

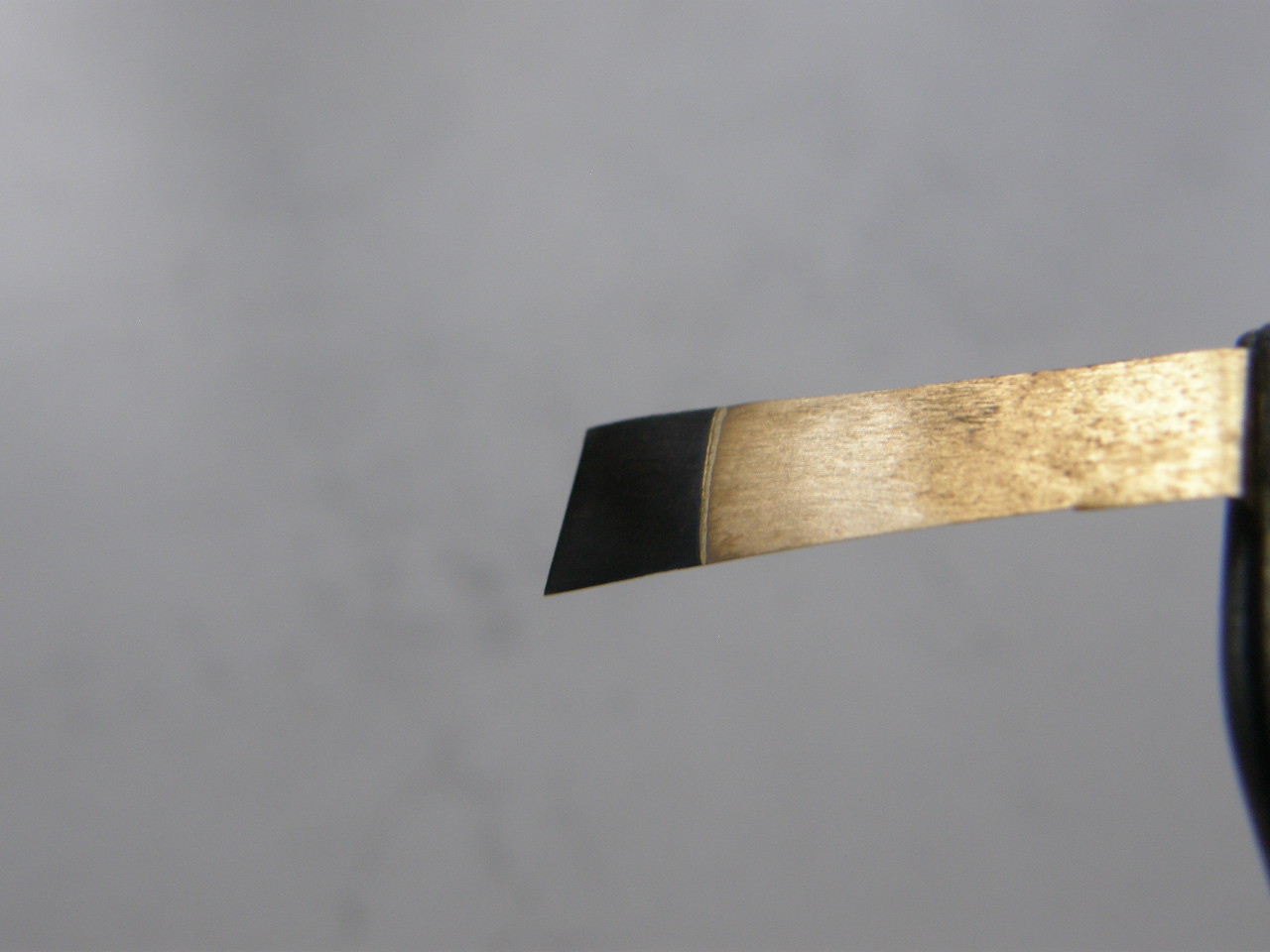
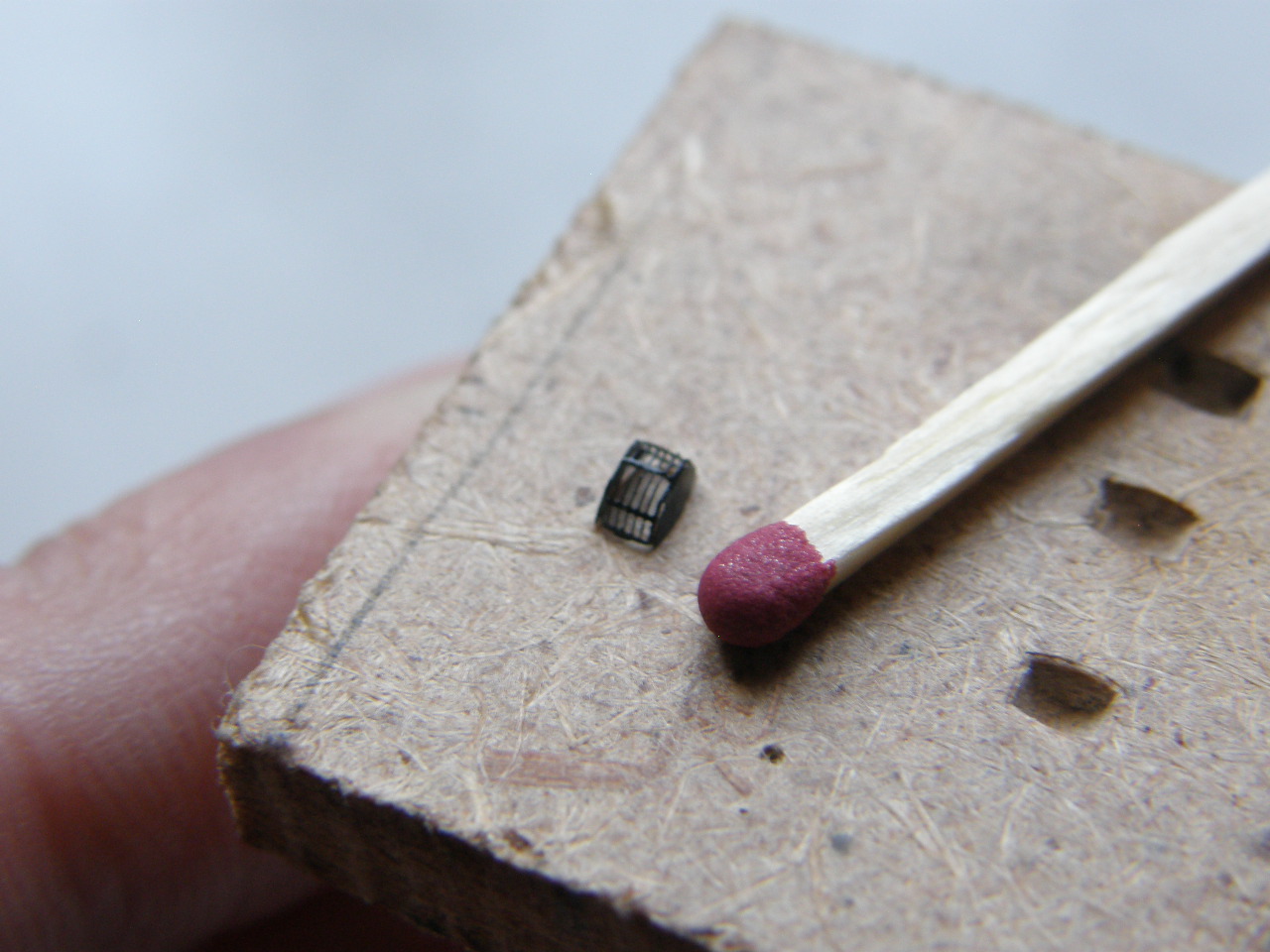
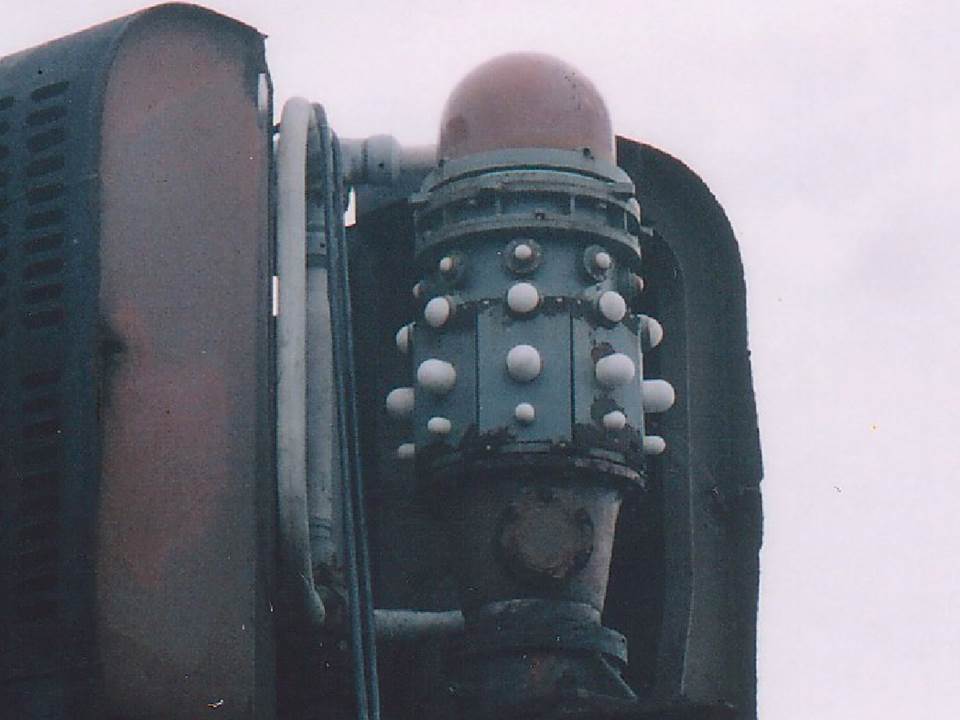
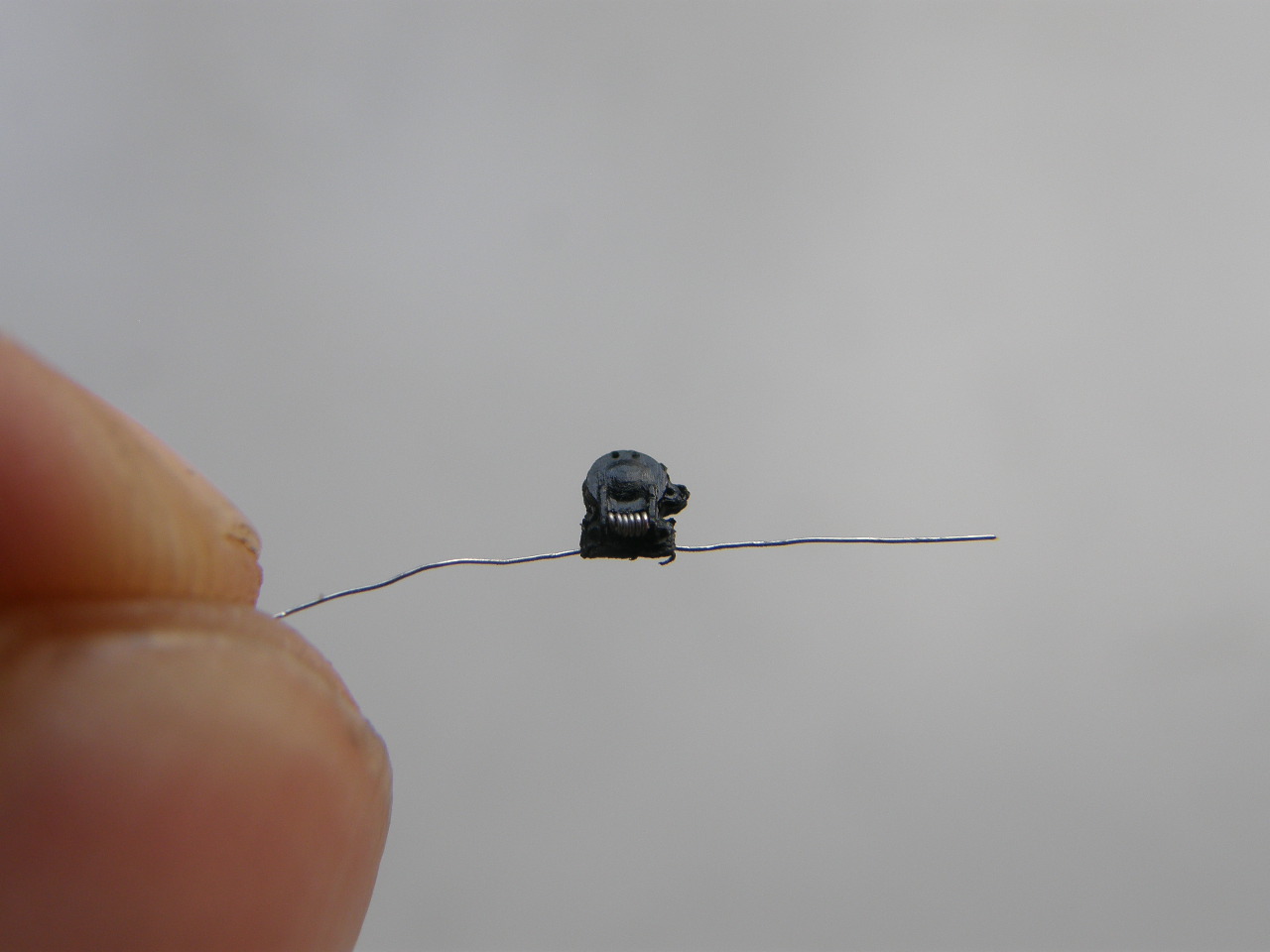
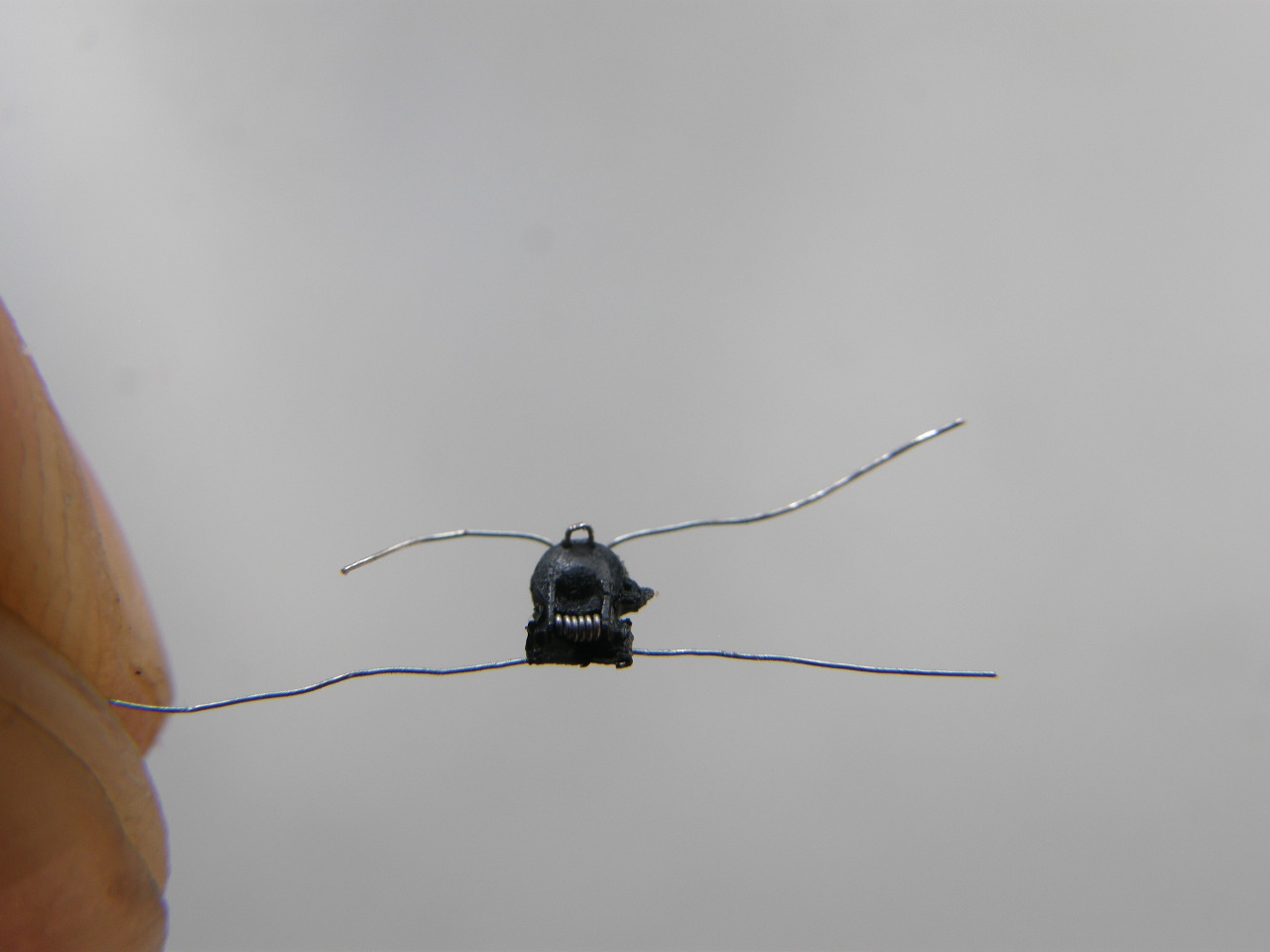
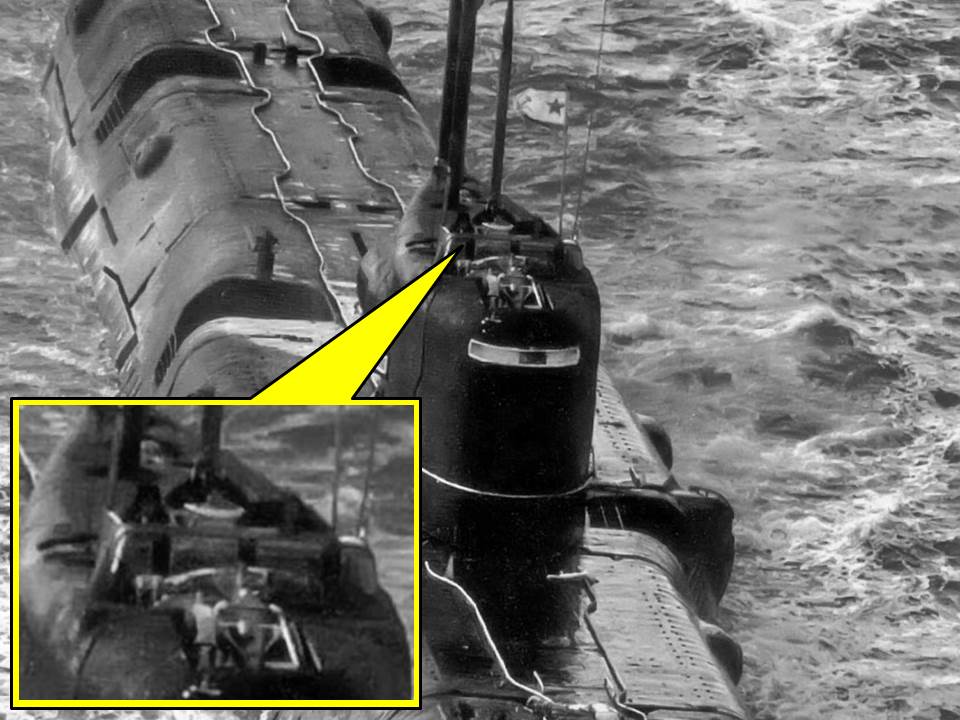
Ну и как же без датчика МГ-23 ГИСЗ "Береста" (на сленге подводников - Рога), который выкрашен в белый цвет и прикрыт защитной сеткой.

