





































| Цитата |
|---|
| Алексей написал: Сейчас пошерстил Али, литр черной везде 2385р с бесплатной доставкой, а оранжевой нет ни у одного продавца. |
Skin не пойдет вместо оранжевой?
2020-10-21 16_23_17.png (33.17 КБ)
Skin не пойдет вместо оранжевой? 2020-10-21 16_23_17.png (33.17 КБ) |
|||
|
|
|
И если быть точным, то при отгрзуке за пределы ЕС, например в РФ, VAT не начисляется. |
|||
|
|
|
У прибалтов 62 евро за литр без VAT - те же 5,5 тыр... Может, она, конечно, сильно лучше кубиковской, но ценник все равно конский. |
|||
|
|
|
Не претендую на истину, но такие висячие в воздухе углы так и просятся на поддержки. Недавно печатал фигурки на подставке - сначала хотел поставить вертикально, но все равно получались поддержки. Тогда положил "на спину" для чистого лица, а подставку дополнительно утыкал поддержками вручную - Читубокс по дефолту их там не ставил. И получилось нормально. Понятно, не идеальная плоскость, но сошлифовывать пришлось совсем немного и стоит в итоге уверенно. scr2.png (130.94 КБ) |
|||
|
|
|
Это они 2 конца накручивают по сравнению с Али. Нормально. |
|||
|
|
|
|
Кстати, Кубики не так давно объявили о своей новой линейке Mono с монохромной засветкой - обещают радикальное повышение скорости и точности печати.
Что думаете? |
|
|
|
|
Или речь про некие "промышленные DLP" с особо мощным засветом? |
|||
|
|
|
|
К вопросу о прозрачной смоле и печати из нее фонарей.
Японская контора Foxone, известная своими моделями в 1/144, печатает их на 3D-принтерах. В том числе и фонари. И в недавней новости () они как раз затрагивают вопрос доведения 3D-напечатанного фонаря до прозрачности: 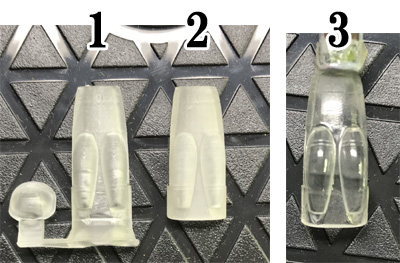 Типа, в коробке будет лежать то, что слева (1) А дальше - шлифуйте и полируйте, товарищи моделисты, до полной прозрачности (3). Марку смолы не указывают... |
|
|
|
|
И снаряды входят? Победили геометрию на печати, или скорректировали модель, чтобы влезало? |
|||
|
|
|
С Рино не работал, есть уроки или мануалы, как это делать? Речь идет именно о готовых моделях в OBJ, от которых нет исходников.
Изменено: - 08.10.2020 17:35:26
|
|||
|
|
|
|
Кстати, специалисты по 3D-редакторам, может вы подскажете?
Есть какой либо человеческий способ, малой кровью, впечатывать карту смещений в mesh? А то в 99% случаев у 3D-моделей весь рельеф и расшивка идут в виде отдельной карты, а сама сетка "лысая как коленка":   Blender-ом пробовал, получается очень спорный результат, особенно для mid- и low-poly моделей... |
|
|
|
|
А полупрозрачные смолы с их пересветами?
Его тут рекомендовали выше, но он же не сильно темнее серого...
