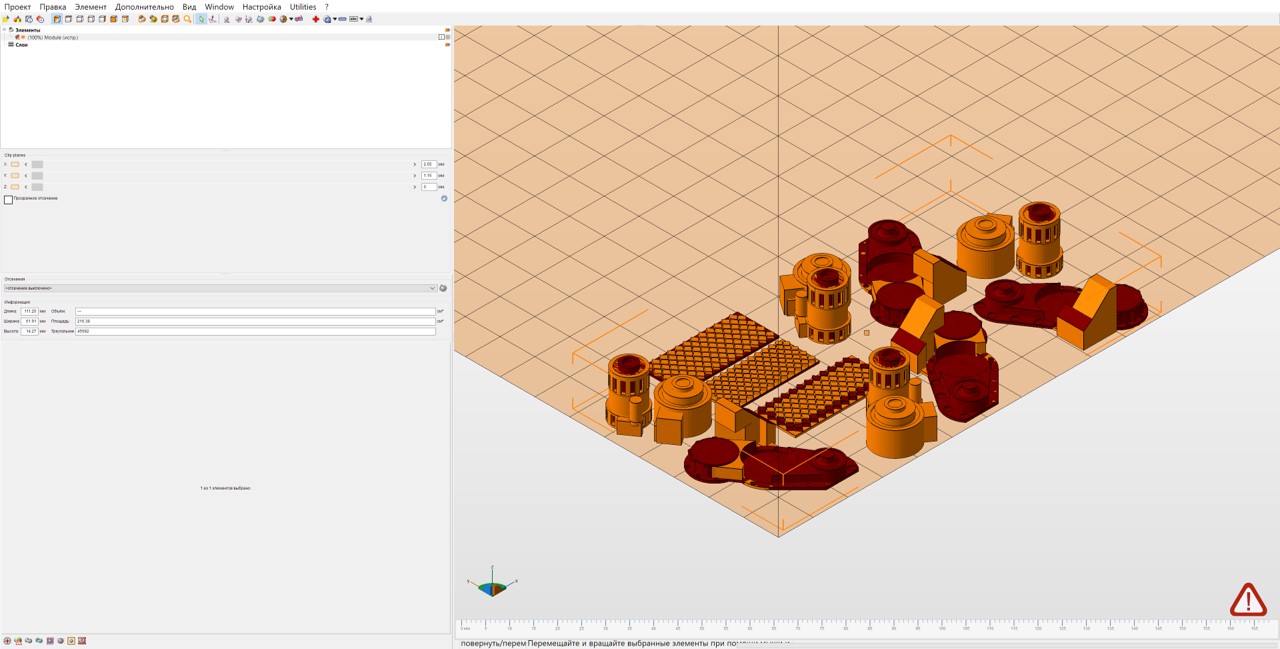
Второй продукт, или же второй этап моделирования - программа Autodesk.
С помощью этой программы я выполняю только одну функцию - контроль не замеченных ошибок.
Т.е. я загружаю в нее готовый файл и проверяю на ошибки, устраняю их автоматически и пересохраняю файл.
Ниже фото данного процесса.
Третья программа - или третий этап, это то что позволяет нарезать модель на слои, сохранить слои и подать их на принтер.
Эта программа - Chitubox. Так называемый слайсер. Бесплатная. на русском языке. Вполне себе понятная и простая.
Грузим в нее файл модели .stl расширения, задаем параметры печати, скидываем на флэш-носитель и грузим в принтер. Сам принтер, кстати от USB кабеля не работает. Его там просто НЕТ!!
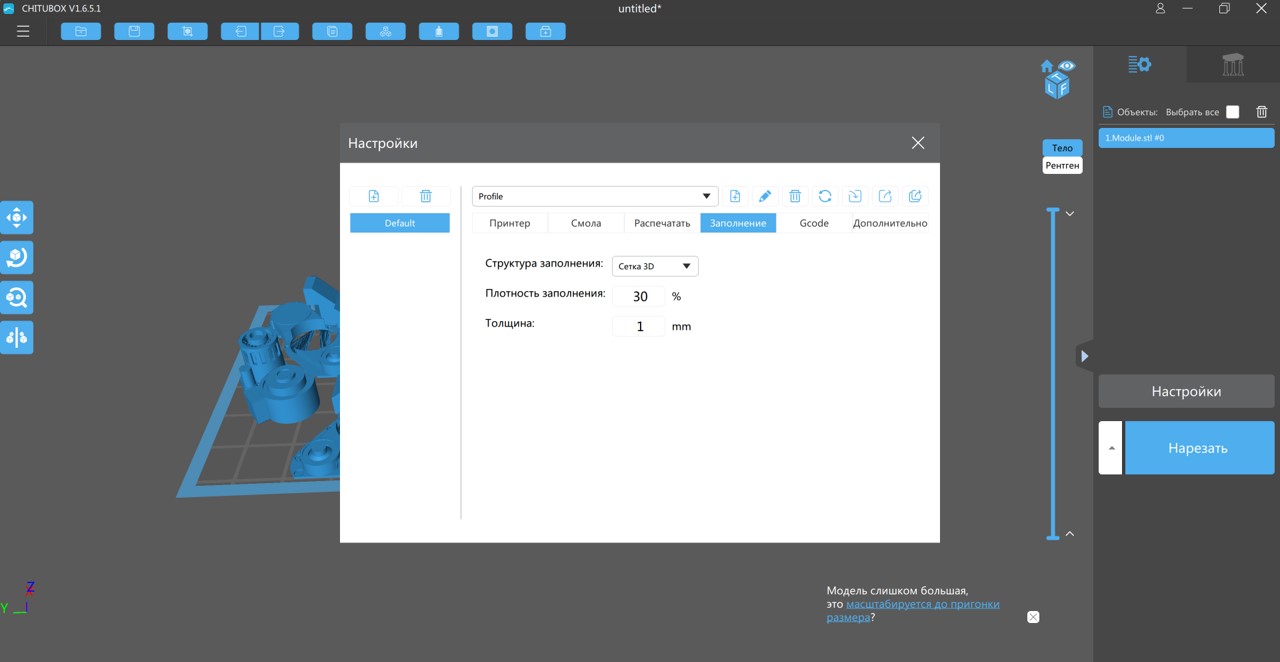
Вот пример моих настроек.
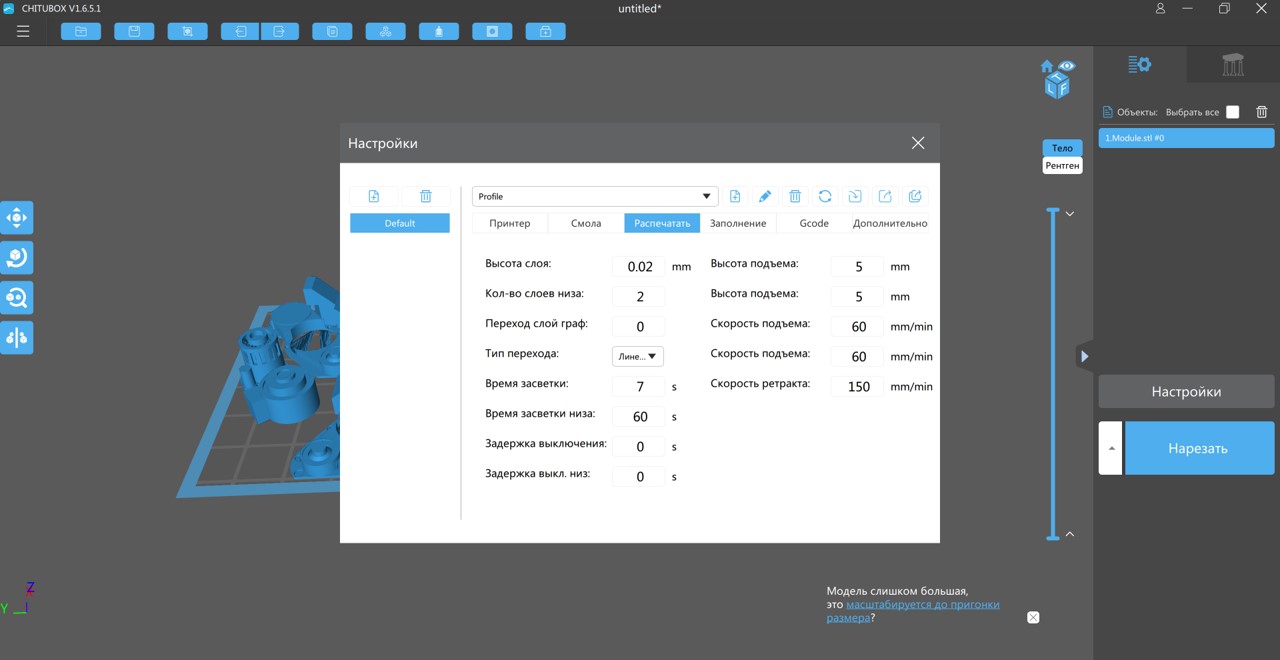
Тут очень важно добиться (на практическом опыте) четкого закрепления модели на столе. Иначе - ... сгусток на дне ванны.