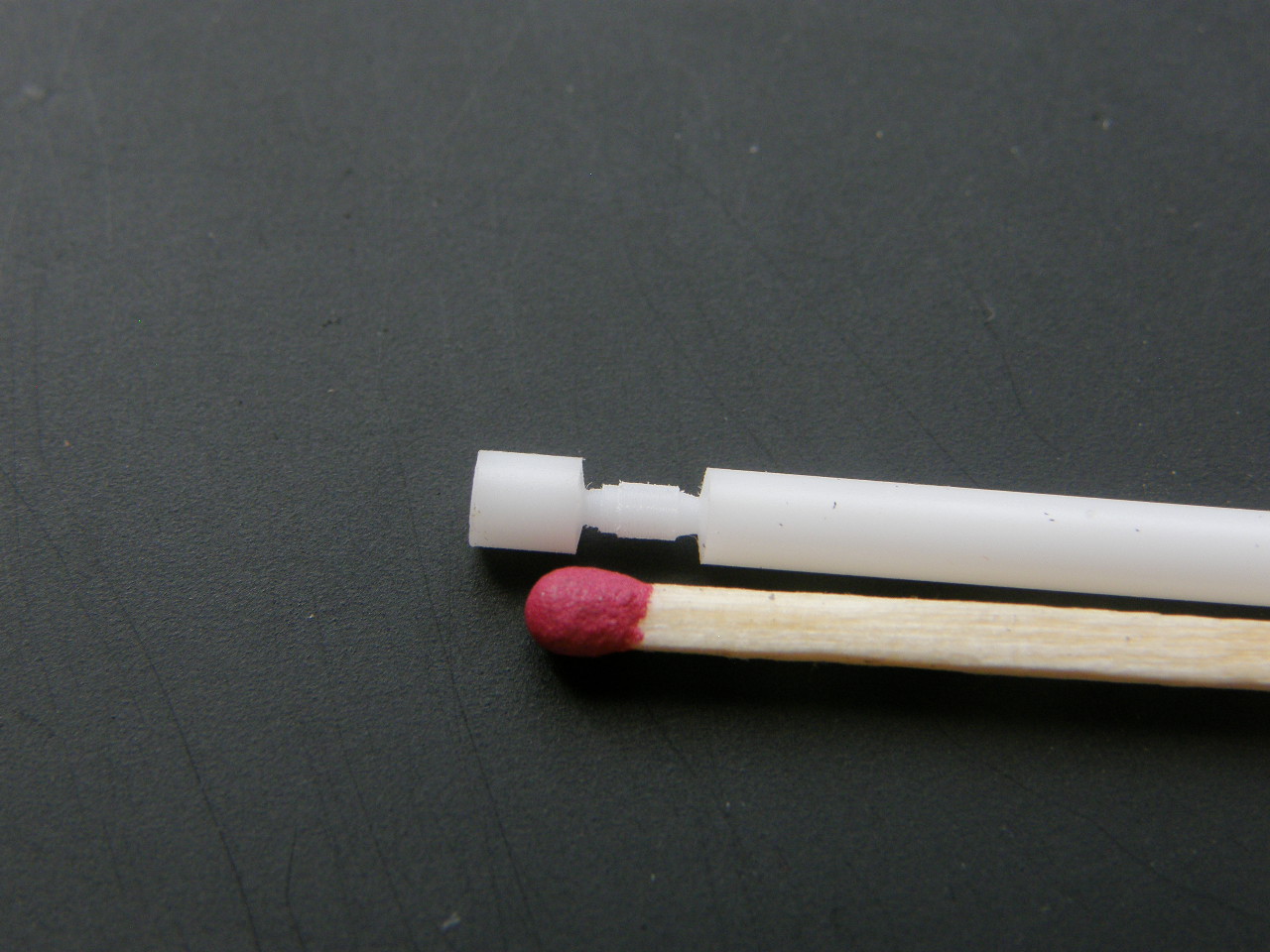
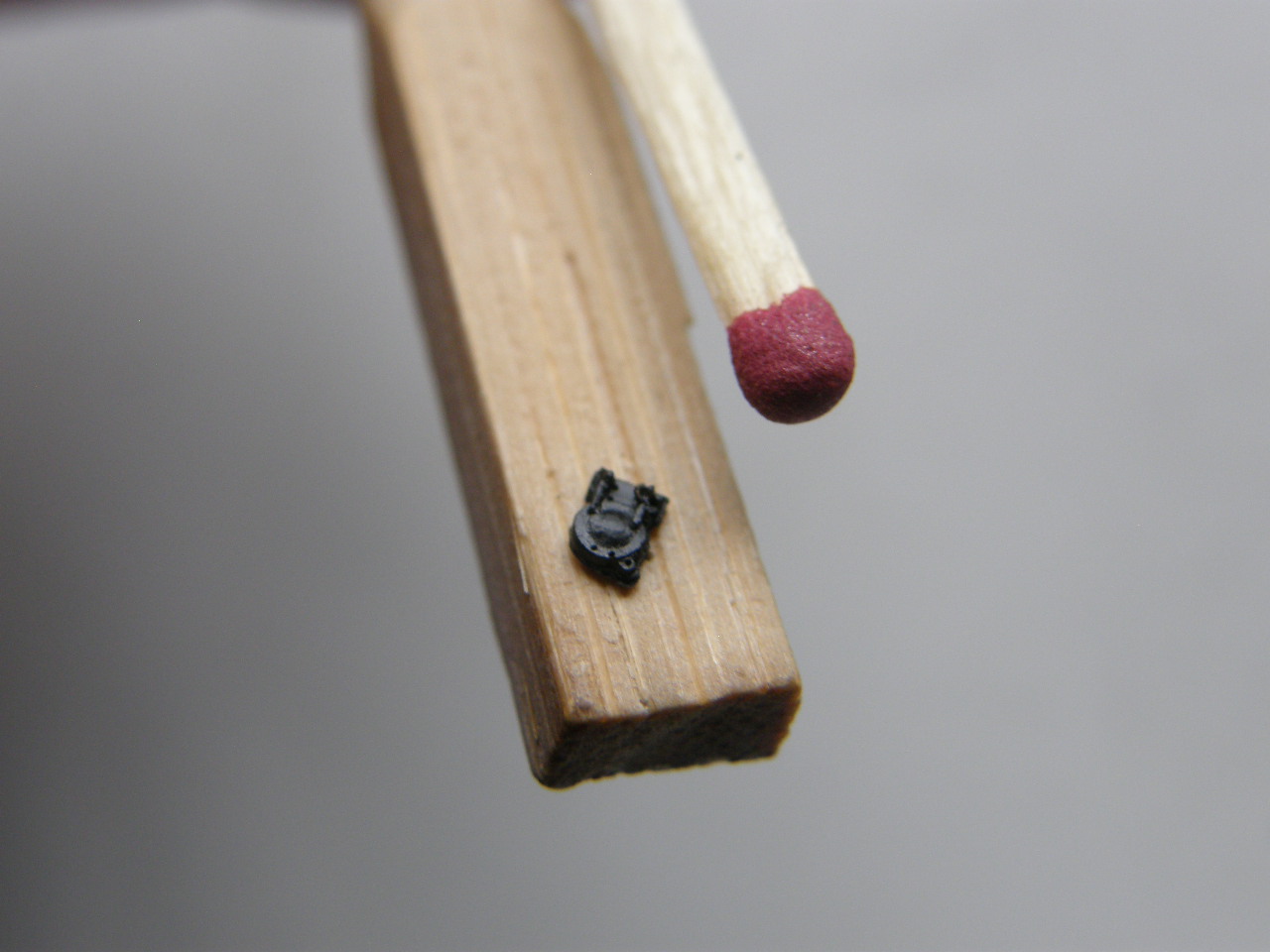
Пока обсуждали пути повышения точности работы станка с ЧПУ из проволоки Ø 0,1мм выгнул датчик МГ-23 размером 1,1Х1,1 мм. Из толстостенной латунной трубки Ø 0,7мм сделал основание датчика, сточив трубку высотой 0,8 мм на конус, и припаял к ней китайской паяльной пастой рога.
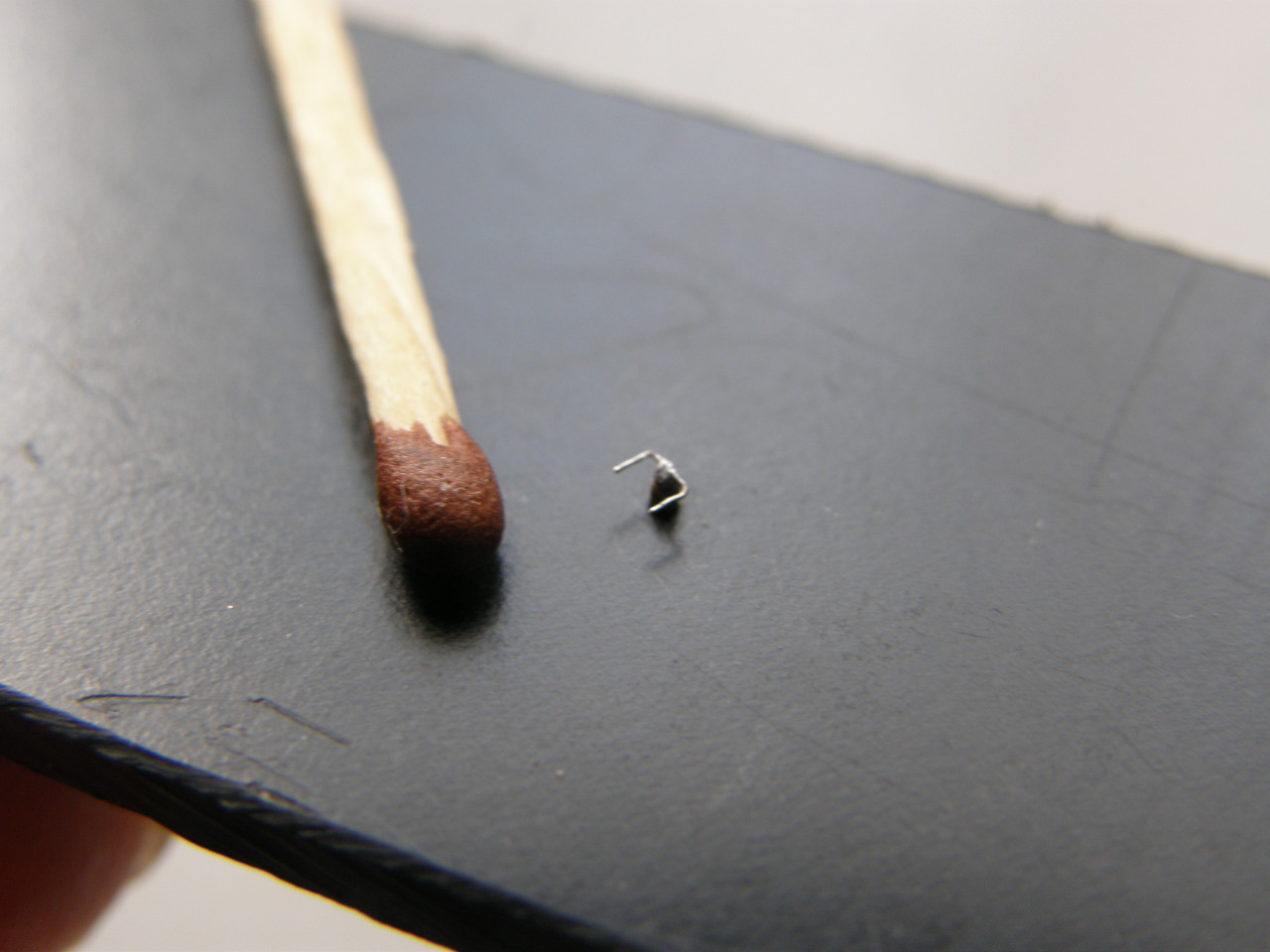