Читал, что якобы помогает от желтизны... |
|||||||
|
|
|
Но все равно попробую - может получится заложить толщину поменьше с поправкой на лишний нарост... Главное, чтобы она не мутнела, а тут отзывы в основном негативные. А так то, растить пуансоны для выдавливания фонарей я уже более-менее научился, с канавками и расшивкой. Только муторно это по сравнению с готовой деталью.  |
|||
|
|
|
Серая: слой 0,025, 6-8 секунд на слой, базовых слоев 4 по 80 сек. Черная: 0,025, тоже 8 секунд на слой, базовых слоев 4-5 по 90 сек. Это все настройки, с которыми у меня получалась печать с приемлемым качеством и без отрывов. Возможно, количество базовых слоев можно уменьшить, но экономия пары слоев по минуте на фоне многочасовой печати и возможного брака, на мой взгляд, не стоит риска. И к вопросу о стабильности - одна и та же модель, одна и та же смола, температура и пленка, первая печать:  Задиры а-ля "рыбья чешуя". И просто переставил модель в другой угол ванны:  В целом, у меня сложилось впечатление, что серая лучше прозрачной зеленой. А черная при наличии серой не имеет особого смысла, только больше время засвета. Итого серая из этих трех - оптимальнее всего.
Еще бы на али появились цвета кроме зеленой с доставкой в РФ... |
|||||
|
|
|
Вместе с принтером заказал по литру зеленой, серой и черной. Сначала тренировался на зеленой, не понравилось, перешел на серую. Теперь освоил времена засветки и первые слои - печатает на всех трех, в т.ч. на черной. 3 недели назад дозаказал на Али литр серой - неделю мурыжили, в итоге признались, что серой нет. Прислали 0.5 Aqua Blue и 0.5 прозрачной. На прозрачную возлагаю определенные надежды в части печати фонарей кабин. Хотя шансов мало, везде пишут, что она желтеет/мутнеет под УФ... |
|||
|
|
|
|
4. Технологические моменты
Закрепление деталей Дмитрий упомянул изопропил (он же IPA) и 96% этиловый спирт. Добавлю из своего опыта, что спирт после смывки смолы дает "влажную" поверхность детали. Я использую спирт (благо успел прикупить пару канистр как раз до начала ковид-истерии) для первичной смывки, А для окончательной смывки я использую 646-й растворитель. Он очень вонюч и травит из закрытой тары (образуется избыточное давление), зато после него высохшие детали - сухие, поверхность не липнет к рукам. Плюс относительно доступен в рознице, в отличии от спиртов, которые сейчас перепродают за 10x ценник с отдушками как средства для обеззараживания Контейнеры и поддоны Очень рекомендую все процедуры по смывке проводить в поддонах из фольги для жарки. Они доступны в рознице (типа ашана) в разных размерах по приемлемой цене. Позволяют локализовать любые протечки смолы и растворителей, а после износа - спокойно складываются и утилизируются. Учтите, смола - коварная штука. Консистенция растительного масла, очень липкая, высыхает очень долго и при этом пахнет.  Для промывки деталей у меня прижились герметичные контейнеры за защелках а-ля "для завтраков". Позволяют не сливать/заливать спирт и растворитель каждый раз, а держать их до тех пор, пока не помутнеют от смолы, т.е. от недель до месяцев. Время жизни смолы в ванночке принтера Начитавшись мануалов, сначала сливал и заливал смолу обратно в бутылку перед каждой печатью. Потом попробовал оставлять на день-два. Потом неделю. Полет нормальный. Во время ковид-изоляции оставил вообще на полтора месяца - без проблем. Прозрачные стенки принтера специально сделаны непрозрачными к ультрафиолету, так что если припарковать стол почти над уровнем смолы, то паразитная засветка минимальна. Единственный нюанс - непрозрачные смолы типа серой за долгое время простоя расслаиваются и пигмент осаждается на пленку. Выход - перед печатью шпателем или просто сложенным листком бумаги аккуратно перемешать смолу, размешивая ее с пигментом. Кипятковый метод Подсмотрел на ютубе и проверил на себе т.