





































| Цитата |
|---|
| Кирилл Пасхин написал: Ну Аникубик моно, быстрее, конечно печатает.. на слой 0.025 у него уходит от 1 секунды до 2,5( в зависимости от смолы) |
Ну ок, для Моно делим на 3 - все равно полная высота выходит от 10 часов...

Ну ок, для Моно делим на 3 - все равно полная высота выходит от 10 часов... |
|||
|
|
|
Ну для смолы это вообще моментально )) Если я захочу напечатать на своем Фотоне С деталь во всю высоту (всего 16,5 см) слоем 0,02 и временем засветки слоя меньше 10 секунд - это займет, внимание, 30 ЧАСОВ! Если чуть более черновым 0,05 - часов 15-17... 2020-12-22 15_26_24.png (4.74 КБ) |
|||
|
|
|
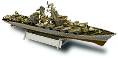
Могу предположить, что модели таких размеров в 1/72 на смоле будут стоить не 13, а все 50 тыс рублей... Другой вопрос, что нос Орленка из серого материала больше похож на смолу с характерными полосами слоев, нет? Или современный FDM уже дает относительно приличную детализацию?  out.jpg (362.88 КБ) |
|||
|
|
|
|
Глянул их прайс -
|
|||
|
|
|
Мне не для цвета (все равно результат под покраску) а для улучшения свойств смолы. Учитывая, что на Али нормальных цветов сейчас не отгружают... Например кубиковскую зеленую или Aqua Blue сделать оранжевыми (или около того) - вы писали, что это оптимальный цвет для блокирования паразитной засветки. Это реально? И второй вопрос - а как собственно вымешивать смолу, чтобы пигмент распределился в объеме, а не лег на дно пластом / комочками? И в каких пропорциях? |
|||
|
|
|
|
Кстати, о смолах.
Тут в одном интервью с 3D-печатником (2 десятка принтеров, фигурки на заказ) на ютубе он сообщил, что одним из секретов качественной печати является пигментация смол. Типа, они во все смолы в обязательном порядке добавляют пигмент. У кого есть опыт подобной пигментации? Как влияет на детализацию и время засветки? Какие именно пигменты замешивать, в каких пропорциях? |
|
|
|
|
А еще на предыдущем Сонике мини, пишут, вообще пластиковая ванночка была. И типа что на Мини 4К поставили металл - большой прогресс!  |
|||
|
|
|
|
AK3D, спасибо за подробный разбор!
Представляю, сколько сил и времени потребовалось на сбор всей информации и написание... По принтеру - похоже, имеем красивые характеристики "на бумаге" и крайне дешевое исполнение по всем направлениям - от каретки и линз до трескающегося пластика корпуса... По совокупности, желания бежать и выкладывать 40 тыр кровных за это чудо тайваньской мысли не возникло.
Изменено: - 20.12.2020 23:04:50
|
|
|
|
|
Ну я не защищаю производителя, просто смотрю, что внутри. По существу это разные классы устройств - "поиграться с миньками" и типа "профессиональная печать". Возможно производитель специально так позиционирует - чтобы отсечь казуалов, а крупным студиям печати плюс-минус 500$ на принтер пофиг, они и "шкафы" за десятку себе могут позволить. Возможно (возможно) большИй принтер дает более стабильные результаты. Это все можно узнать, только прогнав десяток литров смолы через каждый... |
|||
|
|
|
У mini он в 1.5 раза меньше - 130 мм высоты против 200 мм у Phrozen Sonic 4K Причем там нелинейная зависимость - мелкий имеет просто направляющую, торчащую из основания, прикрываемую пластиковым колпаком, а крупный - целый металлический корпус за направляющей. Направляющая не одинарная, как на mini, а двойная. Видимо, для обеспечения устойчивости при "вытаскивании" модели, заполняющей такой объем. На общих габаритах и весе это сказывается - вес принтеров 5 кг и 15 кг соответственно. У производителя, кстати, разброс цен даже больше - 330 и 1400$ Еще у большого Ethernet-интерфейс есть и управляющий экранчик побольше, но это, думаю, уже минорные отличия. Sonic-Mini-4K-750x750px-03_600x.jpg (15.42 КБ) Sonic-4K-750x750px-04_600x.jpg (16.35 КБ)
Изменено: - 17.12.2020 23:48:49
|
|||
|
|
|
|
Кстати о клеях и цианакриле.
Взял недавно в супермаркете по случаю Момент Гель в виде "маркера", называется Perfect Pen В принципе, удобнее, чем мелкими тюбиками, которы то ничего, то сразу полтюбика выдают. perfectpen.jpg (21.46 КБ) |
|
|
|
|
А если хотя бы 0,02 вместо 0,025? Типа, кратно 0,1? |
|||
|
|
|
|
Или суперклей-гель.