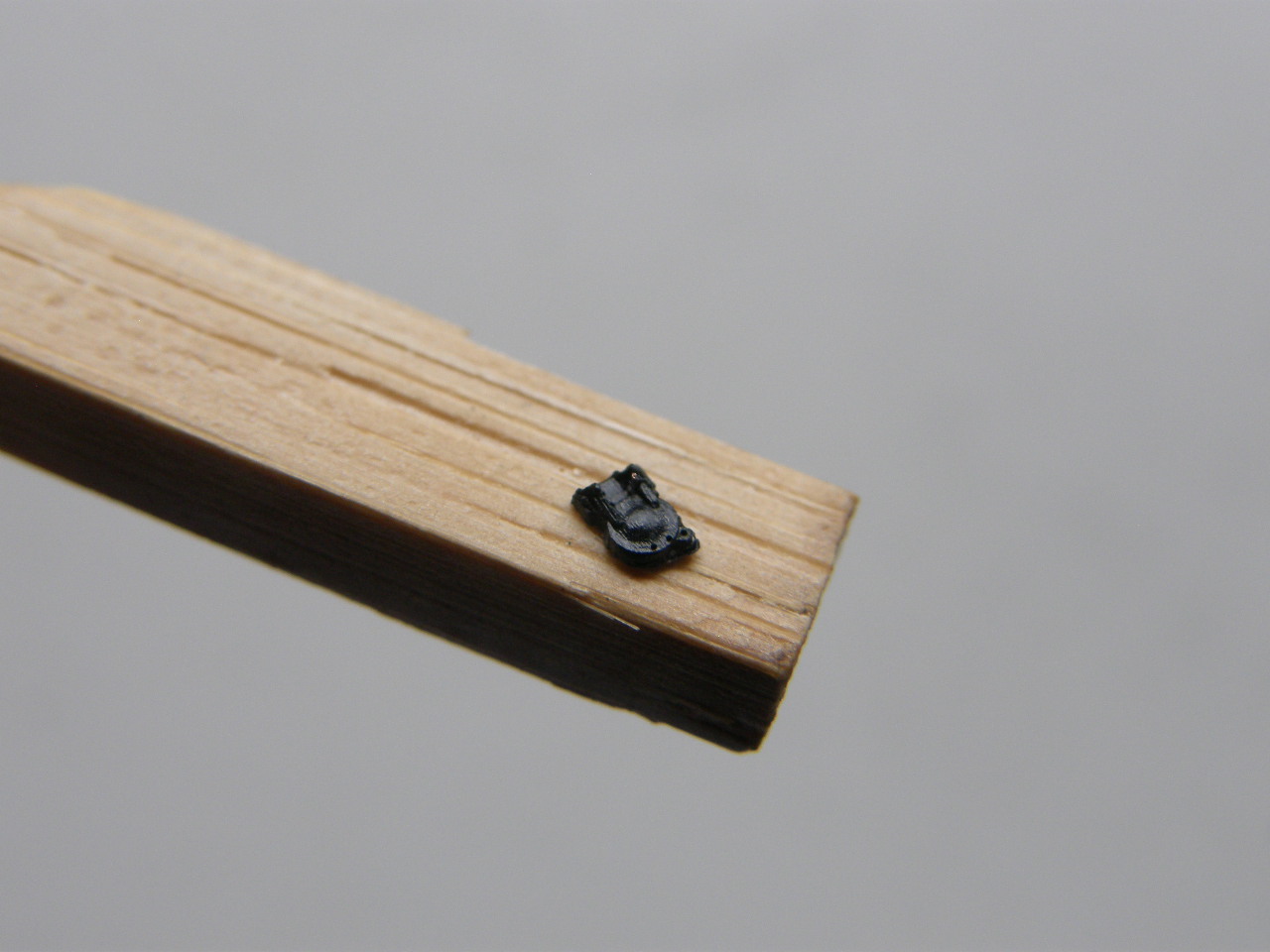
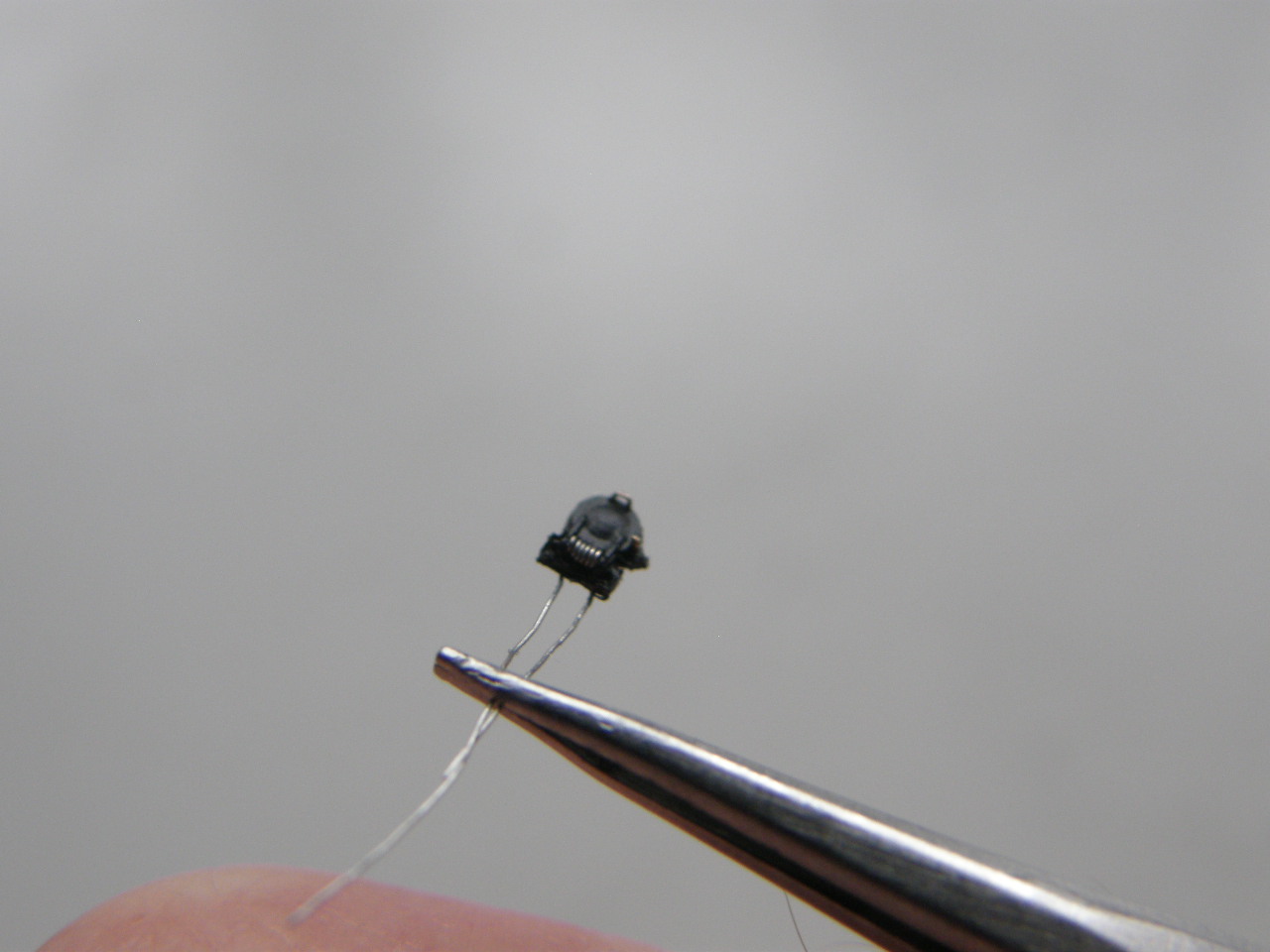
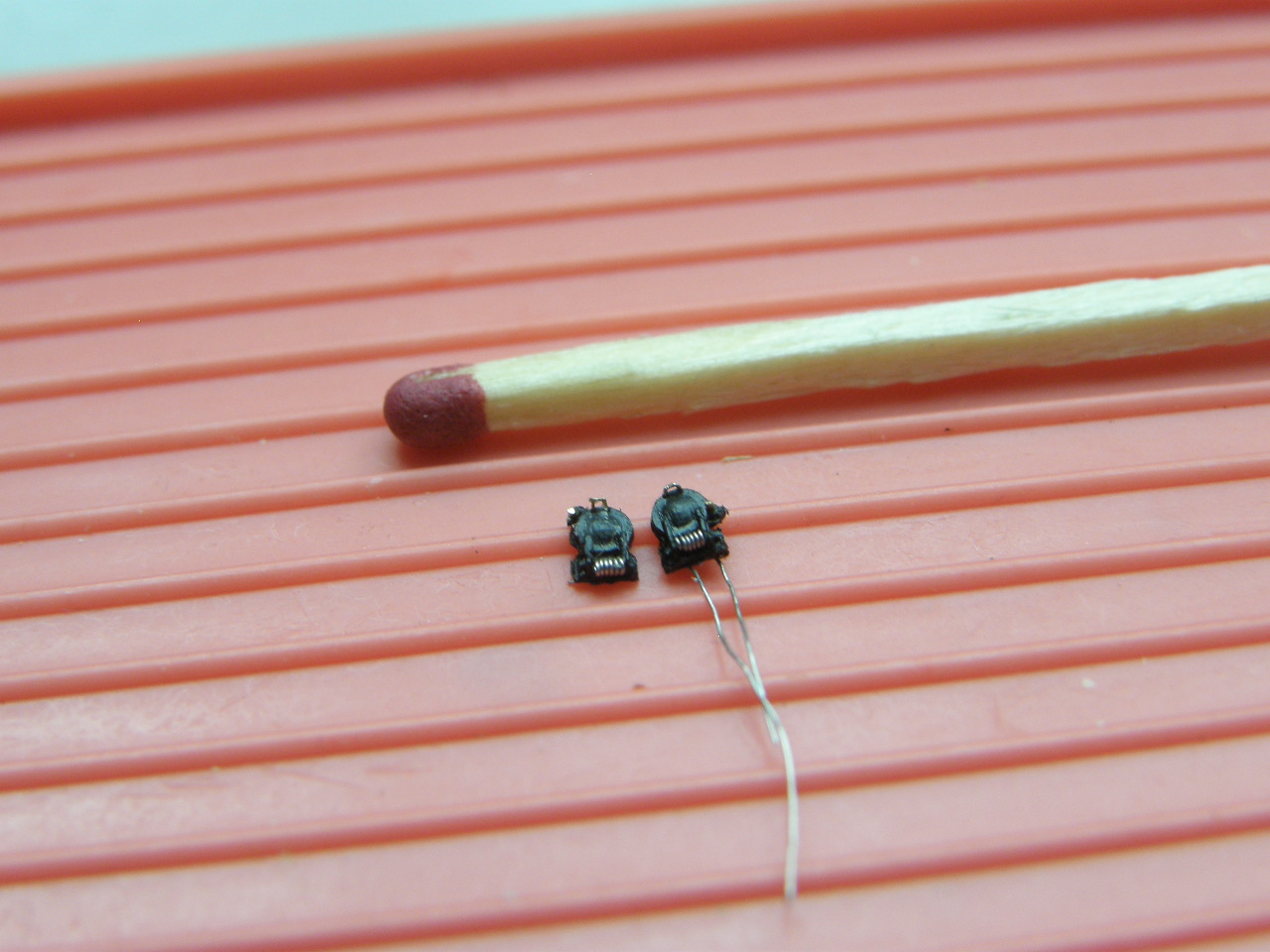
Теперь весь комплект МГ-23 выглядит вот так.

Работу закончил примеркой.

Теперь, также как и с элементами антенного поста системы управления "Аргумент" (ссылка) снова встал вопрос: "Чем красить фототравление защитной сетки, чтобы не "убить"?".
С уважением…
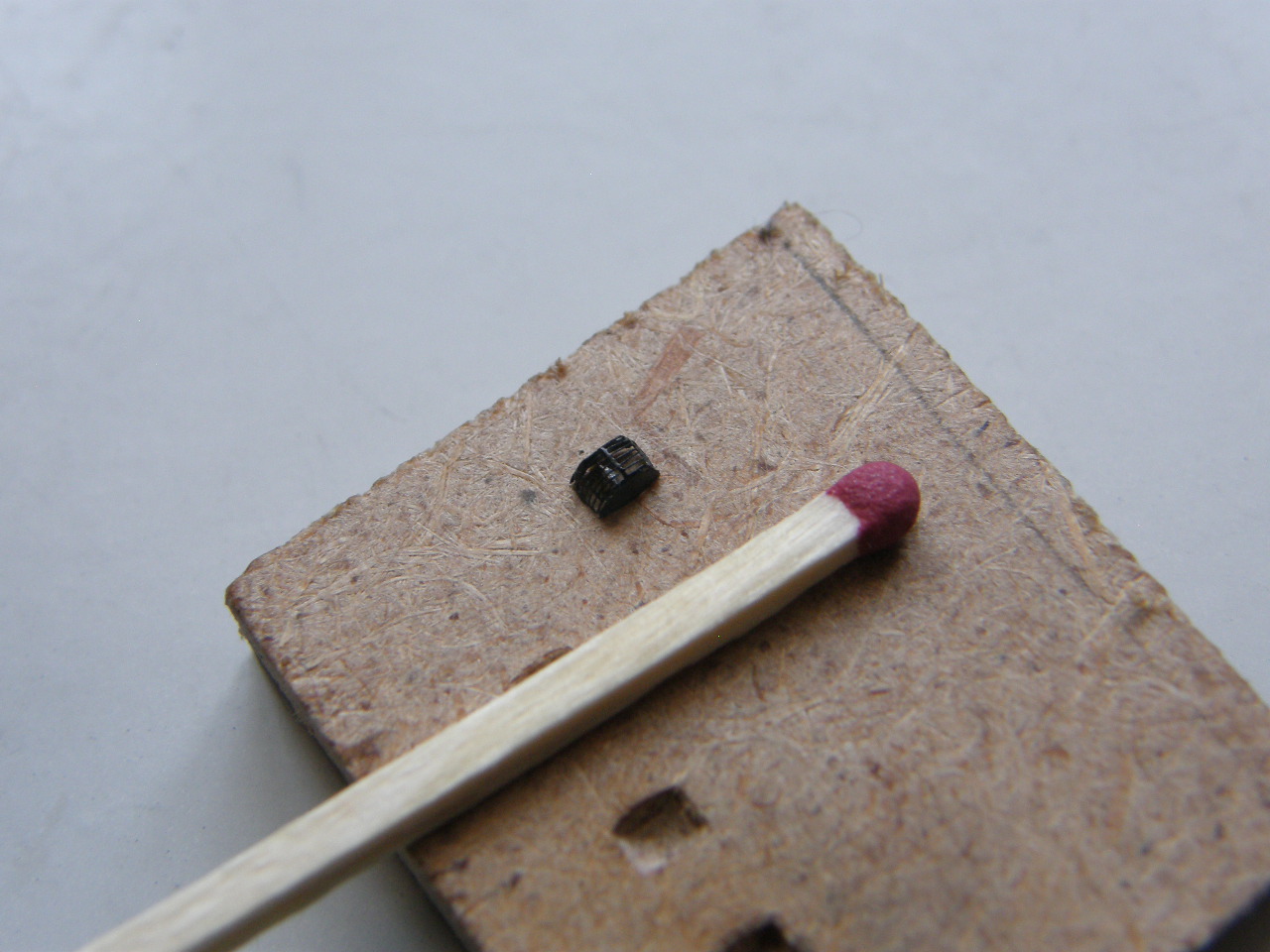
Продолжил изготовление комплекта МГ-23 ГИСЗ "Береста".
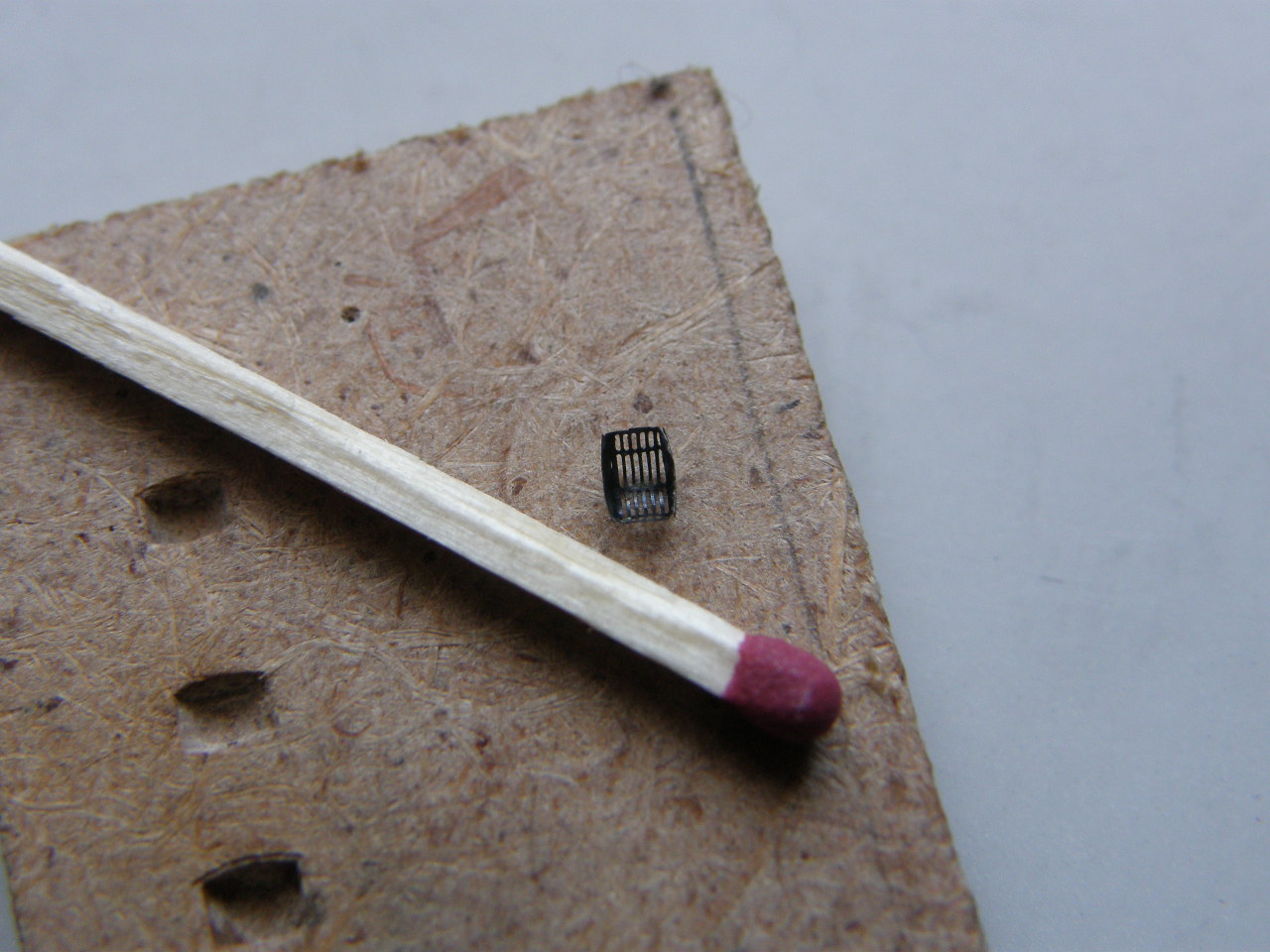
Заданный коллегам вопрос "Чем красить фототравление защитной сетки, чтобы не "убить"?" снова упал в никуда и продолжал падать уже четыре дня, опять пришлось принимать самостоятельное решение. Опять сделал расчет: защитная сетка МГ-23, толщина прутьев – 0,05 мм, расстояние между прутьями 0,12 мм. При покрытии краской аэрографом в два слоя толщина слоя будет в среднем 0,05 мм. Итого, после покраски расстояние между прутьями станет 0,02 мм и фототравление будет гарантировано "убито" и датчик под защитной сеткой не будет видно.
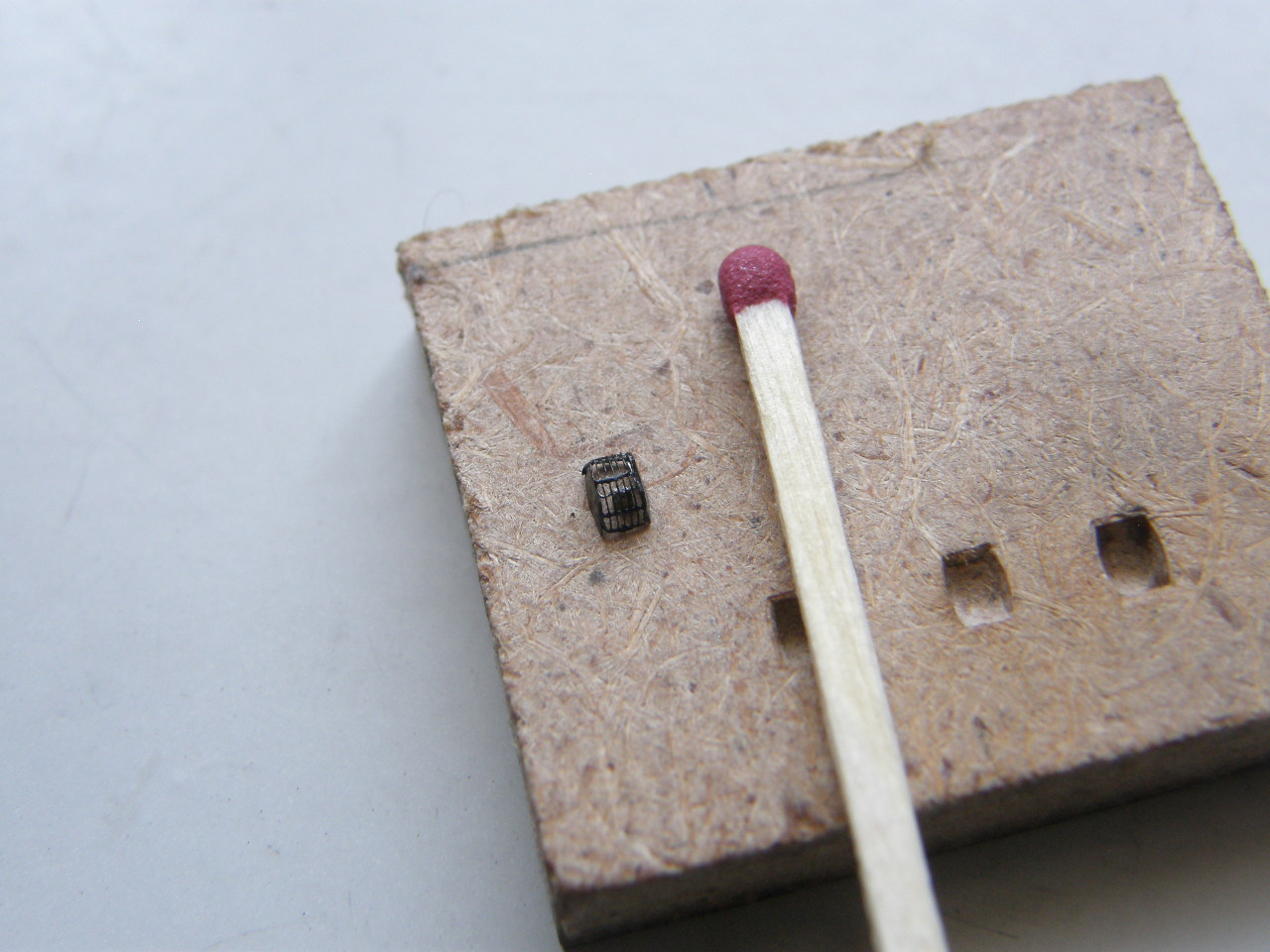
Поэтому покрытие краской отпадает, осталось чернение. На пробнике проверил чернение латуни известными брендами: "Klever" (полоска слева) и "Birchwood Brass Black" (полоска правее). Результат мне не показался.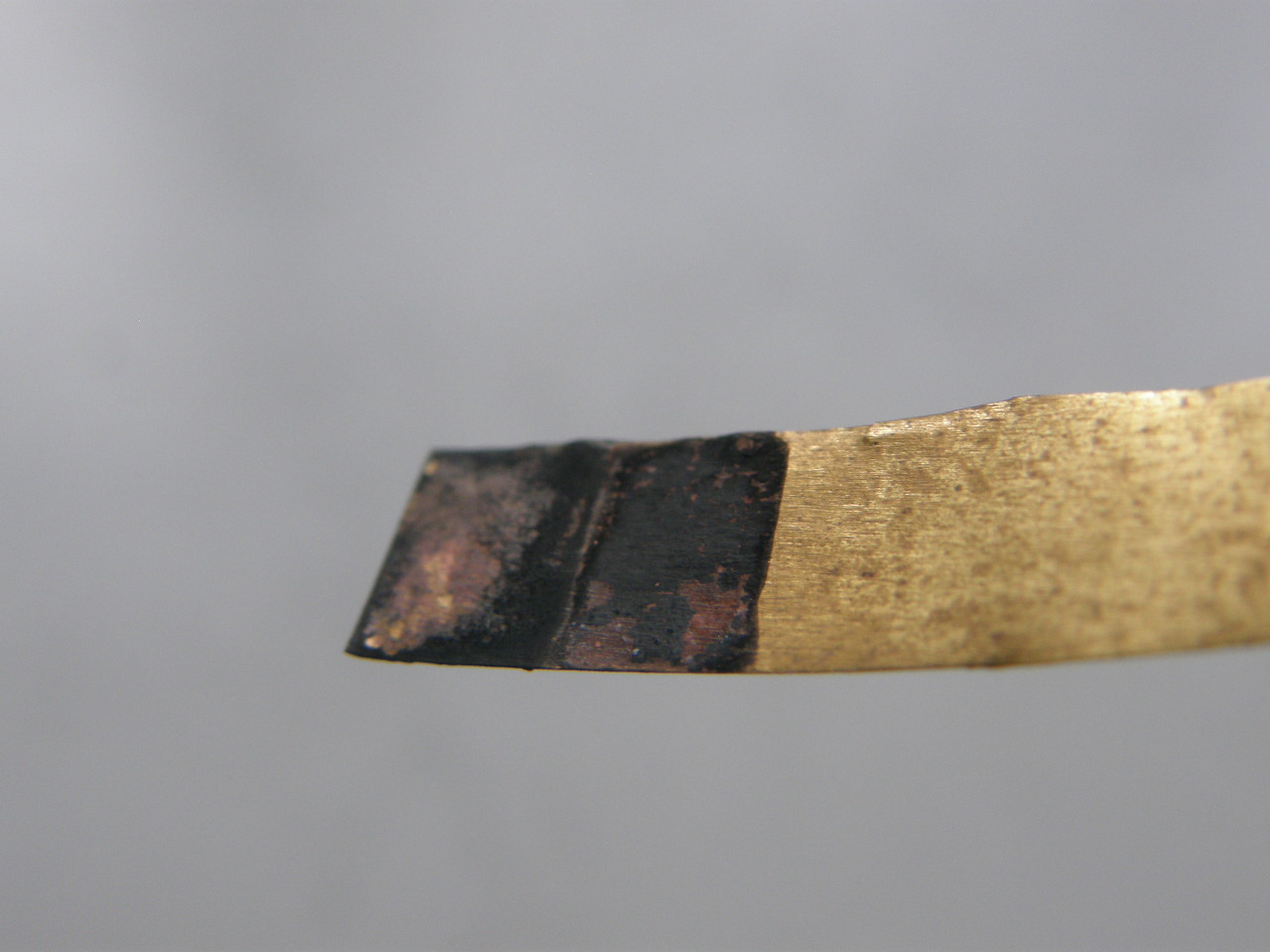
Сделал чернь на основе дистиллированной воды, нашатырного спирта и ХОМ (хлорокиси меди).