Для оранжевой смолы основные характеристики представлены на фото выше. Добиться этих цифр оказалось не просто. Почти две недели печати и куча отходов до 60-80%.
зато теперь я точно знаю что модель не отвалится.
А еще нужно 4-5 пар перчаток (лучше тонкие, ими удобнее держать детали), очень много влажных салфеток (ими мы вытираем ванну, протираем капли от смолы, вытираем насухо печатный стол), ванную для промывки деталей из смолы после печати, спиртосодержащую жидкость (у меня спирт медицинский из аптеки 95%, водка не подходит!!), плоское лезвие для отделения деталей от стола (сталь, твердое, лучше стальной скальпель, мягкое может сломаться), решето (да, решето, у меня стальное) для промывки деталей водой, воронки с сеточкой для слива смолы в заводские емкости (идет в наборе с принтером).
Вот такой набор.
Если он у Вас под рукой, то работа будет быстрой, многочисленность элементов пусть никого не пугает.
Я храню все в металлическом круглом контейнере, что бы запах смолы, а она будет повсюду, не распространялся по комнате. Очень удобно, закрыл и все, любимая женщина не грызет твой потрепанный мозг от запаха рыбы в доме...
Кстати есть в продаже уже смола и без запаха. Не знаю качество, как говориться "не пробовал".
Ниже фото контейнера. Фото сделаны в процессе работы, так что извиняюсь за бардак...


Теперь кратко сам процесс изготовления 3Д деталей.
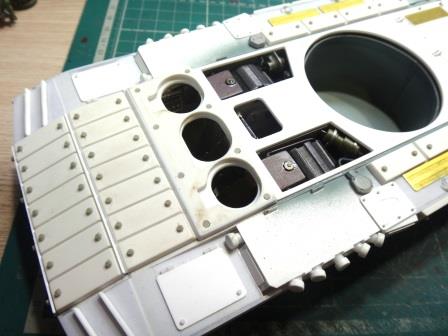
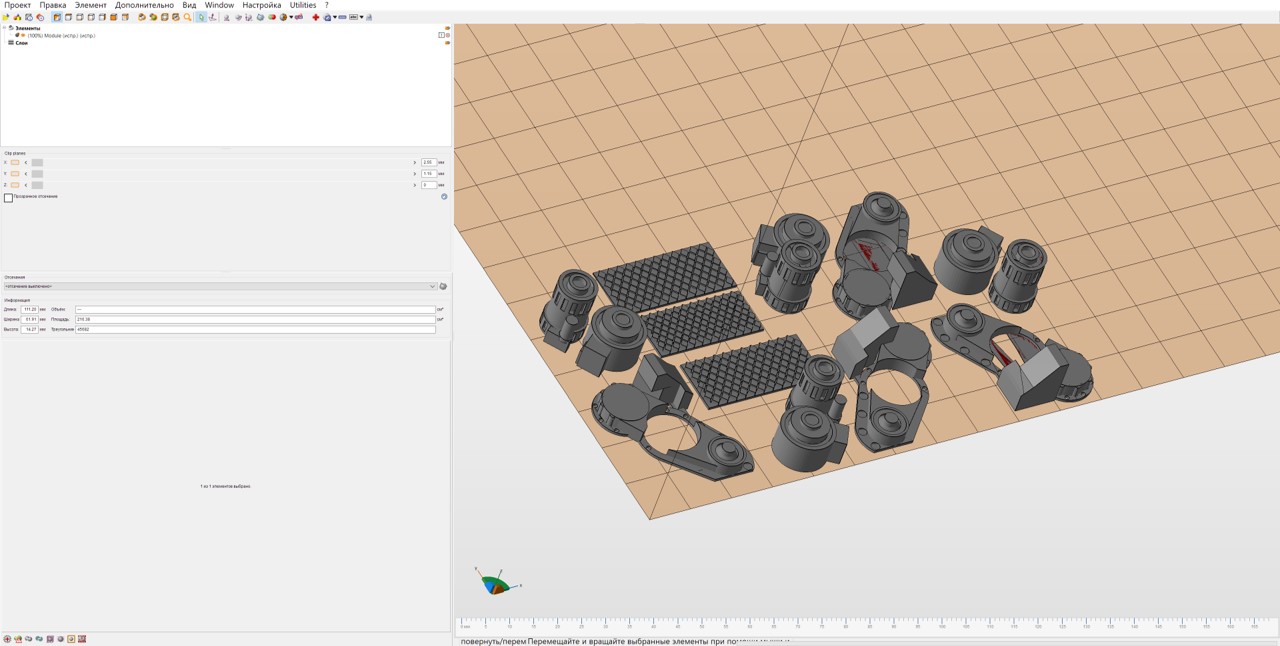
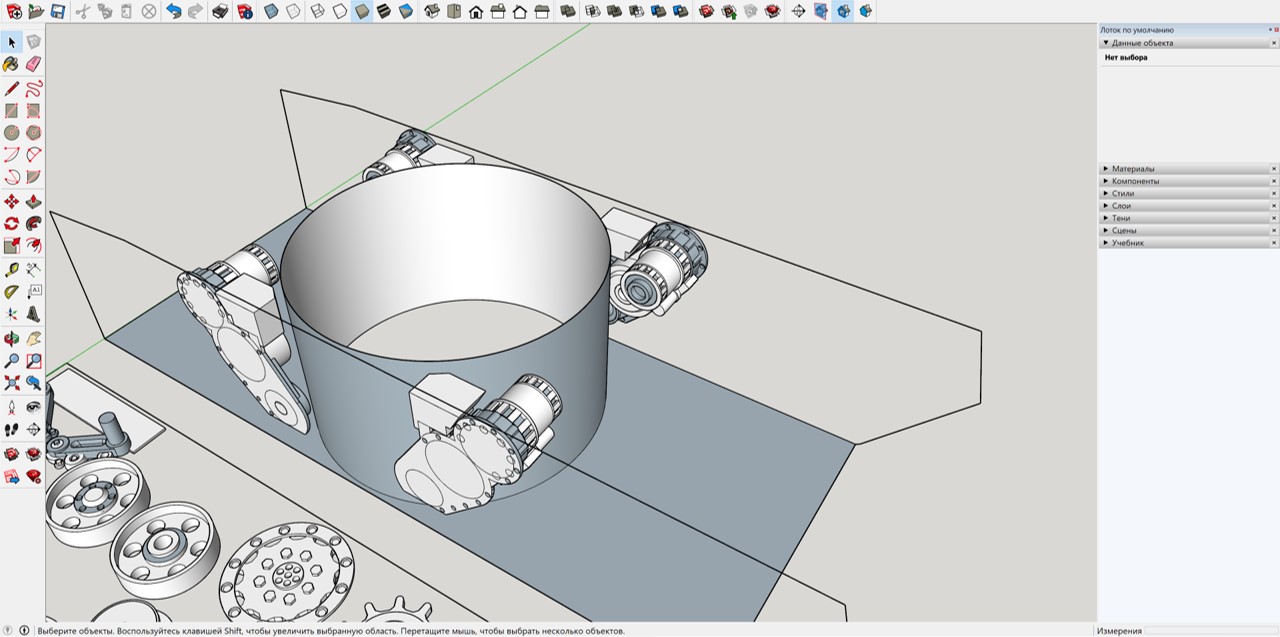
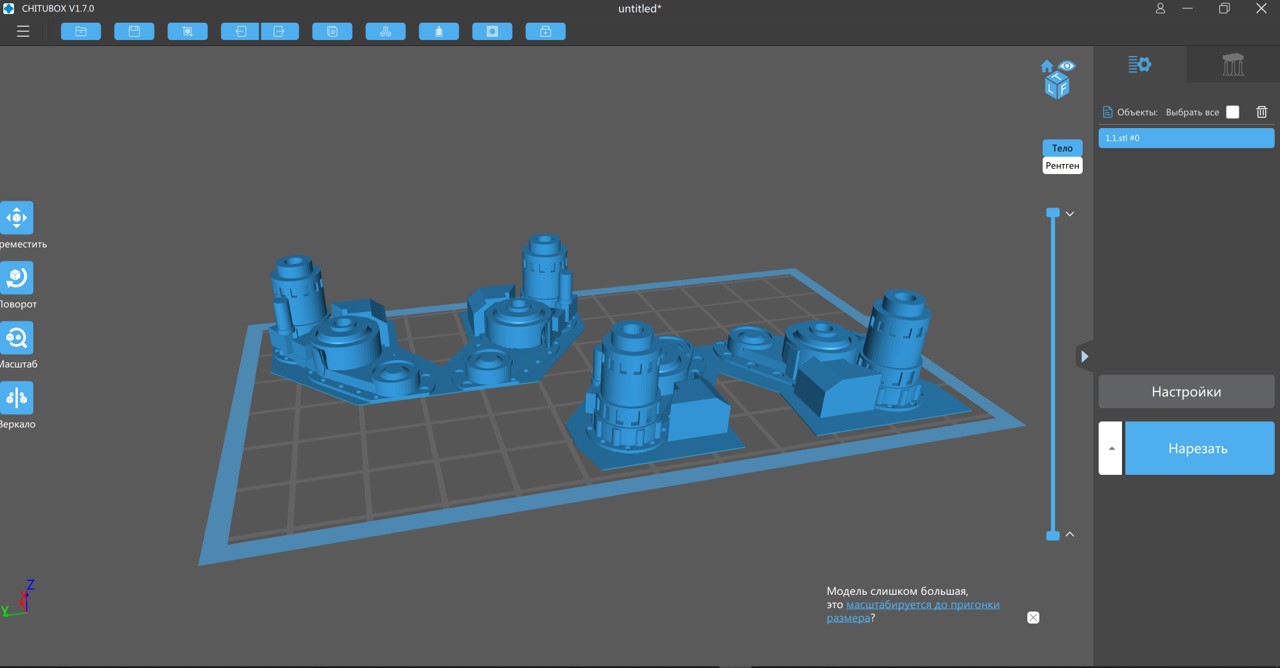
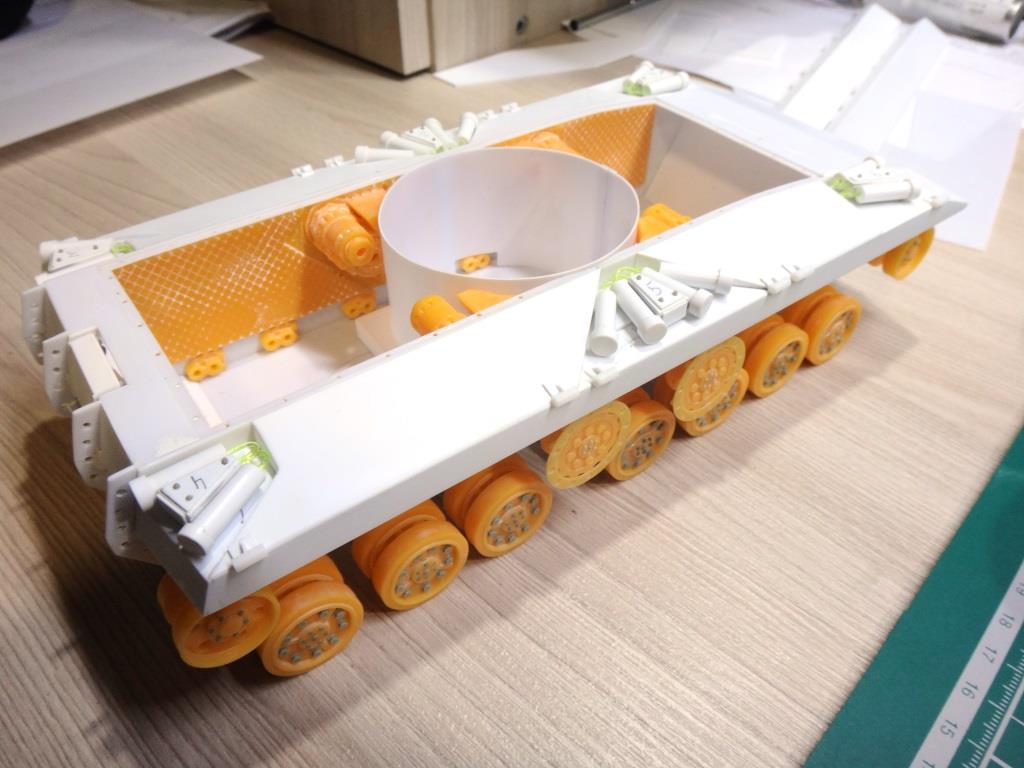
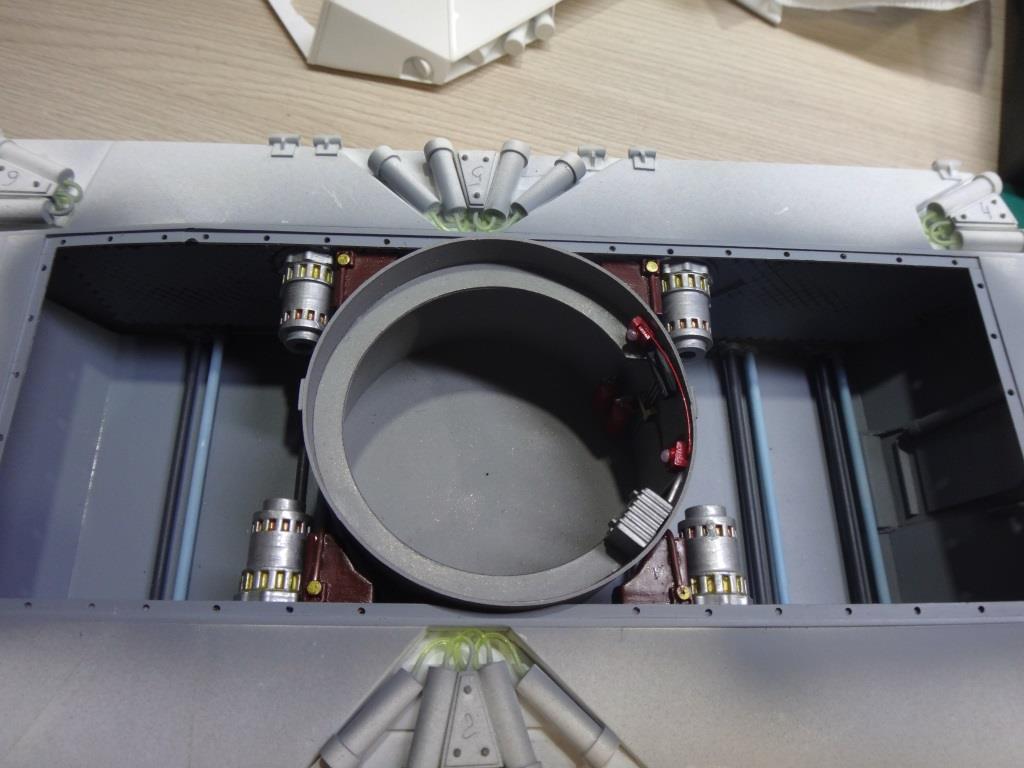
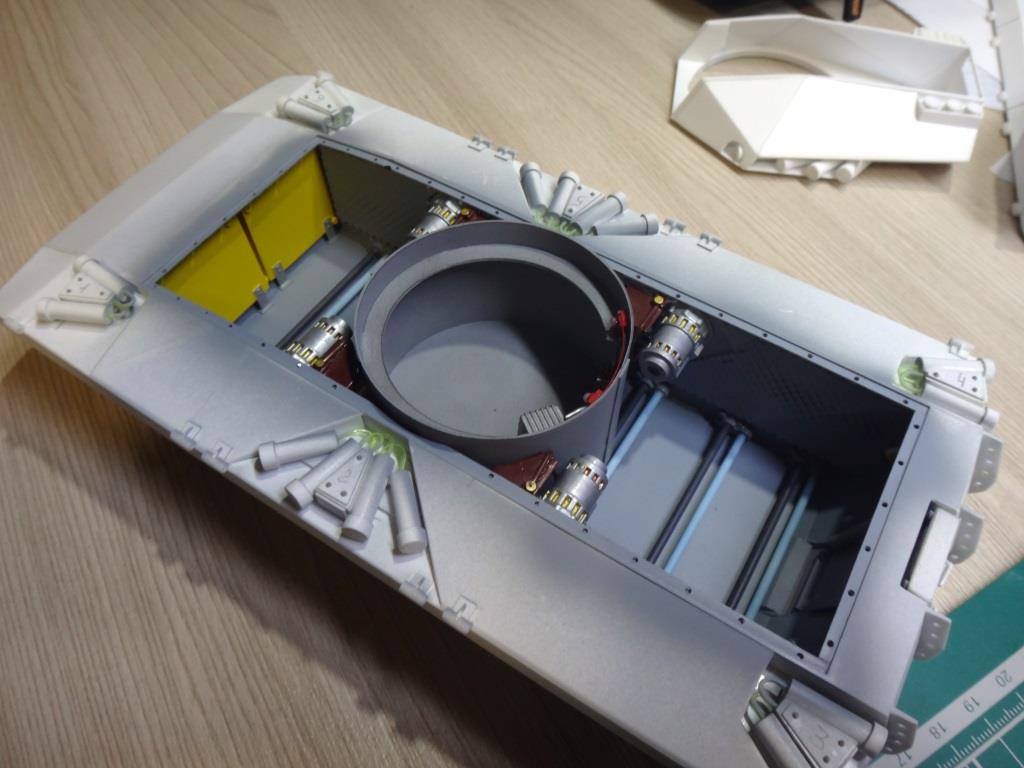
1. Разрабатываем детали в 3Д редакторе (смотри выше). Тут можно смоделировать компоновку или внешний вид модели целиком.
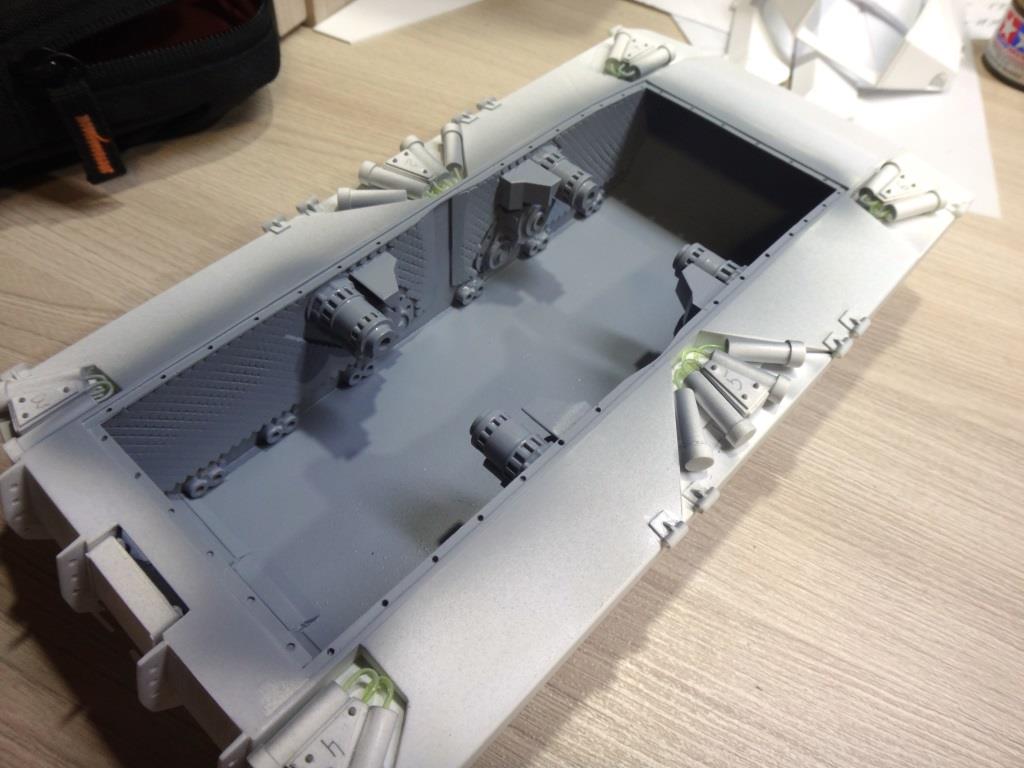
Я применяю 3Д редактор для размещения деталей компоновки с точность до долей миллиметров. Вот пример ниже.
Модули трансмиссии я сразу вписал в компоновку модели, что в последствии, после печати, подтвердилось полностью. детали вписались как "родные".
Ну да, ну да.
Я тоже повелся на такие прекрасные рассказы, теперь принтер уже год стоит.
Нужно было фрезер брать а не эту хрень.
1 Chitubox мой принтер вообще не видит.
2 нужно следить за ориентацией плоскостей, вершин, ребер. Хотя я пользуюсь Blender, там есть функция отображения косяков.
3 Вонь от смолы, а от изопропилового спирта вообще можно сознание потерять.
4 То что модель от стола отлипает вы уже говорили.
5 Воблинг стола от которого появляется рябь на модели.
6 Расходники! Много, много очень много салфеток, ватных дисков.
И один хрен уделаешся сам и заляпаешь всё вокруг.
7 помутнение пленки ванной.
Для меня больше минусов чем плюсов, проще заказать то что нужно, чем ковыряться и нюхать эту смолу с поганым изопропилом
2. Устраняем ошибки в 3Д модели (детали). Не факт то, что программа их устранит как нужно.
Обязательно проверьте все визуально. Часто исправление удаляет заливку или наоборот делает отверстия там, где должна быть поверхность.
Иногда переделываю деталь по 5-10 раз. И вина в этом только моя.