н. "кипятковый метод". Сначала мучался с металлическими шпателями, ножами и лезвиями, резался несколько раз. Главная проблема при снятии модели с металлического стола в том, что первые слои специально пересвечены, чтобы приварить модель с поддержками к столу. Поэтому чем лучше держится модель при печати, тем сложнее ее потом оторвать, не повредив при этом. Выход - нагрев модели вместе со столом кипятком или просто горячей водой. Буквально полминуты достаточно, чтобы еще не закрепившаяся смола стала мягкой. Это сильно упрощает и ее отделение от стола, а главное - отделение модели от леса поддержек. Они буквально отрываются, как корка с толстого апельсина. Рекомендую. Ультрафиолетовое закрепление Anycubic уже продает свой фирменный доп - мойку/УФ-сушилку, по размерам с сам принтер. Я же купил сушилку "для ноготочков" тысячи за 1.5, но не закрытую, а полукруглую открытую снизу, которая ставится на стол. Плюс в том, что ее легко можно поднять для высоких деталей над столом. Минус - в моей конкретной модели сушилки в таймере поставлен лимит на 90 секунд на одну засветку, чтобы не сжечь кожу на пальцах клиенток. Приходится жать руками 3-5 раз, поворачивая модель во время сушки. 3-5 минут хватает, чтобы смола стала твердой. Солнце в наших краях светит редко, полгода зима... Поэтому на него я особо не рассчитываю, чай не в Австралии живем )) Еще нюанс - полые модели. Часто рекомендуют делать полости для экономии смолы, и это работает, но при выполнении условий: 1. Нужно обязательно делать дырки для слива смолы. В замкнутом объеме смола в итоге останется. 2. Дырок нужно минимум две - чтобы можно было продуть модель насквозь (если конечно это не одна большая дырка в основании постамента) Иначе если модель мелкая и дырка одна - из нее будет сопливить смола еще несколько дней, и это плохо И главное - оставшаяся смола в замкнутом объеме за стенками модели не закрепится! Проверено лично, будет там болтаться жидкой. И это плохо, т.к. через сколько месяцев/лет она вылезет на поверхность - никто не знает... |
|
|
|
|
|
3. О времени печати
Особенность технологии печати засветкой по слоям заключается в том, что время печати зависит не от объема детали, а от количества слоев. Т.е. одна и та же бомба, положенная горизонтально или поставленная на попа будет печататься в 3-4 раза быстрее.   Второй фактор, прямо влияющий на количество слоев - толщина одного слоя. Деталь высотой 50 мм, порезанная на слои 0.1 мм даст 500 слоев, на слои 0,05 мм - 1000 слоев, а на чистовые 0,02 мм - 2500 слоев Время на 1 слой можно в среднем считать одинаковым, а значит время печати всей модели будет отличаться в 2,5 раза между 0,02 и 0,05 и в 5 раз между чистовым и черновым качеством. А т.к. на один слой уходит не менее 5 секунд (на темных смолах до 10 и более), то легко увидеть, что итоговое время измеряется часами - 8/10 и даже 14 часов на 1 печать - не редкость. Вот этот Люфт46, поставленный вертикально (высота с поддержками 75 мм) печатался 7,5 часов на среднем качестве 0,05:   Он же в чистовом качестве 0,02 будет печататься 14-15 часов. Оптимальная стратегия - класть (что можно) как можно ниже, а если нельзя, то хотя бы заполнять область печати другими деталями, т.к. что четыре, что одна деталь, будут печататься ровно тоже самое время. Пример - 6 одинаковых подставок за 1 проход. 4,5 часа на слое 0,05 мм:  |
|
|
|
|
|
2. Технологический цикл 3D-файлов