На 30 минут погрузил в него пробник из латуни и получил результат.
Латунь в процессе чернения становится сначала оливкового цвета, потом – темно-коричневого и в самом конце - черного цвета. Если латунь перед чернением надраить, то можно получить вороной цвет (черный с темно-синим отливом).
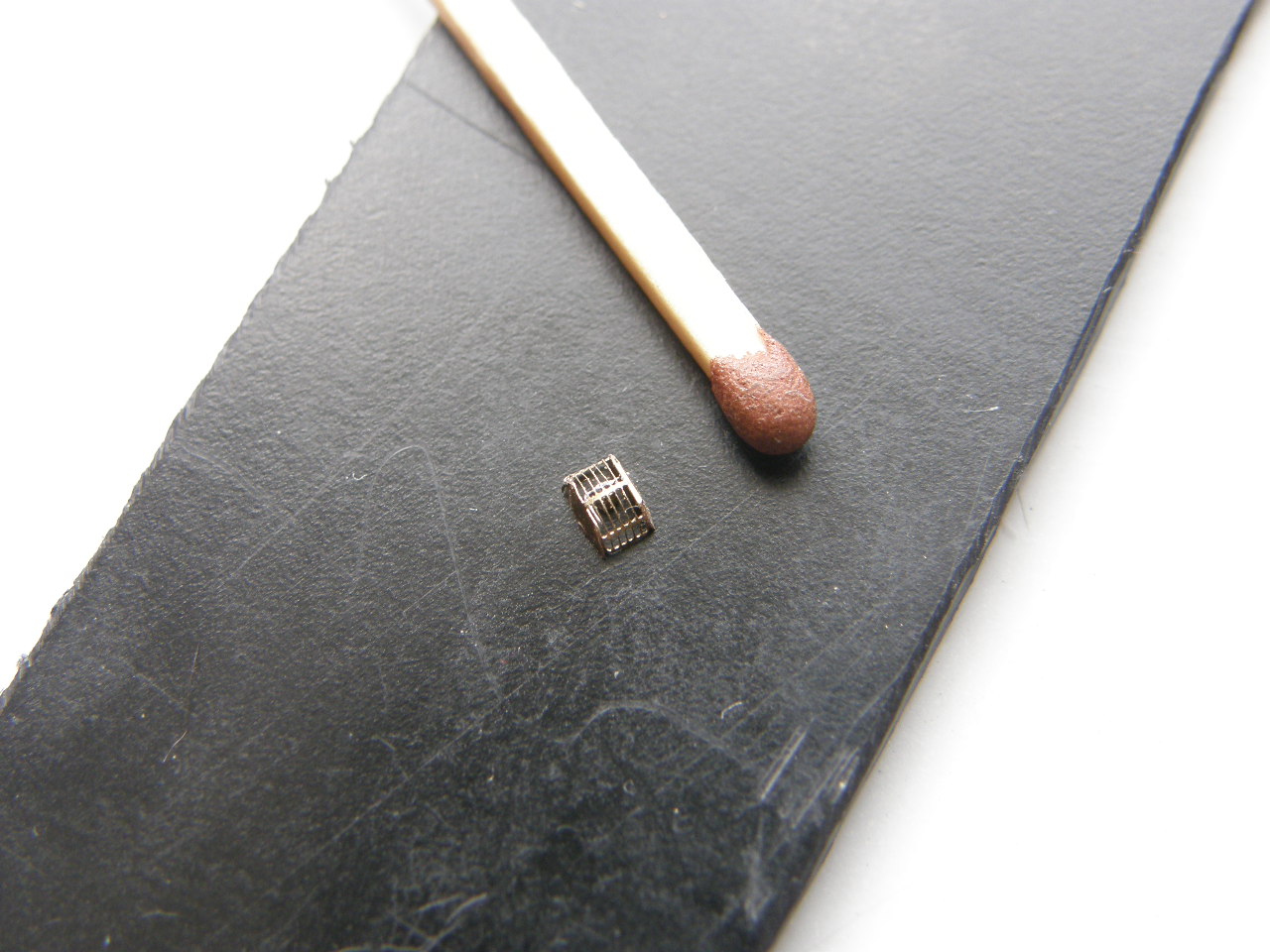
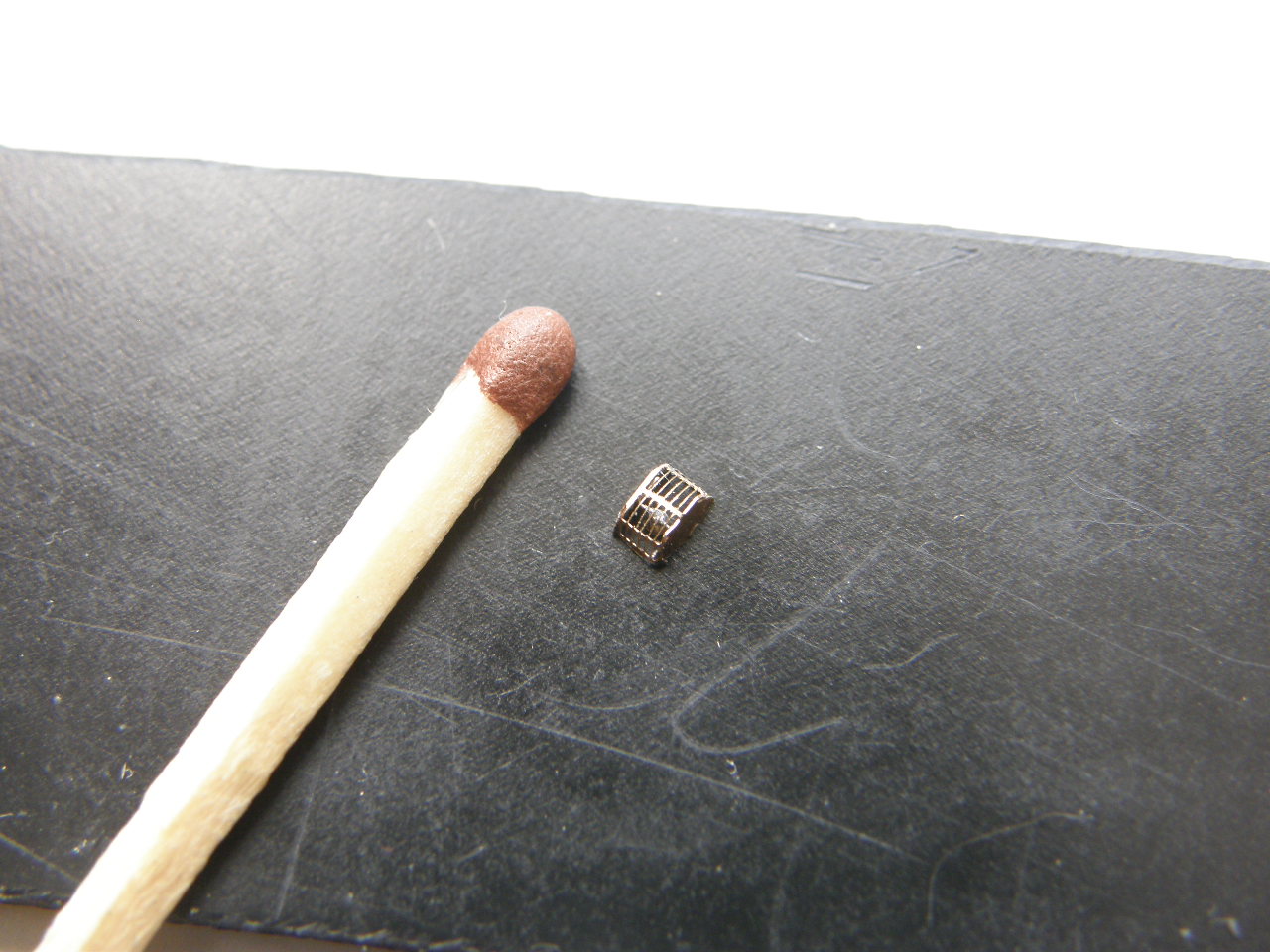
Результат пробы меня устроил. Закрепил на капроновой мононити (Ø 0,07 мм) защитную сетку и на 30 минут погрузил ее в чернь. После промывки в воде, не вытирая, оставил на 2 часа сохнуть. За это время чернь закрепилась. Чернение получается настолько прочное, что его может удалить только наждачная шкурка или Трилон-Б.
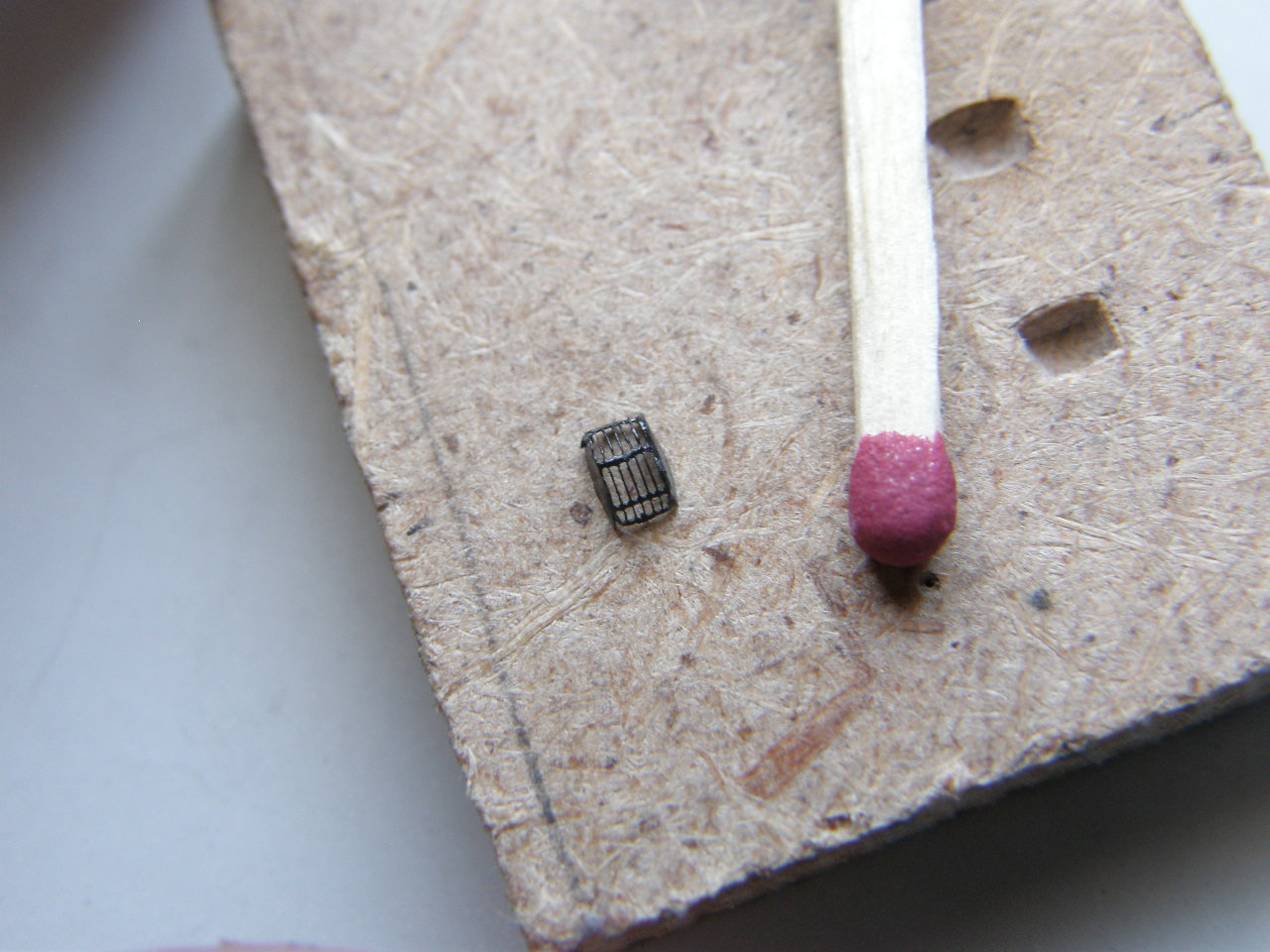
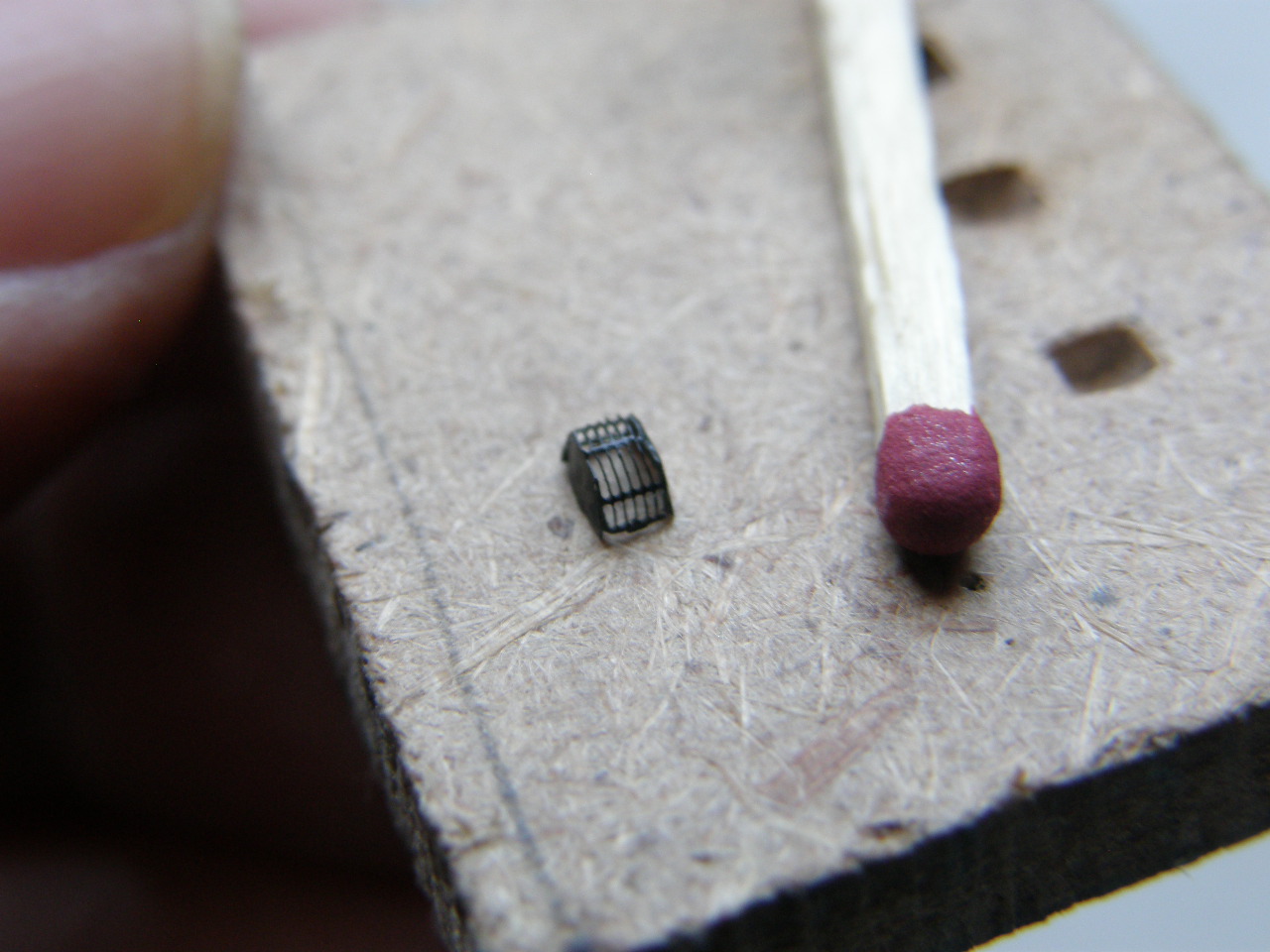
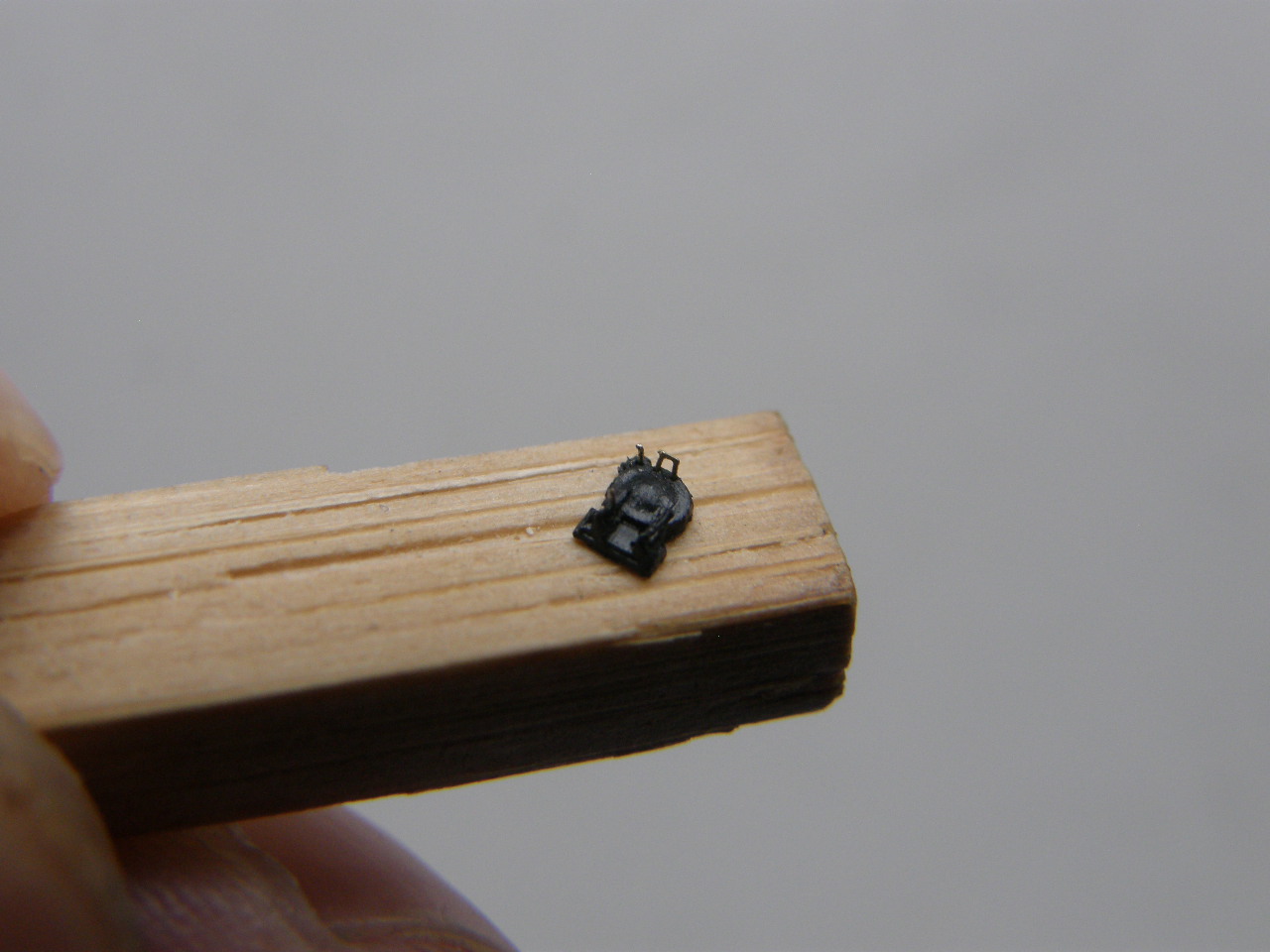
В конце снова примерка всего комплекта МГ-23 ГИСЗ "Береста" (датчик под защитной сеткой).
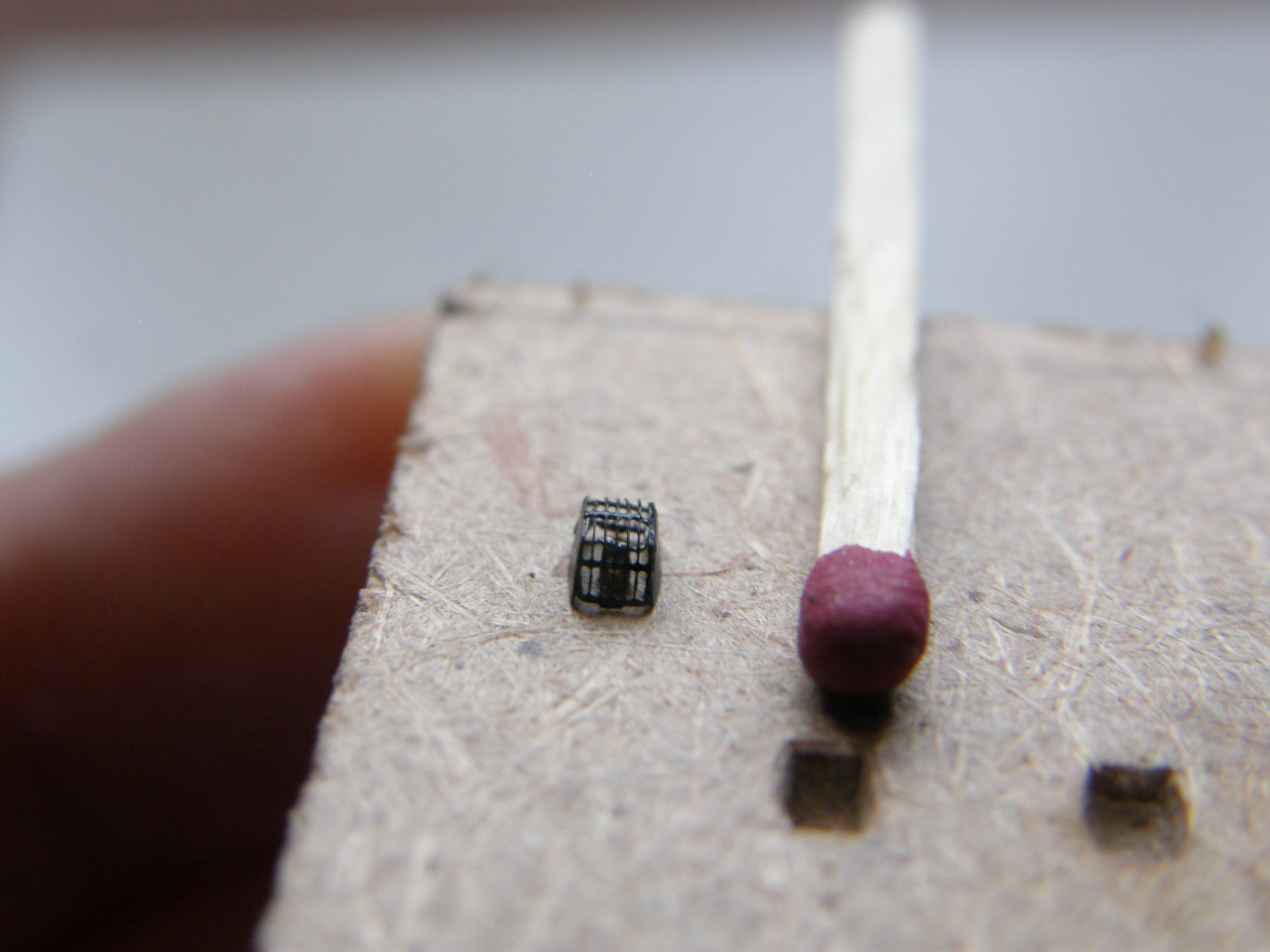
Вроде бы фототравление опять "выжило" и датчик отчетливо просматривается под защитной сеткой.
С уважением…
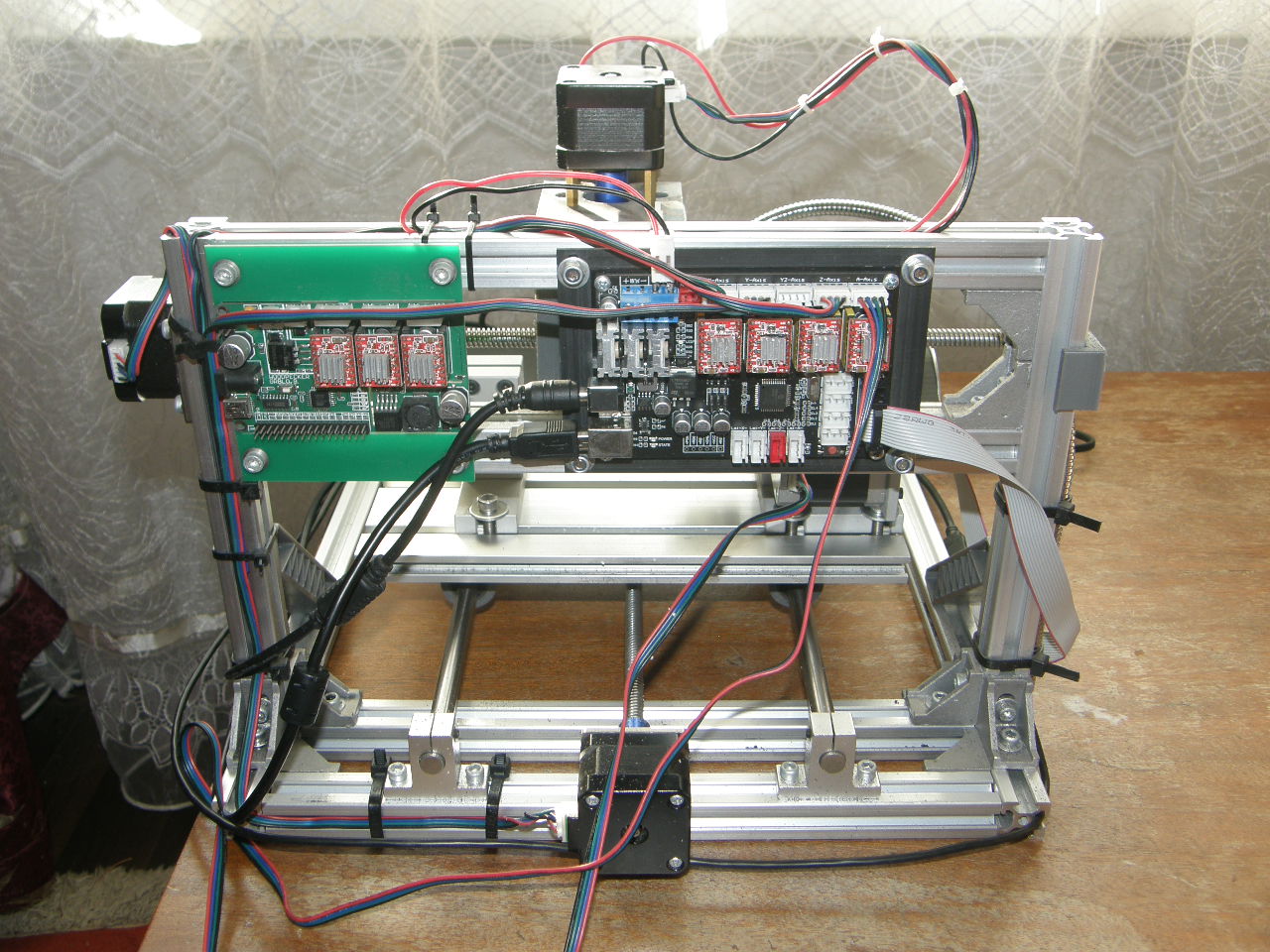
Давненько не заходил на сказку, модернизация орудий производства занимает много времени. Появилась необходимость окончательно довести до ума четвертую ось китайского фрезерного станка с ЧПУ (ссылка). Что это дает для обработки?
В отличие от обычной 3-х осевой обработки 3D модели, где деталь должна крепиться с одной стороны, к столу станка с ЧПУ, 4-х осевая фрезеровка даёт возможность обрабатывать изделие со всех сторон непрерывно, без дополнительных операций по перестановки детали на рабочем столе. Это позволяет получать изделия сложной формы. Существует два типа 4-х координатной обработки: первый - непрерывная и второй - позиционная обработка (обработка с индексированием). Непрерывная обработка - в этом случае фреза одновременно перемещаются по всем степеням свободы. Позиционная обработка - поворотная ось применяются только для изменения положения заготовки, а остальные операции производятся в режиме трехмерной обработки, при этом точность поворота оси составляет 0,3 градуса.
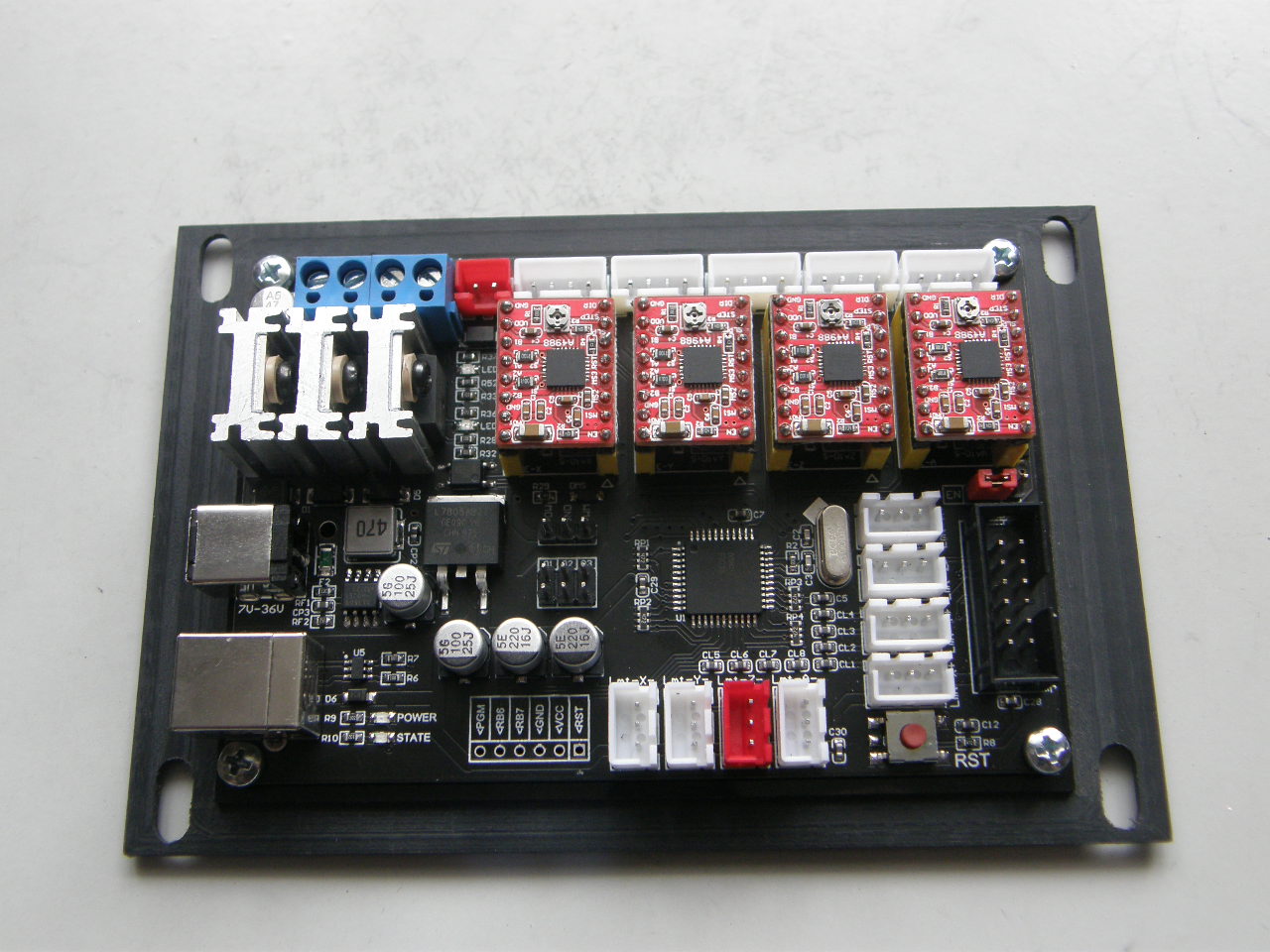
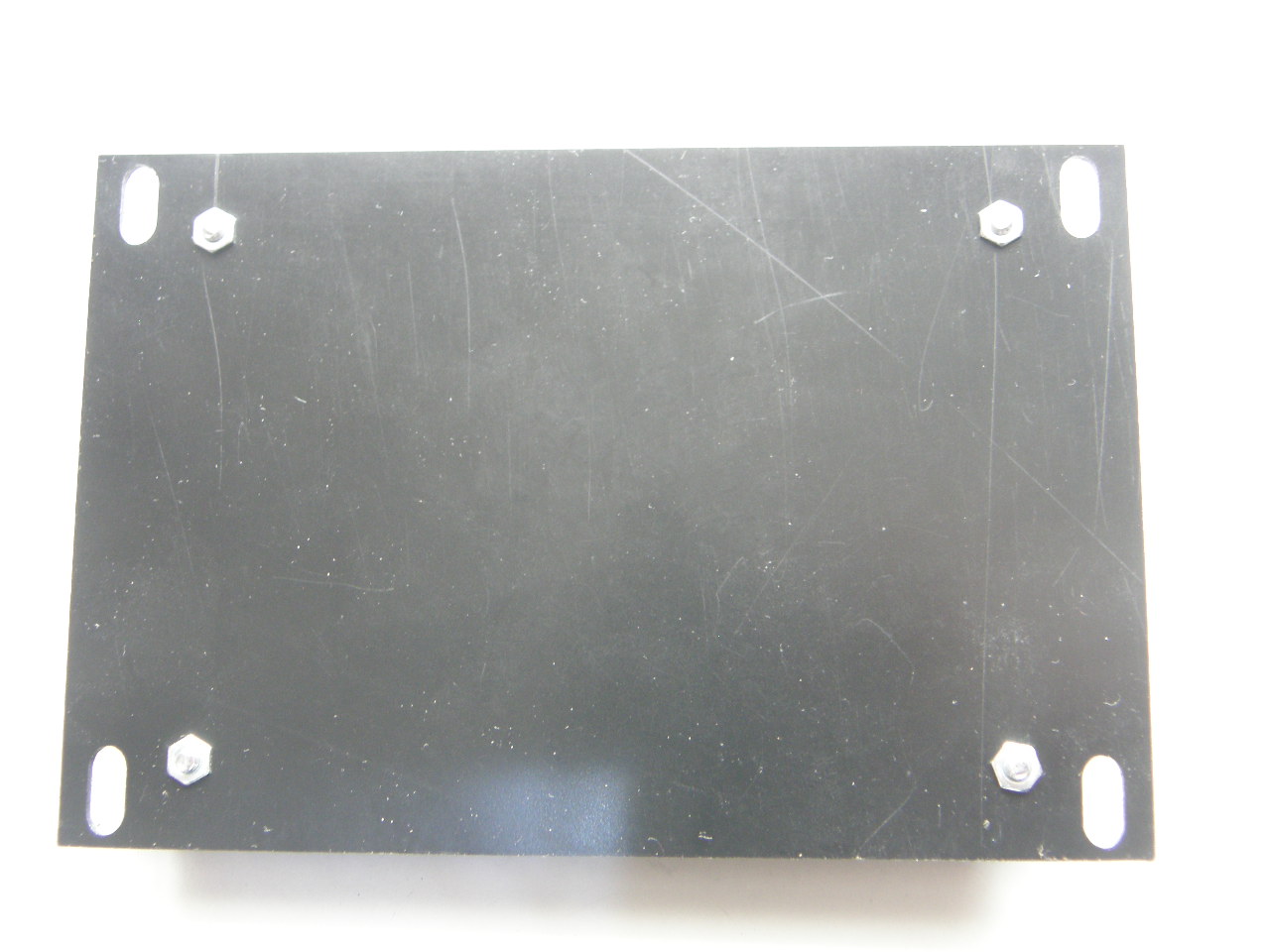
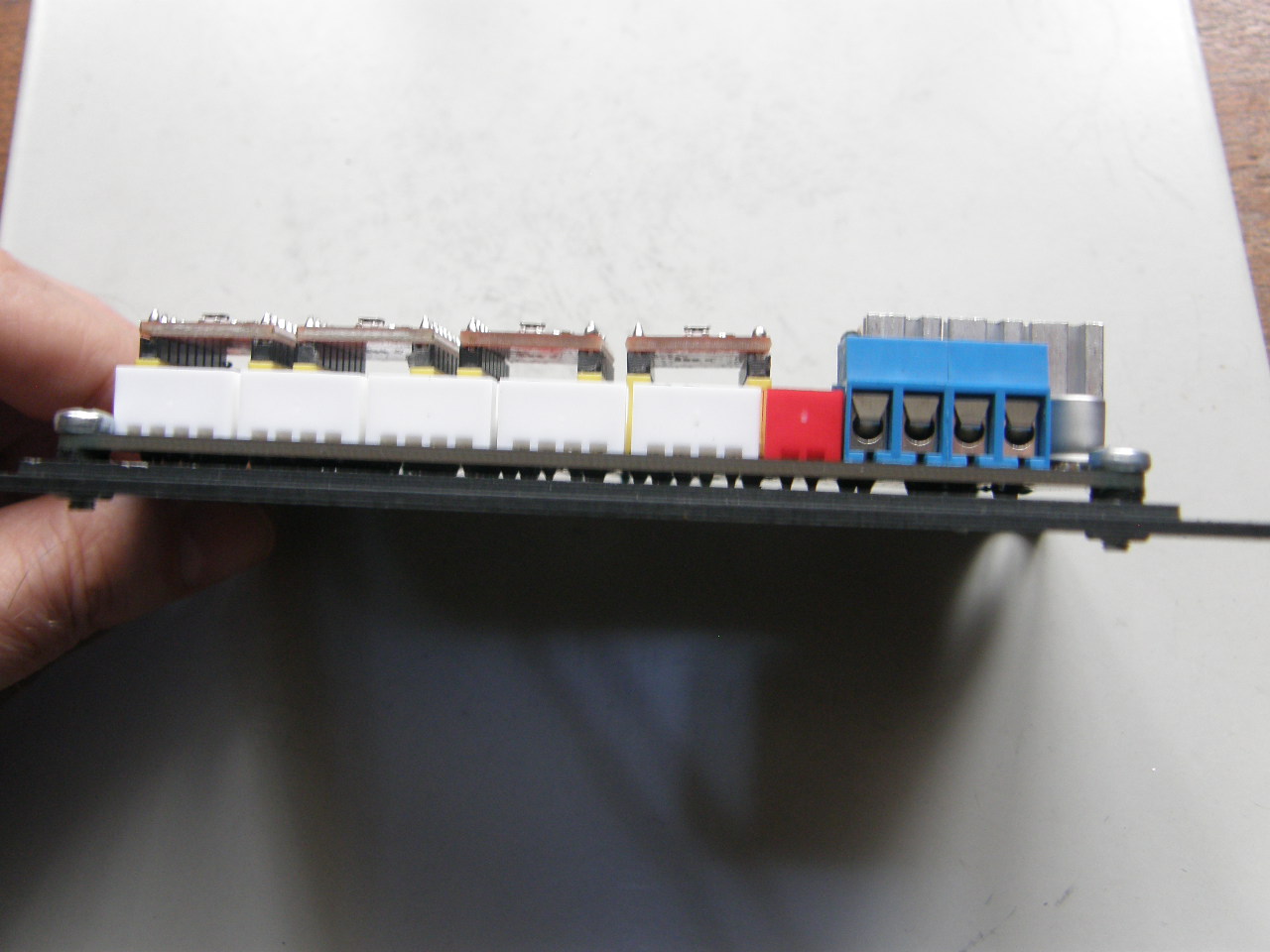
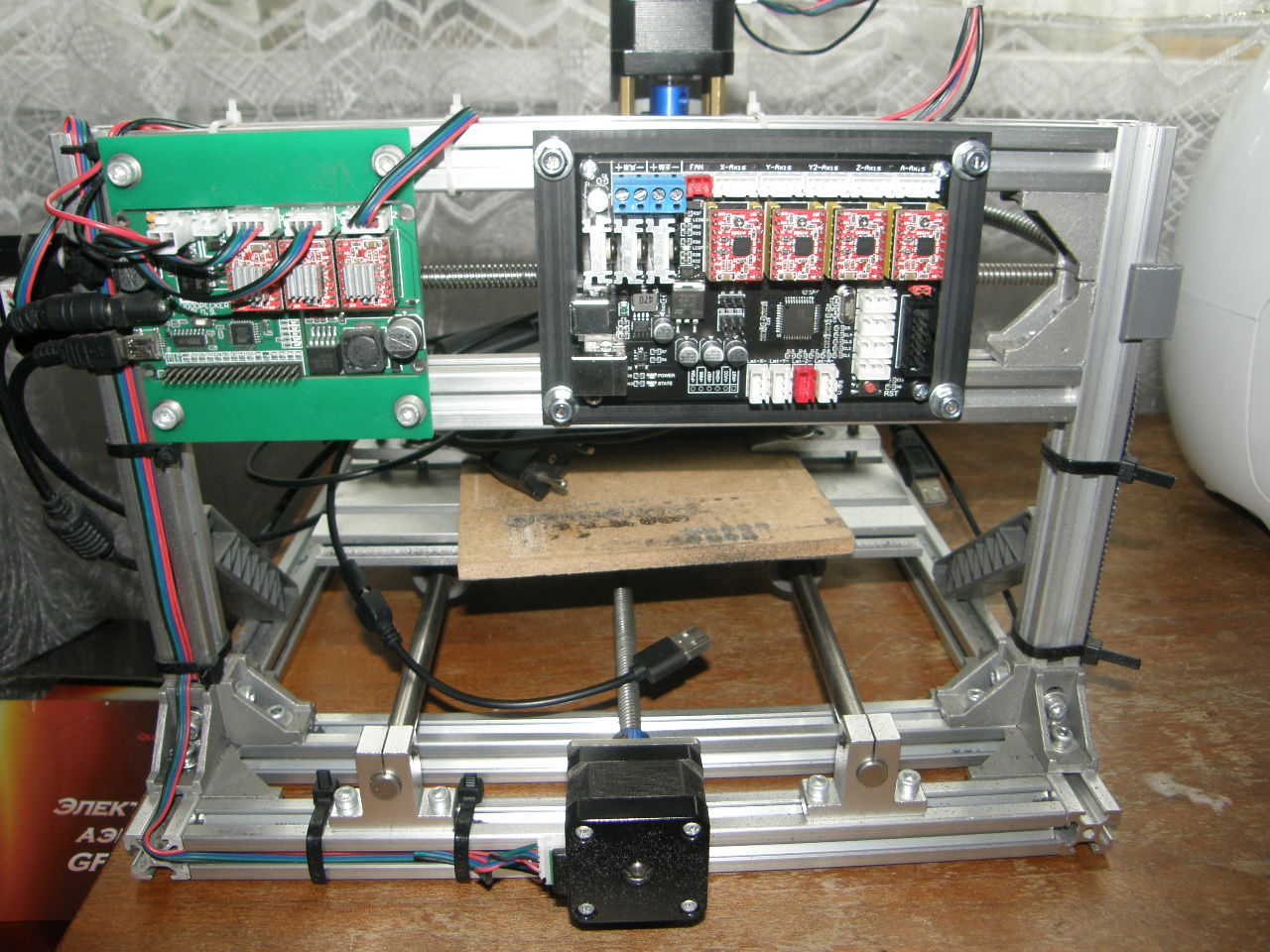
Для управления 4-х осным станком с ЧПУ понадобился контроллер шаговых двигателей с 4-мя каналами управления или проще - 4-х осевой контроллер. Приобретал отдельно плату контроллера с пультом управления под программу управления CNC USB Controller, более функциональную по сравнению с программами Mach6 и GrblController. Под эту плату фрезеровкой из полистирола изготовил крепление. Впервые делал такие большие детали с точностью 0,1 мм.
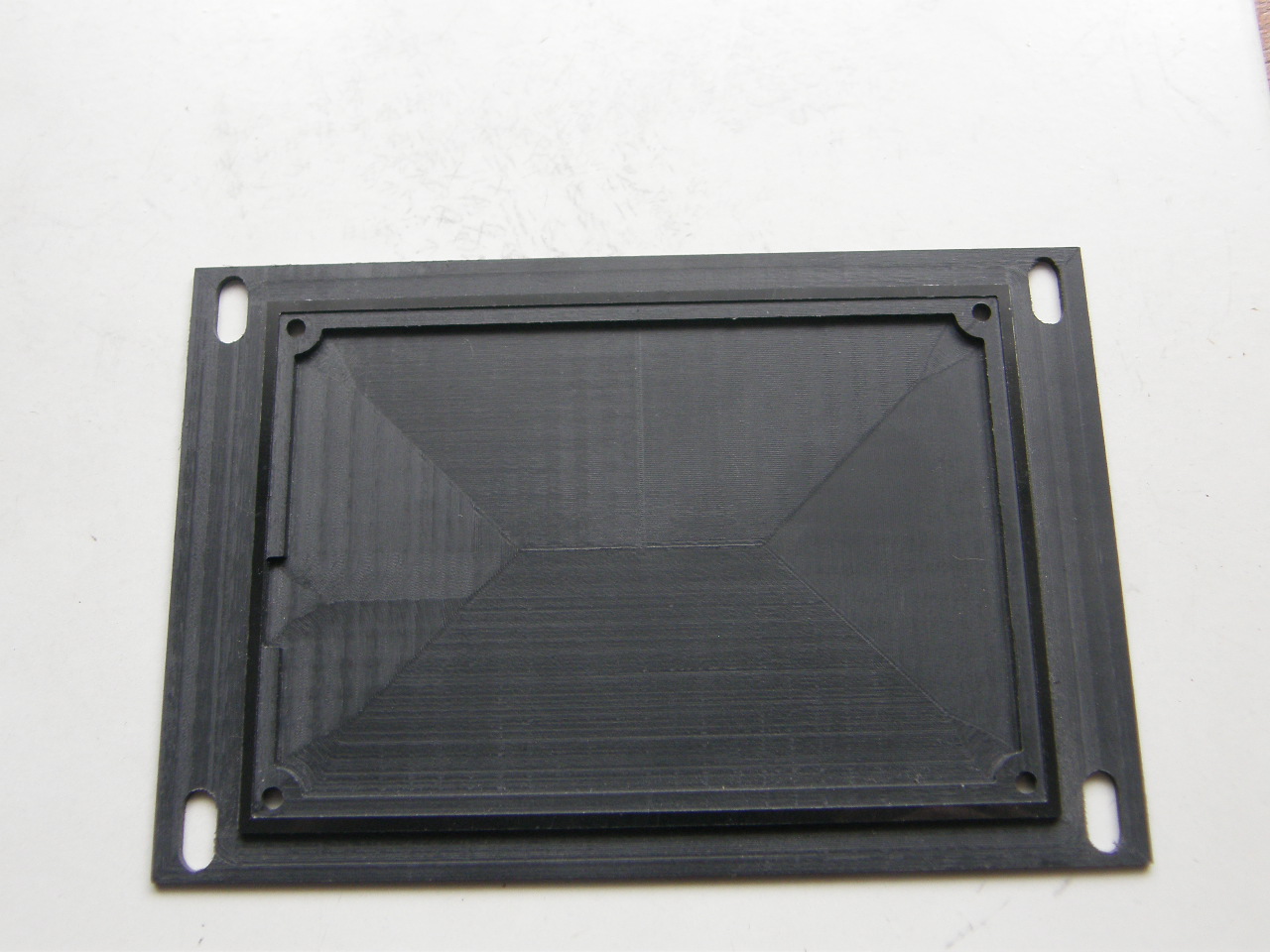