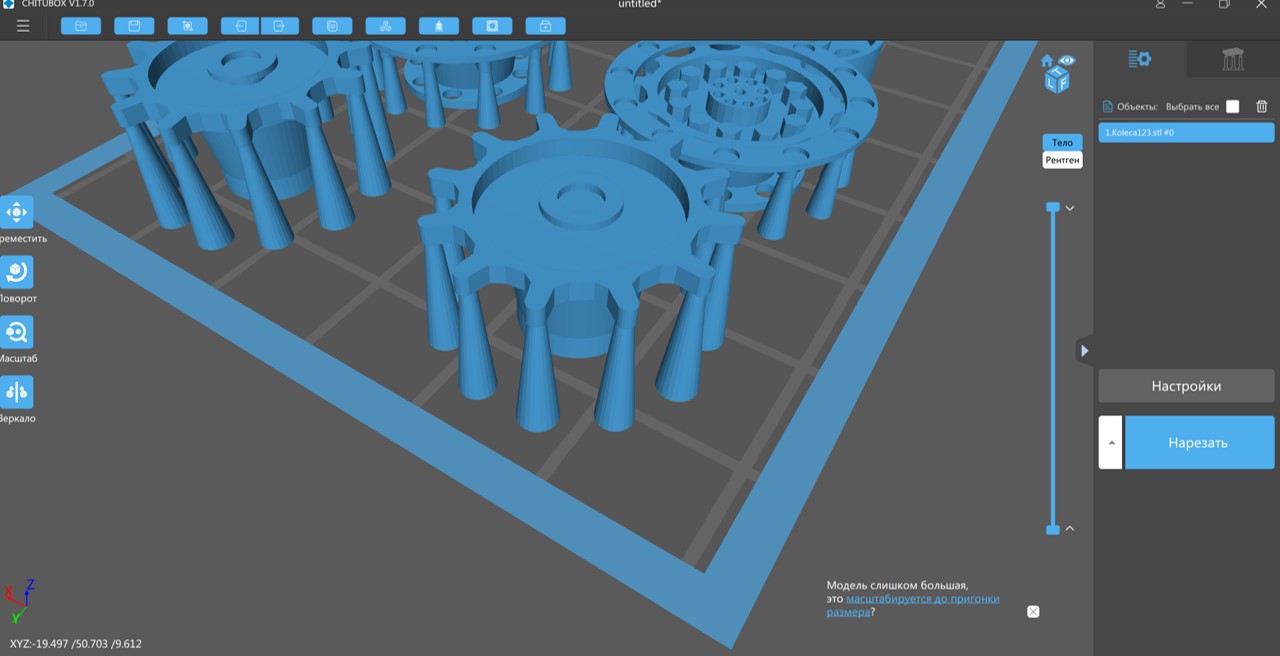
3. Разбиваем 3Д модель (деталь) на слои. Кстати тут же в программе можно изменить масштаб, повернуть деталь, сделать ее зеркальную копию и т.д.
Параметры основные задаю такие:
Слои закрепления 2-3 слоя.
Продолжительность их закрепления - 60 секунд. Меньше нельзя, больше можно. Главное прикрепить деталь к столу. Иначе все бесполезно, просто отвалится.
Толщина всех слов печати - 0,02 мм. Обращаю внимание, не 0,2 мм , а 0,02 мм. Микронная точность дает гладкую поверхность. В пластиковых принтерах такого качества не добиться.
Продолжительность закрепления (засветки) слоев - 7-9 секунд. Можно и больше, но тогда деталь будет хрупкой и скорость печати увеличиться в разы.
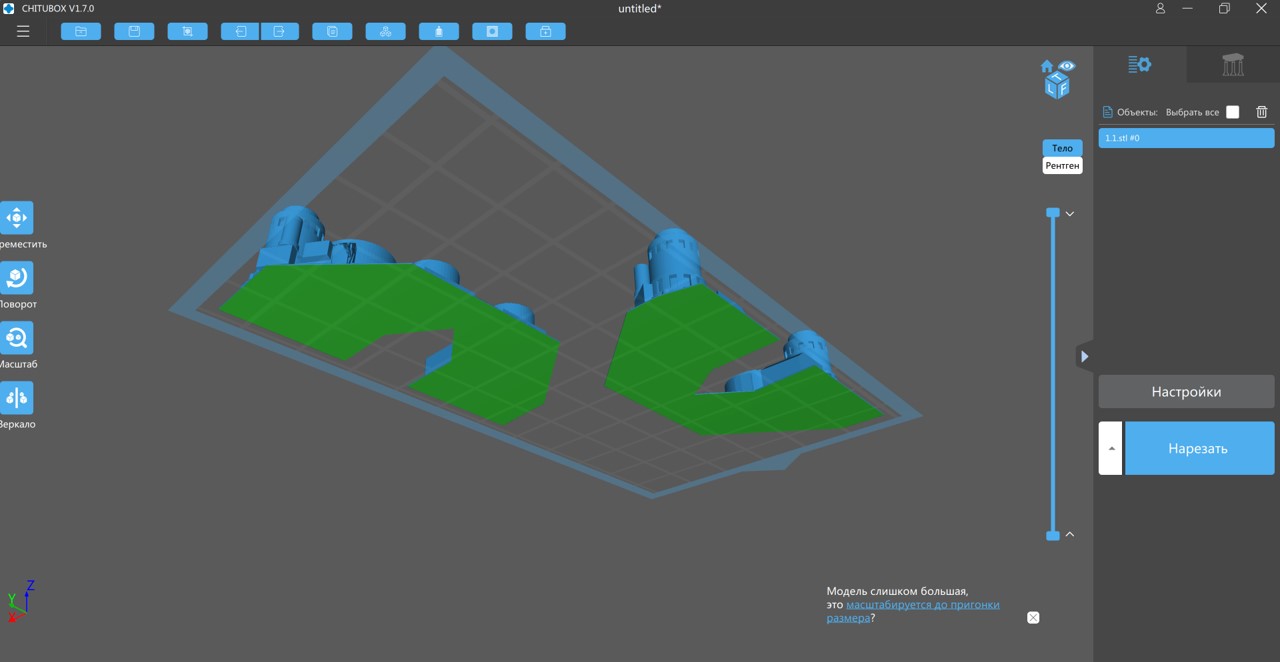
После выставления параметров, нарезаем слои.
Обязательно!! проверяем что слои получились вообще. Иногда при прогоне слоев видна "рябь". Это брак программы. Необходимо все перегружать.
Так же обратие внимание что деталь "лежит" на столе и ее основа выкрашена в зеленый цвет. Если этого нет - это ошибка 3Д модели и она у вас висит в воздухе. А значит распечатает вялую субстанцию на дне ванны.
Поддержками я пользуюсь крайне редко, по этой причине изучить это режим можно самостоятельно. Ничего сложного нет.
Опыт использования поддержки мне показал, что деформация деталей в этом случае выше. О прямых поверхностях и говорить не проходится, они искривляются. Применяю поддержку только для удержания обратных поверхностей, например зубьев ведущих колес танка.
+100500
Фрезер бы пригодился лучше.
Из Читубокса попробуйте экспортировать файл в формате, который читается спец программой принтера.
У меня Фотон - я из Читу экспортирую файл для Photon Workshop.
Три слова - это два слова.
@Dear Deer написал:Ну да, ну да.
Я тоже повелся на такие прекрасные рассказы, теперь принтер уже год стоит.
Нужно было фрезер брать а не эту хрень.
1 Chitubox мой принтер вообще не видит.
2 нужно следить за ориентацией плоскостей, вершин, ребер. Хотя я пользуюсь Blender, там есть функция отображения косяков.
3 Вонь от смолы, а от изопропилового спирта вообще можно сознание потерять.
4 То что модель от стола отлипает вы уже говорили.