К вопросу о "я моделю в программе такой-то, смогу ли я печатать на этом принтере" Кратко - конечно сможете. Развернуто: Смоляные принтеры не печатают 3D-модели (даже в формате STL) напрямую. Они вообще не видят 3D. Они видят слои, на которые исходная 3D-модель нарезается слайсером - отдельным ПО (как правило от вендора принтера) Физически это файл-контейнер с кучей картинок, по одной на каждый слой, плюс мета-данные с настройками печати по слоям. Выглядит он как МРТ - белые силуэты на черном фоне, движок справа прокручивает слои вверх-вниз. Стандартом де-факто в индустрии является формат файла STL - его понимают все слайсеры. Также многие понимают OBJ. Проприетарные форматы от вендоров типа MAX, IGS и тп не пройдут, т.к. для их открытия нужна лицензия на соотв. ПО Важно иметь в виду, что STL - максимально простой формат, в котором поддерживается только сетка. Никаких текстур, карт смещений и прочих "излишеств" не предусмотрено. Mesh на входе, mesh на выходе. Итоговый технологический цикл выглядит так: 1. Моделите 3D-модель в вашем любимом ПО 2. Экспортируете из него нужную деталь модели в STL/OBJ 3. [Опционально] "Лечите" STL-файл на предмет дырок/перехлестов и прочих косяков геометрии. 4. Открываете файл в слайсере - в нем масштабируете/поворачиваете модель и добавляете поддержки (о чем отдельно) Также на этом этапе можно добавить несколько моделей на печатный стол, чтобы сформировать итоговый батч 5. Нарезеаете (слайсите) файл в формат, понимаемый принтером (точнее, версией его прошивки) 6. Записываете файл на флешку, вставляете в принтер, печатаете Очень рекомендую начинающим (и не только) печатникам обязательно проверять каждый слайс-файл после нарезки. Многих косяков можно избежать, не тратя дорогую смолу и время:  Как минимум нужно проверить: 1. Правильно ли вышли первые слои? Иногда они неполные или отсутствуют, а это ставит под угрозу всю модель целиком, она просто отвалится в самом начале. 2. Нет ли посторонней геометрии? На картинке выше видны срезы паразитных пилонов под фюзеляжем МиГ-9, которых там быть не должно. Причина - недолеченная модель. |
|
|
|
|
|
1. О применимости технологии печати из смолы как таковой
Как уже тут отмечалось в плюсах:
Т.е. танки в 72м и тем более 35м получатся золотыми. Авиация в 72м - тоже под большим вопросом, учитывая насыщенность этого рынка готовым пластиком и афтермаркетом. Танки в 1/100 и 144 - да. Авиация в 1/144 - тоже да. Допы для всех масштабов (колеса, баки, маски пушек, другие носы и тп) - тоже да. Ну и конечно фигурки всех масштабов - тут технология оптимальна. Подвесное вооружение - с оговорками (см следующий пункт). В целом печать из смолы отлично подходит для объемных, "плотных" объектов со сложным рельефом, фигурки - как раз идеальный пример. А вот для тонких вытянутых деталей (ПВД, стволы пушек, авиационные ракеты) - однозначно нет. С плоскими деталями со строгой геометрией или плоскими гранями - все сложно. У выращенных моделей всегда будет 2 стороны - чистовая, которая смотрит от стола, и черновая, к которой подходят поддержки. И черновая сторона всегда будет иметь дефекты - либо "слоновью ногу", если она стоит прямо на столе, либо "апельсиновую корку", если висит на поддержках. Картинка для иллюстрации - изогнутая створка люка на поддержках и снятая, с "коркой":  |
|
|
|
|
|
Спасибо Дмитрию за рассказ о своем опыте, думаю, все интересующиеся почерпнут для себя массу полезного.
Как владелец Фотона С с февраля этого года добавлю несколько копеек. О себе: основной интерес - одно/двухмоторная авиация в 1/144 (т.е. много мелких деталей двойной кривизны) и немного - фигурки. Принтер брал для печати тех моделей, которые неизвестно когда появятся в мейнстриме и у япноцев в гашапонах. Расход смолы с февраля - 3.5 литра, разные цвета Anycubic.  |
|
|
|
|
|
Марат, мое почтение!
Титанический труд, учитывая слепой масштаб и "дровянистость" исходника! |
|
|
|
|