Плату контроллера установилась на крепление без дополнительных доработок надфилем, сразу с нуля.
Всю конструкцию закрепил на тыльной стороне станка (на фото справа). Плату 3-х осевого контроллера демонтировать не стал (на фото слева), уж очень она удобна для гравировки на плоскости.
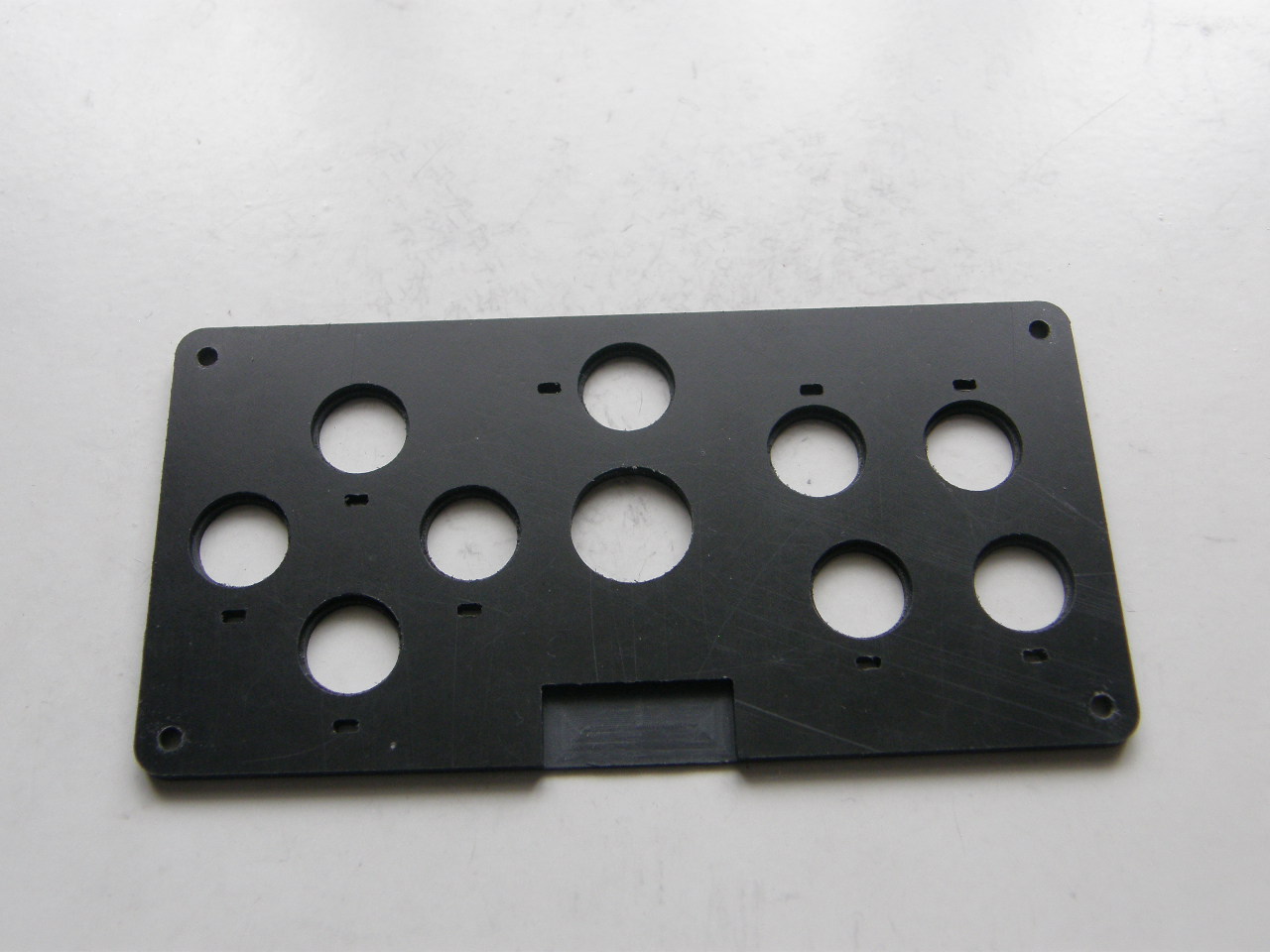
Пульт управления шел отдельной платой без футляра. Поэтому также фрезеровкой из полистирола изготовил тыльную сторону футляра.