5 Воблинг стола от которого появляется рябь на модели.
Для меня больше минусов чем плюсов, проще заказать то что нужно, чем ковыряться и нюхать эту смолу с поганым изопропилом.
Сколько людей, столько мнений.
Покупайте фрезер. Не берите эту хрень. Вам кто-то навязывает?
И да, выложите мне фото как Вы лично обрабатываете внутренние поверхности на фрезере, очень хочется увидеть, аж рука зачесалась.
Это не реклама. Мне предложили поделиться опытом. Это я и делаю.
Итак, 3 этап печать.
В ванночку наливается смола. На глаз. я заливаю до половины ванноски. Ничего сложного. Не забываем встряхнуть емкость со смолой перед ее заливкой!!
Поверхность стола обрабатываю мелкой наждачкой. Это позволяет детали закрепиться лучше. Знаю не все это делают, но тем не менее я поступаю так. После шлифовки обязательно очищаю стол от пыли, на влажной салфетке остается черный слой.
Вставляем флэш-носитель и запускаем печать.
В процессе печати можно нажать "паузу", при этом стол поднимется над ванной и можно увидеть прикрепилась деталь к столу или нет.
Часто это делать не советую. Слои могут деформироваться.
С самой ванной нужно обращаться аккуратно. Особенно с прозрачной пленкой. Отделение от нее неудачны "прилипших" деталей, сопряжено с царапанием пленки и в последствии эти царапины останутся на детали.

После печати вынимаем стол с деталью.
4. Промывка и сушка.
Снимаем деталь в ванночку со спиртосодержащей жидкостью.
И промываем. Использую небольшую кисть для промывки впадин или рефлений. Это позволят смыть остатки смолы в ванночку и исключить "замыливание" деталей.

@Иван Ильин написал:+100500
Фрезер бы пригодился лучше.
Из Читубокса попробуйте экспортировать файл в формате, который читается спец программой принтера.
У меня Фотон - я из Читу экспортирую файл для Photon Workshop.
Я так и делаю.
Кстати вышла новая версия Читубокса.
О фрезере не пишу. Опыта работы с ним нет.
@Дмитрий написал:Сколько людей, столько мнений.
Покупайте фрезер. Не берите эту хрень. Вам кто-то навязывает?
И да, выложите мне фото как Вы лично обрабатываете внутренние поверхности на фрезере, очень хочется увидеть, аж рука зачесалась.
Это не реклама. Мне предложили поделиться опытом. Это я и делаю.
Я не собираюсь с вами ругаться и что вам доказывать, я высказал свой негативный опыт работы с принтером.
Просто не все так радужно и прекрасно, как вы описываете.
То что это реклама или нет я не говорил, сколько вам заплатили вроде на спрашивал.
После промывки детали в спиртосодержащей жидкости, промываю в воде. Температура - чуть теплая. использую обычное решето. Мою под струей. Иногда деталь дает белый налет. Как известняк. Счищаю его после сушки.
Далее деталь укладывается в УФ сушилку. Обычно сушку провожу до 10-15 минут. Если большая деталь - до 20-30 минут.
В это время очищаю стол от смолы, шлифую, протираю и готовлю к следующей работе. Доливаю ванночку смолу, если необходимо или сливаю ее через воронку с сеткой в заводскую упаковку.
Кстати смолу можно оставить на пару дней в ванночке. При плотно закрытой крышке принтера запахе нет и ее качество не ухудшается. На большее время не оставлял, не знаю как это влияет на саму смолу, но знаю что свет заставит ее затвердеть, как цемент.
@Dear Deer написал:Дмитрий написал:Сколько людей, столько мнений.
Покупайте фрезер. Не берите эту хрень. Вам кто-то навязывает?
И да, выложите мне фото как Вы лично обрабатываете внутренние поверхности на фрезере, очень хочется увидеть, аж рука зачесалась.
Это не реклама. Мне предложили поделиться опытом. Это я и делаю.
Я не собираюсь с вами ругаться и что вам доказывать, я высказал свой негативный опыт работы с принтером.
Просто не все так радужно и прекрасно, как вы описываете.
То что это реклама или нет я не говорил, сколько вам заплатили вроде на спрашивал.
Попробуйте не хамить. Вы даже не замечаете как остры на язык и целеустремлены.
Ваш негативный опыт изложите в своей статье. Там же можете меня разбить в пух и прах. Докажите что фрезер лучше. Я только порадуюсь за данную технологию.
О зарплате за "рекламу" промолчу, если только вы не готовы мне заплатить. Других предложений к сожалению не поступало.
Дайте закончить материал, осталось немого, затем пишите что все хреново,принтер фуфло и ну и других не подтвержденные ни чем выражения своего негатива.
Просто не мешайте.
Каждый ВОЛЕН сам выбирать что ему делать. Этим и интересен моделизм.
Да и еще, если трудно, выложите мне в личку фото катков или ведущих колес отработанных на фрезере. Действительно заинтересовало.
Может вы сможете мне рассказать из за чего принтер выдает вот такую хрень?

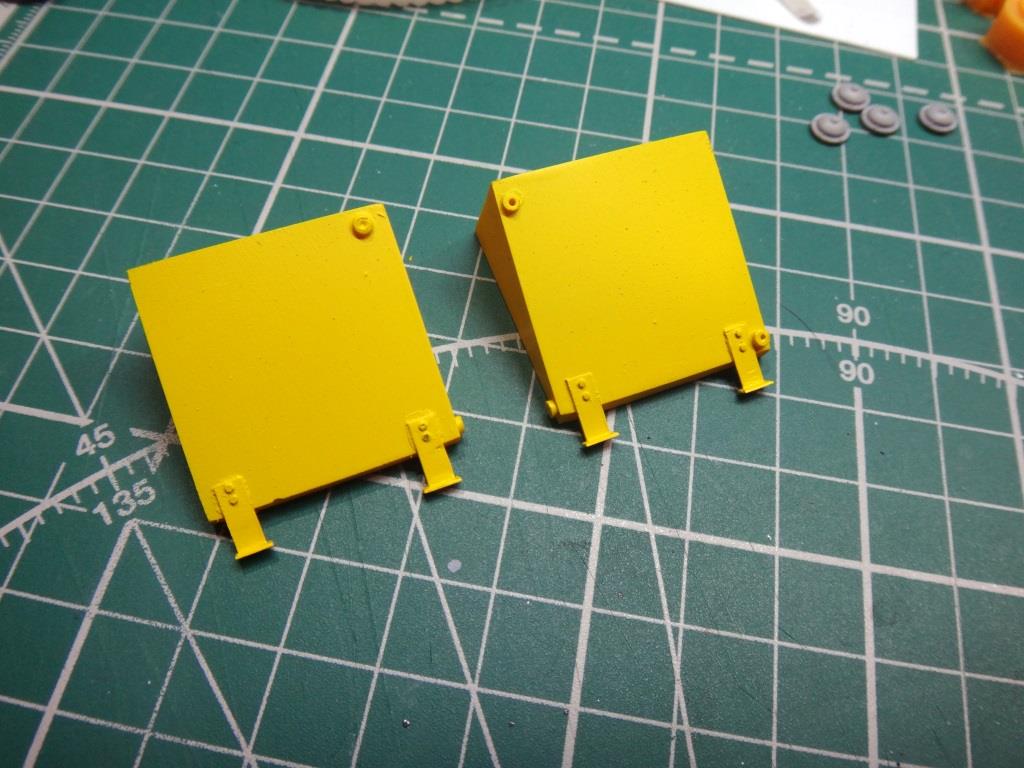
5. Финал. Обработка готовых деталей.
Тут все просто, как при работе со смоляными деталями из наборов.
Ниже привожу фото готовых и окрашенных 3Д деталей.
На этом заканчиваю очерк.