Он схватывает не сразу, что дает время на позиционирование деталей. |
|
|
|
|
Версия 2.1.21.RC6 А у вас - 2.1.24 Похоже, придется держать два Воркшопа - один для слайсинга, другой для проверки слоев. У меня крайние версии тоже глючили, модель открываешь - вылетает. 2020-11-24 18_30_31.png (5.02 КБ) |
|||
|
|
|
О, а чем это вы так слои визуализируете? Судя по характерному цвету и контролам - Фотон Воркшоп. Я его весь облазил - нигде не нашел такого режима. 1.jpg (62.96 КБ) |
|||
|
|
|
AK3D топит за Phrozen Sonic Mini 4K и его характеристики действительно впечатляют, но т.к. этот принтер Made in Korea есть проблемы с прямым заказом, а у местных перекупов совершенно неразумный ценник (330$ у производителя и 35-40 тыр в РФ). Фотон С на Али начинается от 26-28 тыр. Печатать цельные модели можно в пределах зоны печати (она указана в характеристиках) плюс ничего не мешает дробить большую модель на части (см как разбиты на детали обычные пластиковые модели на литниках) и напечатать хоть B-17 в 1/24 по кусочкам.
При правильной ориентации модели это дает очень высокое качество печати, недостижимое ни на каком FDM-принтере (которые выдавливают разогретый пруток пластика) Но готовьтесь к изучению матчасти, "распаковал, включил, напечатал, получилось" - это пока не про SLA-печать (как впрочем и любую другую 3D-печать).
Поддерживаются и выжигаемые смолы. Кстати, на Фотонах сидит дофига зубных врачей-протезистов.
Изменено: - 21.11.2020 19:45:28
|
|||||||
|
|
|
|
Ютуб принес в рекомендациях интересного товарища.
Говорит, что смог победить "слоновью ногу" за счет манипуляций с экспозицией базовых слоев. Видео: Фото:  Сам еще не проверял, но выглядит интересно. 2020-11-16 22_16_50.jpg (63.6 КБ) 2020-11-16 22_18_02.jpg (45.17 КБ) 2020-11-16 22_19_05.jpg (125.03 КБ) |
|
|
|
|
Цены хорошие, да. Но оранжевой нет даже из Китая (( |
|||
|
|
|
Круто! Это сколько отдельных деталей? |
|||
|
|
|
А вот ракеты - лучше целиком... |
|||
|
|
|
Но все равно было стремно, особенно когда представил, как смола затекает по экрану в принтер через порванную в 4 местах пленку...  |
|||
|
|
|
И если переименовать слайс файл в R_E_R_F.pws - принтер его отработает по зонам. Но имхо это извращение, да и зона такой "дифференциированой печати" будет совсем маленькой - 1/8 от и так не самой большой ванночки... |
|||
|
|
|
|
Возвращаюсь к своему "любимому" вопросу - оптимальной расстановке поддержек.
Пример - авиационные ракеты и прочее подвесное вооружение в 1/144 Особенность - они длинные, тонкие и имеют еще более тонкие стабилизаторы, особенно в таком мелком масштабе. В примере ниже ракета Р-27 имеет длину около 30 мм и толщину 2 мм. Класть ракету под углом около 30-40 градусов можно, и она печатается, но мне не понравился результат - поддержки "убивают" те стабилизаторы, которые к ним подходят, их практически нереально чисто отрезать: Поставил вертикально, с минимумом поддержек, выставленных строго вручную, без автоматов - получился этакий "контейнер для перевозки": Вид снизу: Результат: Вопрос к гуру - есть ли практики лучше? И да, делить ракету на 2-3 части не хочется - собирать ее потом обратно из микроскопических деталей сравнимо по трудозатратам с изготовлением ракеты с нуля из пластиковых обрезков. И второй вопрос - если ракета имеет острый наконечник, нет ли шансов проткнуть им пленку на финальной стадии печати? Кто-нибудь рвал пленку при печати деталей с острыми краями вверху? Заранее спасибо за ответы. scr3.jpg (20.6 КБ) scr1.jpg (18.02 КБ) scr2.jpg (3.95 КБ) IMG_20201105_131448.jpg (63.65 КБ) scr4.jpg (11.34 КБ) |
|
|
|
|
Прошивка принтера для файла с таким именем делит зону засветки на 8 равных участков (4*2) и каждый следующий засвечивает на 1 секунду больше предыдущего. Менять зоны произвольно, так же как и инкремент времени засветки нельзя - оно прошито. А вот что можно менять - это индивидуальные времена не по зонам засветки, а по слоям. Т.е. можно выставить руками не только время "для базовых слоев и остальных", но и у каждого слоя отдельно. Не представляю ситуаций, в которых это нужно, да и чисто практически, прощелкивать сотню-другую слоев руками (если слой 0,025 и меньше) - то еще удовольствие.  2020-11-05 13_41_03.png (212.36 КБ)
Изменено: - 05.11.2020 13:46:05
|
|||
|
|
|
|
|
|
|
|
|
Свой Фотон С брал еще в феврале - умел из коробки. |
|||
|
|
|
А глаза - уже окрашены? Что за техника? |
|||
|
|
|
То я их конечно читал, еще в первый месяц владения принтером. Про площадь контакта поддержки с моделью согласен, но 1 толстая поддержка все равно не заменит "леса", да еще с перемычками. Кстати, даже на low density из этих статей - поддержек стоит достаточно много: |
|||
|
|
|
Половину. А я везде сравниваю литры. И 47 у вас не из-за VAT (он как раз 0), а из-за +10 за доставку.
Изменено: - 21.10.2020 16:36:11
|
|||
|
|
|
После многочисленных пятен на дне ванночки вместо моделей, лично я поддержек не жалею. Better safe than sorry, как говорится... А отрывать под кипятком, что 3 поддержки, что 10 - примерно одинаково. |
|||
|
|
|