Затем боковые стенки одной деталью.
И, конечно же, лицевую сторону.
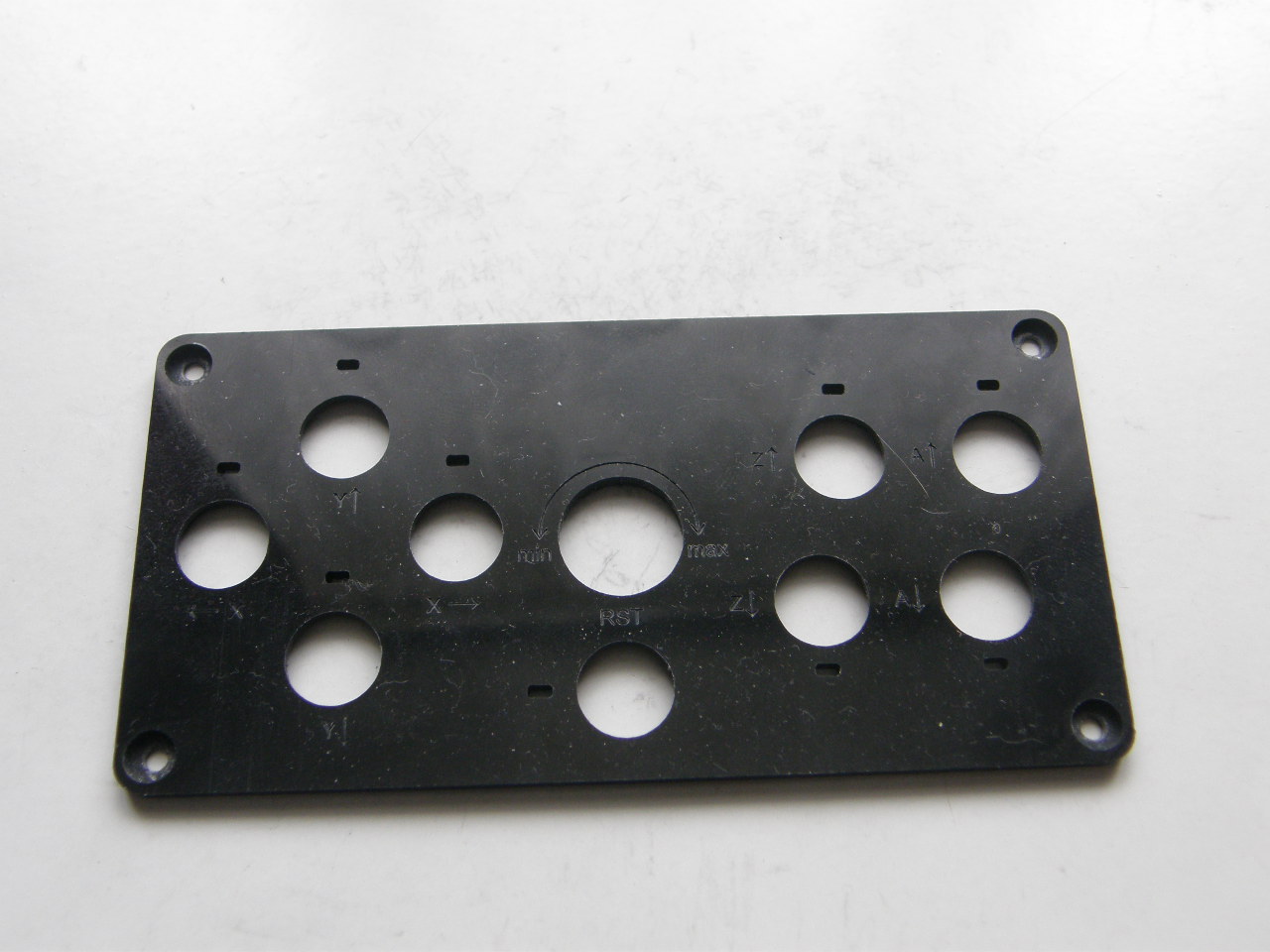
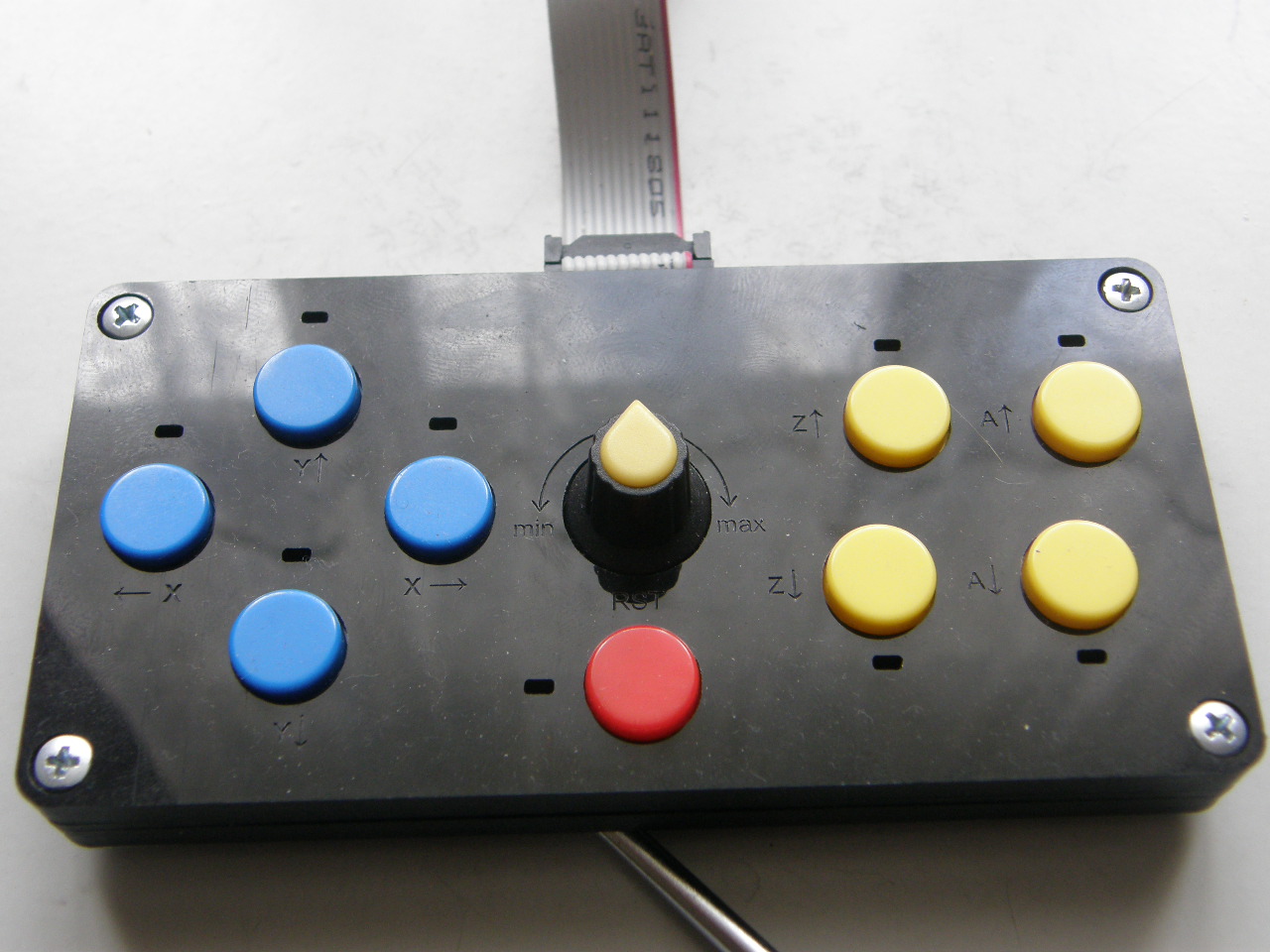
Таким стал пульт управления в футляре, также собран с нуля без дополнительной доработки надфилем.