И напоминаю все борцам за свободу и независимость моделизма от оков фирм-производителей и монополистов модельного бизнеса - КАЖДЫЙ МОДЕЛИСТ ВОЛЕН САМ ОПРЕДЕЛЯТЬ КАК, ЧТО, КАКИМ СПОСОБОМ, ЗА КАКИЕ СРЕДСТВА И В КАКИХ УСЛОВИЯХ разрабатывать.
Благодарю за внимание!
с уважением, Дмитрий.




@Dear Deer написал:Ну да, ну да.Я тоже повелся на такие прекрасные рассказы, теперь принтер уже год стоит.Нужно было фрезер брать а не эту хрень.
К чему писать такую пое... нь??
Нужен тебе фрезер - бери фрезер, не умеешь работать с принтером или не нравится запах/ возня с салфетками - продай его.... купи фрезер.

@Дмитрий написал:Далее деталь укладывается в УФ сушилку. Обычно сушку провожу до 10-15 минут. Если большая деталь - до 20-30 минут.
В хорошую погоду сушилку вполне заменяет Солнце за окном. Только окно надо открыть, стекло т задерживает ультрафиолет.
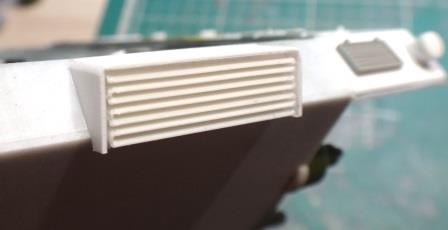
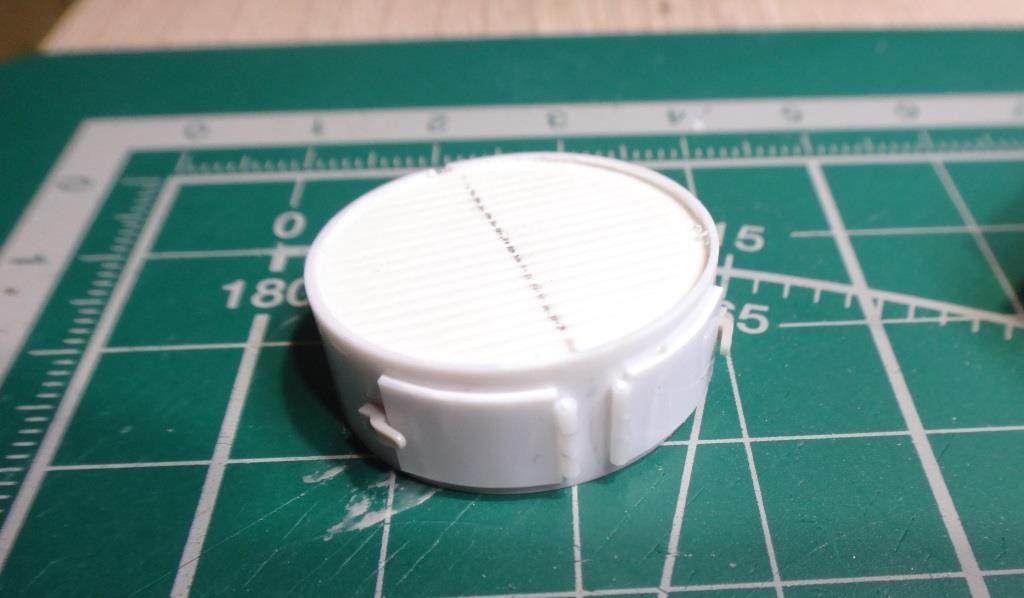
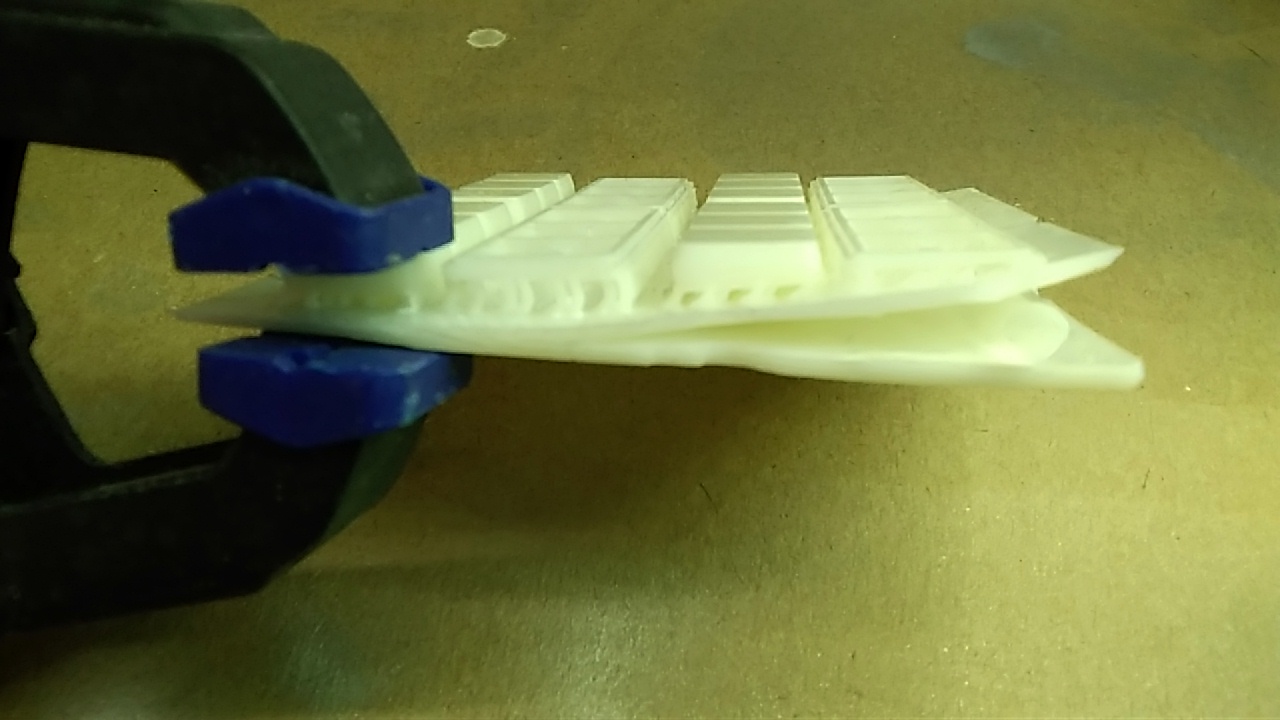