Установил четвертую (поворотную ось) на станок вместе с задней бабкой.

Сделал настройку программы управления и решил проверить работу станка в режиме непрерывной обработки, напоминает работу на токарном станке. В качестве детали взял несколько упрощенную головную часть СОРС Накат-М.
Теперь весь цикл изготовления стал длиннее на одну ступень. При трех-осевой обработке в программе Арткам делалась модель и программа управления станком. Иное дело при четырех-осевой обработке.
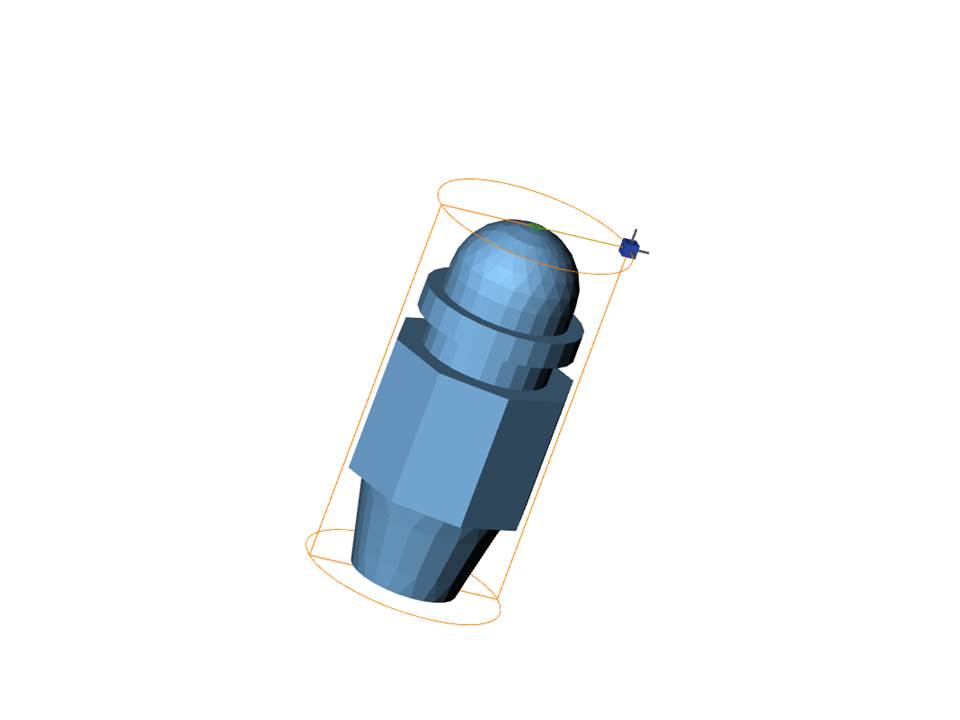
В программе FreeCAD из набора геометрических фигур делается 3D модель.
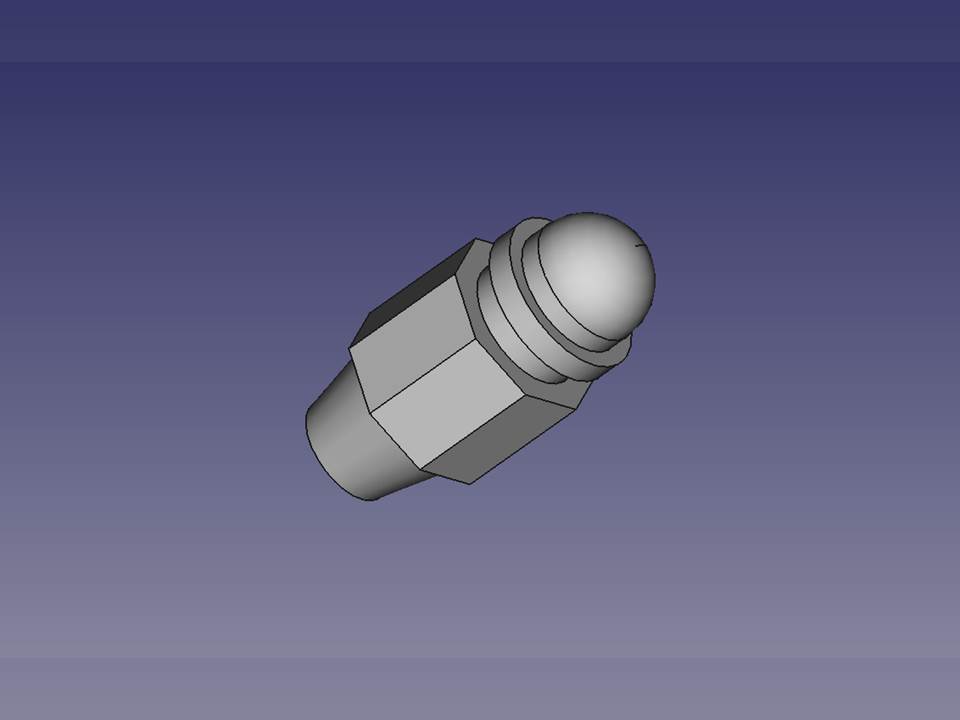
Сделанная 3D модель переводится в специальный формат для программы DeskProto, которая по заданной детали разрабатывает программу управления станком.
Из пластикового прутка Ø 3,0 мм по заданной программе станок с ЧПУ отфрезеровал упрощенную головную часть СОРС Накат-М черновой фрезой пирамидка с углом заточки 15 градусов и диаметром режущей части Ø 0,1 мм .


Теперь станок с ЧПУ из 3-х осного окончательно стал 4-х осным и превратился в фрезерно-токарный со всеми вытекающими последствиями.
С уважением…
Александр, приветствую! Зачетно получилось!
Cada palabra De Dios es la Verdad.
Мы истину забудем слов своих, сменив на дымное звучание иных.

В общем Александр на деле показал, моряк на суше не дешовка, снимаю шляпу слов нет
@deLoro написал:Александр, приветствую! Зачетно получилось!
Спасибо, уважаемый deLoro, я старался.
С уважением...

@Александр Олегович написал:Давненько не заходил на сказку, модернизация орудий производства занимает много времени. Появилась необходимость окончательно довести до ума четвертую ось китайского фрезерного станка с ЧПУ ( ссылка ). Что это дает для обработки? В отличие от обычной 3-х осевой обработки 3D модели, где деталь должна крепиться с одной стороны, к столу станка с ЧПУ, 4-х осевая фрезеровка даёт возможность обрабатывать изделие со всех сторон непрерывно, без дополнительных операций по перестановки детали на рабочем столе. Это позволяет получать изделия сложной формы. Существует два типа 4-х координатной обработки: первый - непрерывная и второй - позиционная обработка (обработка с индексированием). Непрерывная обработка - в этом случае фреза одновременно перемещаются по всем степеням свободы. Позиционная обработка - поворотная ось применяются только для изменения положения заготовки, а остальные операции производятся в режиме трехмерной обработки, при этом точность поворота оси составляет 0,3 градуса. Для управления 4-х осным станком с ЧПУ понадобился контроллер шаговых двигателей с 4-мя каналами управления или проще - 4-х осевой контроллер. Приобретал отдельно плату контроллера с пультом управления под программу управления CNC USB Controller, более функциональную по сравнению с программами Mach6 и GrblController. Под эту плату фрезеровкой из полистирола изготовил крепление. Впервые делал такие большие детали с точностью 0,1 мм. Плату контроллера установилась на крепление без дополнительных доработок надфилем, сразу с нуля. Всю конструкцию закрепил на тыльной стороне станка (на фото справа). Плату 3-х осевого контроллера демонтировать не стал (на фото слева), уж очень она удобна для гравировки на плоскости. Пульт управления шел отдельной платой без футляра. Поэтому также фрезеровкой из полистирола изготовил тыльную сторону футляра. Затем боковые стенки одной деталью.
И, конечно же, лицевую сторону. Таким стал пульт управления в футляре, также собран с нуля без дополнительной доработки надфилем. Установил четвертую (поворотную ось) на станок вместе с задней бабкой. Сделал настройку программы управления и решил проверить работу станка в режиме непрерывной обработки, напоминает работу на токарном станке. В качестве детали взял несколько упрощенную головную часть СОРС Накат-М. Теперь весь цикл изготовления стал длиннее на одну ступень. При трех-осевой обработке в программе Арткам делалась модель и программа управления станком. Иное дело при четырех-осевой обработке. В программе FreeCAD из набора геометрических фигур делается 3D модель. Сделанная 3D модель переводится в специальный формат для программы DeskProto, которая по заданной детали разрабатывает программу управления станком. Из пластикового прутка Ø 3,0 мм по заданной программе станок с ЧПУ отфрезеровал упрощенную головную часть СОРС Накат-М черновой фрезой пирамидка с углом заточки 15 градусов и диаметром режущей части Ø 0,1 мм .
Теперь станок с ЧПУ из 3-х осного окончательно стал 4-х осным и превратился в фрезерно-токарный со всеми вытекающими последствиями.
С уважением…
Фантастика !!
@Павел Скоблов написал:В общем Александр на деле показал, моряк на суше не дешовка, снимаю шляпу слов нет
Спасибо, Павел. Сильно сказано, особенно насчет моряка  .
.
С уважением...