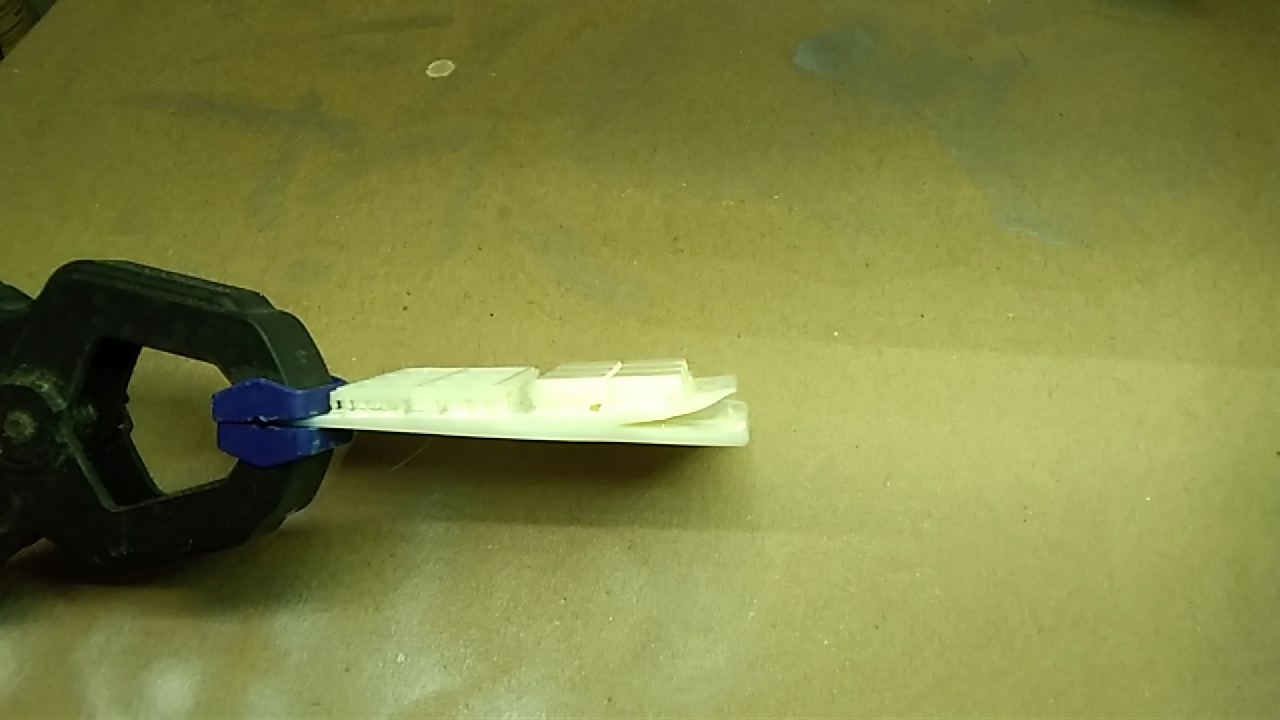
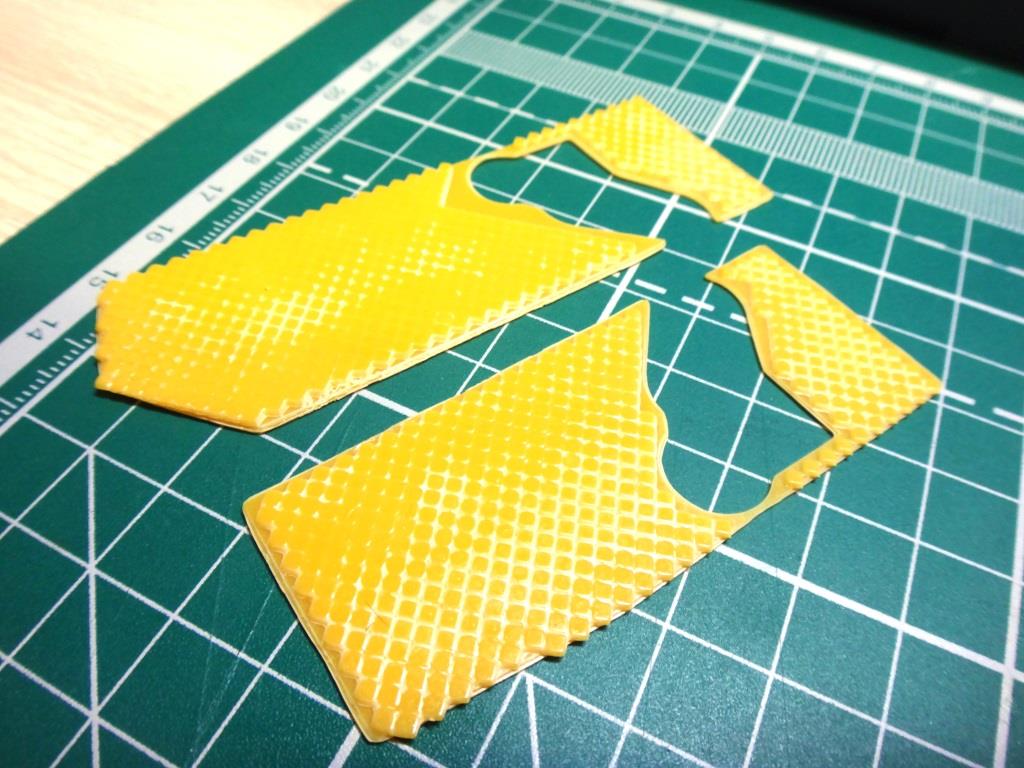
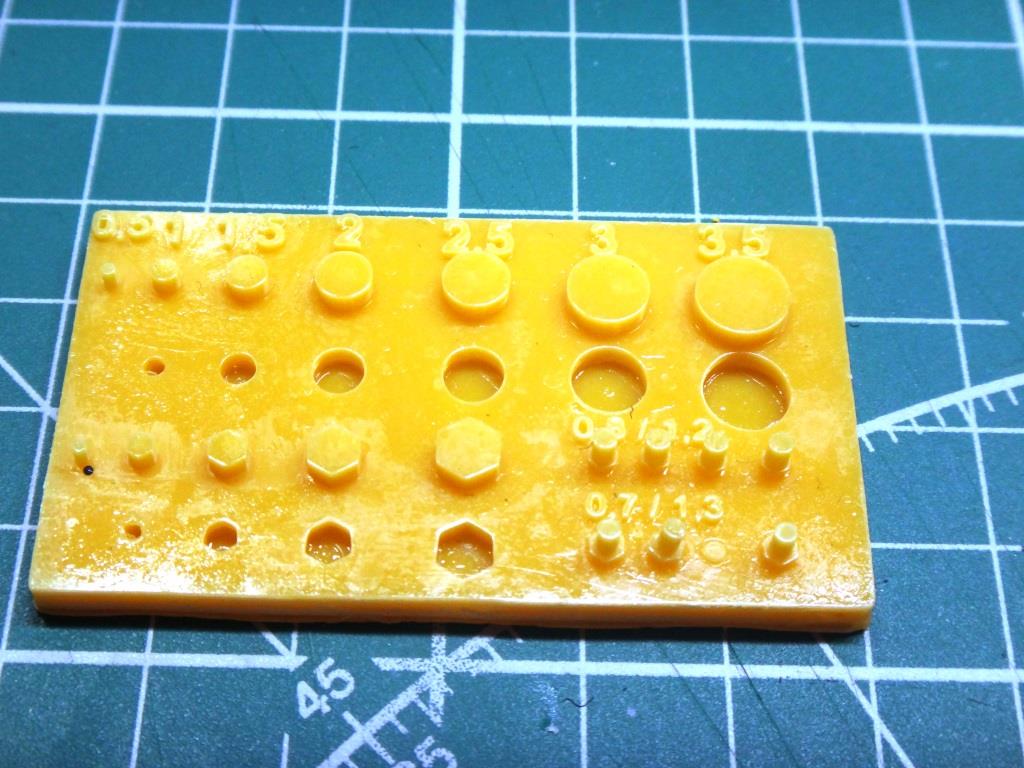
Напоследок выкладываю пробник, который сделал для себя.
Пробовал распечатать и головки болтов. В принципе, терпимо.
С внутренними поверхностями хуже. Они наплывают внутрь деталей. Приходится делать корректировку в размерах.
Совершенно верно. Солнце - лучший источник УФ лучей. И обязательно открыть окно. Стекло не пропускает УФ.
Но солнце не всегда бывает на месте...
@Dear Deer написал:Может вы сможете мне рассказать из за чего принтер выдает вот такую хрень?
Вы же автор этого? Так вы и скажите что не так.
Я поддержку не использую. Выбираю плоскую грань и креплю ее на столе.
Вы используете элементы поддержки.
Так вы и скажите что не так.
При этом смола у Вас совершенно другая.
Это как сравнить алюминий и броневую сталь. То же вроде металлы. Но свойства совершенно разные.
Где фото работы на фрезере? Готовы выложить?