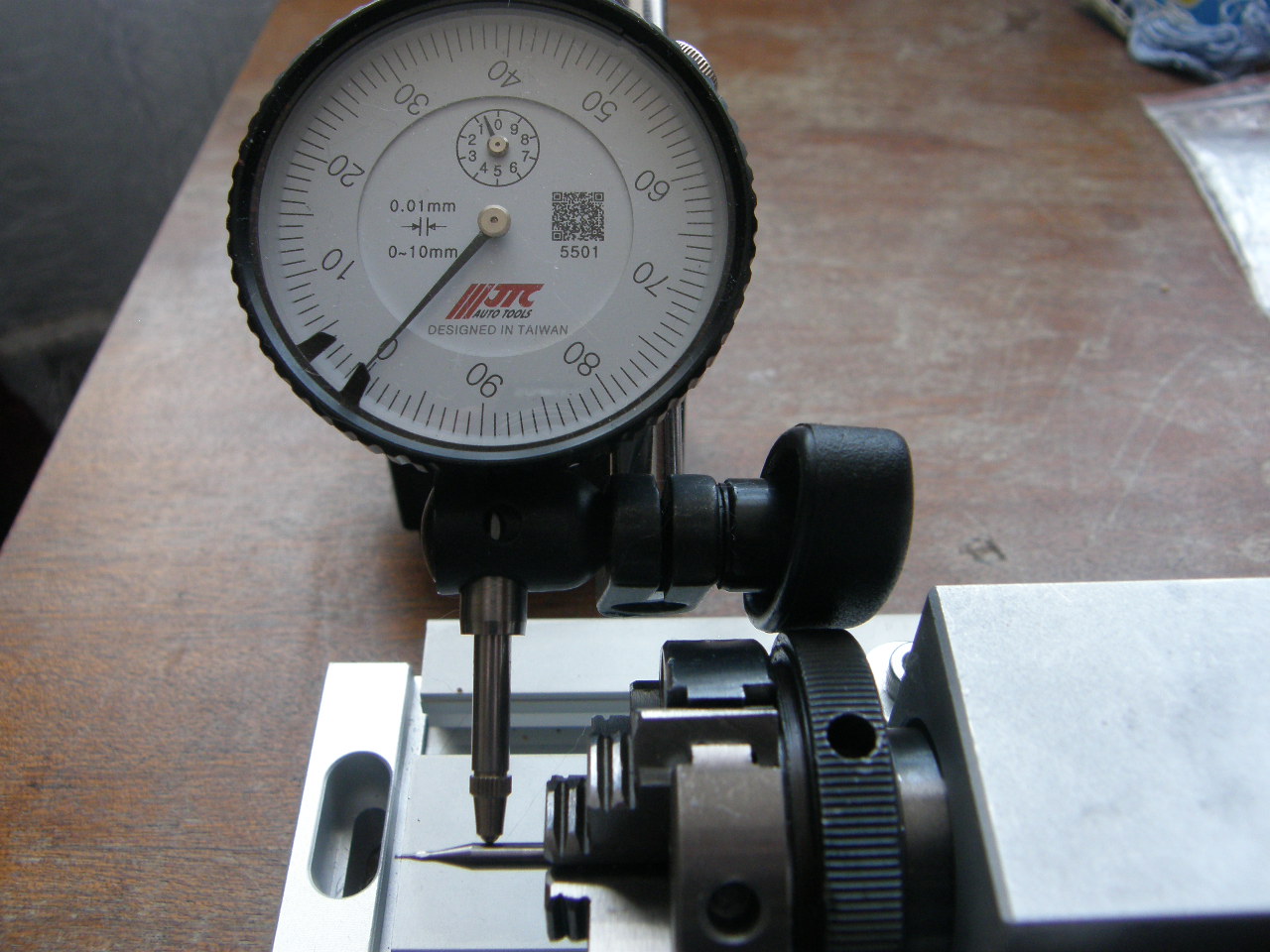
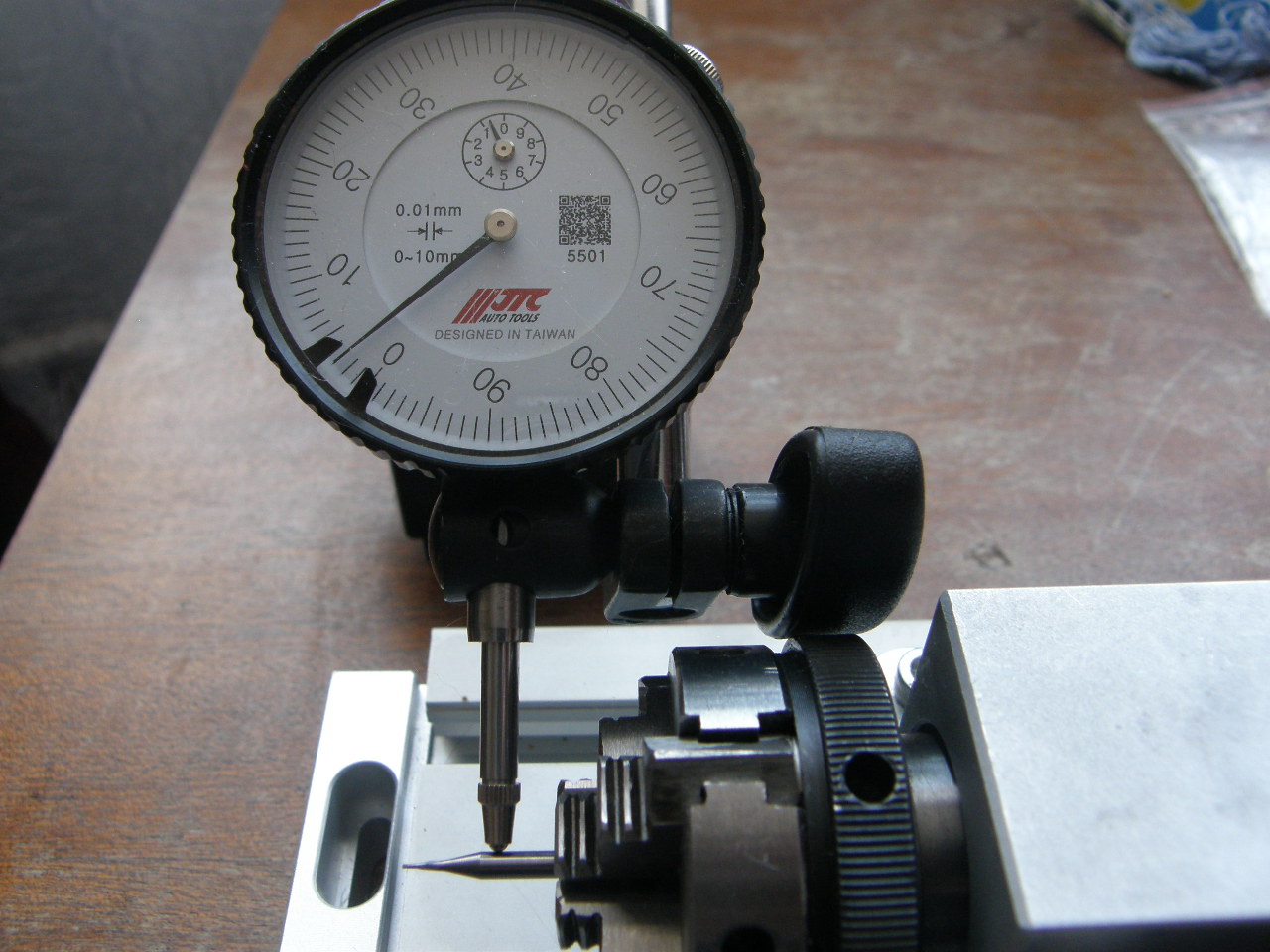
Вся зима прошла в доработке станка с ЧПУ и освоении программ 3D моделирования. Выявились большие биения кулачкового патрона четвертой оси – до 0,5 мм, что превышает все классы точности и совершенно не допустимо. Освоил теорию кулачкового патрона, заменил патрон на четырех кулачковый и с помощью наждачной шкурки, притира и алмазной пасты буквально втащил за уши биения патрона из класса точности превышающего на порядок H (0,06 мм) в класс В (0,03 мм) по ГОСТу 1654-86.
Замер биений индикатором на контрольной оправке теперь составляют 0,03 мм.
Также потребовалось поднять ось Z на 3 см, что привело к переборке половины станка. Теперь станок снова собран и готов к работе. Настало время снова проверить его на точность работы. Эту проверку решил сделать на фрезеровке крышки гермоемкости и заодно написать еще одну "историю в деталях". Тему по изготовлению крышки гермоемкости уже поднимали в своем творчестве уважаемый Сергей Носов (модель К-3) и Олег Игнатович (АПЛ проекта 671 РТМК).
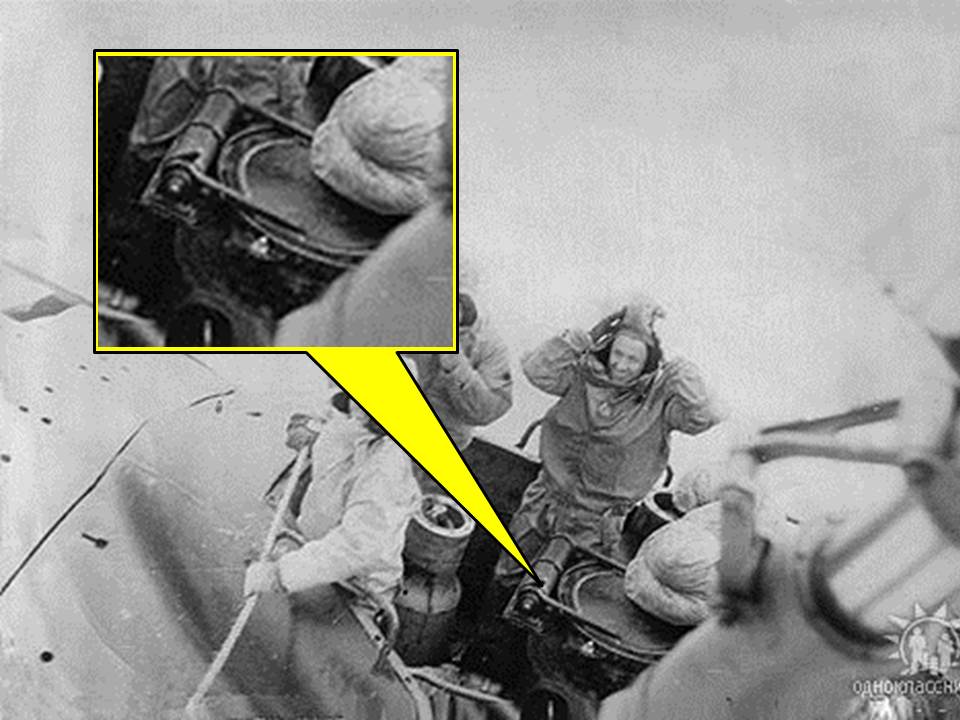
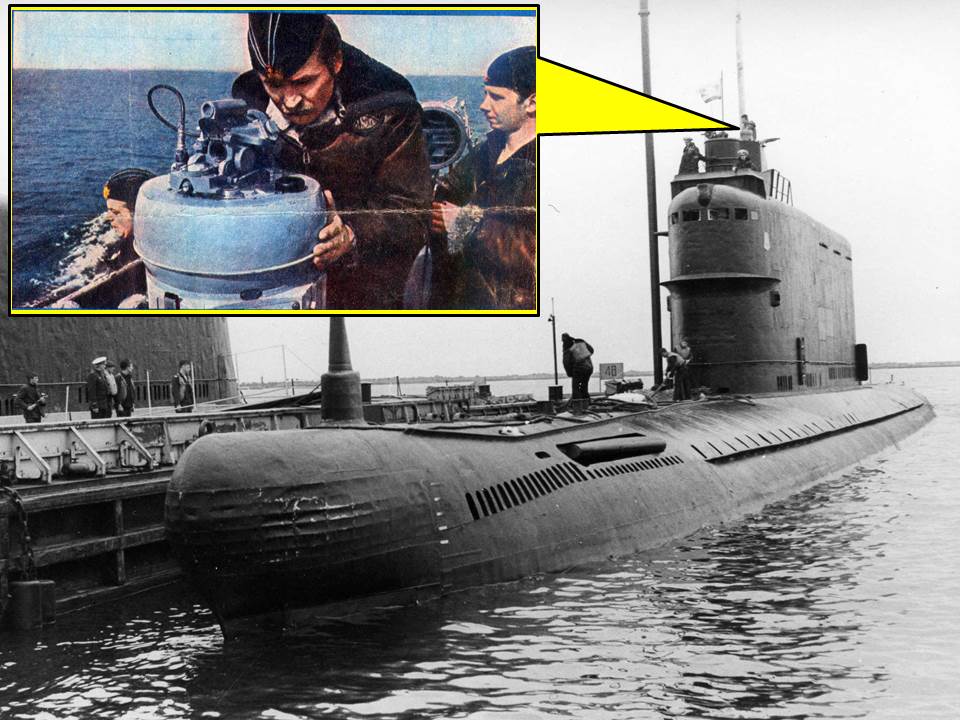
Для чего необходима гермоемкость? Для хранения в ней прибора визуального пеленгатора в подводном положении.
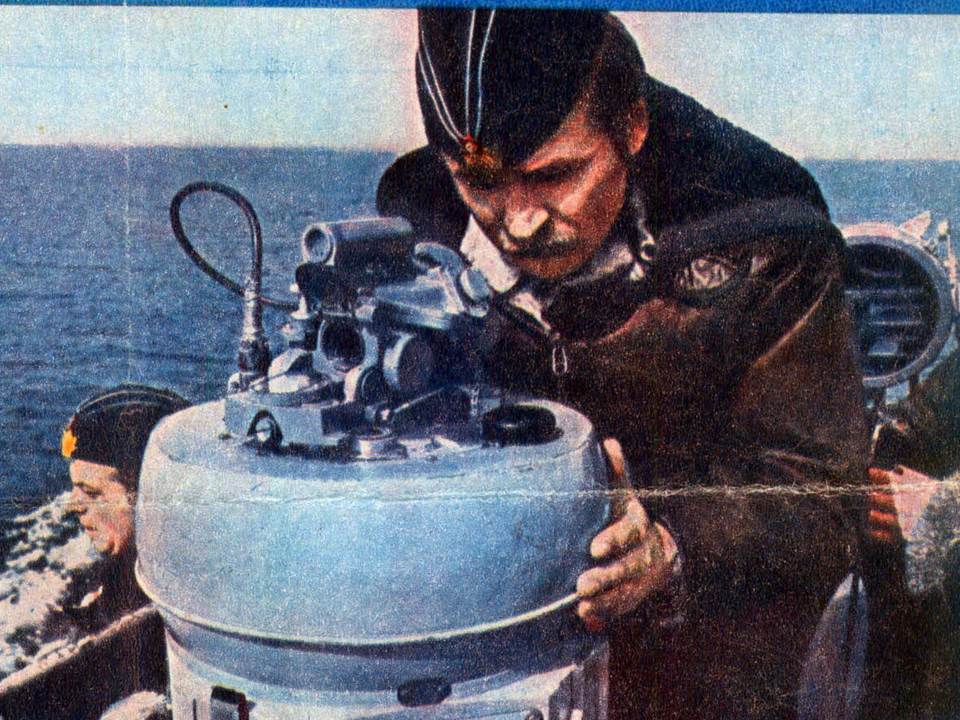
Перед погружением пеленгатор опускался в гермоемкость и закрывался крышкой, снабженной кремальерным замком.

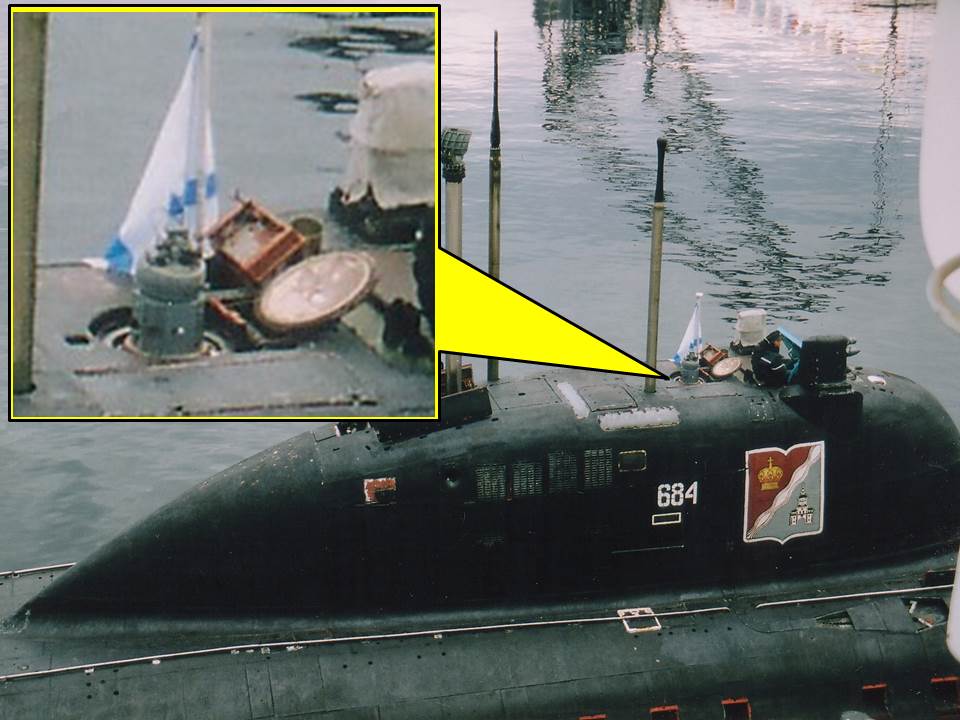
Располагалась гермоемкость на мостике либо крыше ограждения рубки (ограждения выдвижных устройств).
Впервые гермоемкость с крышкой появилась на атомных подводных лодках первого поколения.
Проект 627

Проект 658
Гермоемкость устанавливалась на верхнем мостике и дизельных подводных лодок 629А проекта.
На атомных подводных лодках второго поколения гермоемкость с крышкой также устанавливалась.
Проект 671
Проект 667

Без изменений осталась гермоемкость с крышкой и на атомных подводных лодках третьего поколения.
Проект 971

Проект 949А

Проект 941

Не остались без гермоемкости с крышкой и атомные подводные лодки четвертого поколения.
Проект 955

Проект 885М

В общем, гермоемкость к крышкой прошла всю эволюцию атомных подводных лодок практически без изменений.
В программе Арткам сделал чертеж и 3D модель крышки гермоемкости в двух вариантах: с приводом кремальерного замка в левой верхней части крышки гермоемкости и с приводом этого же замка в правой нижней части крышки гермоемкости.
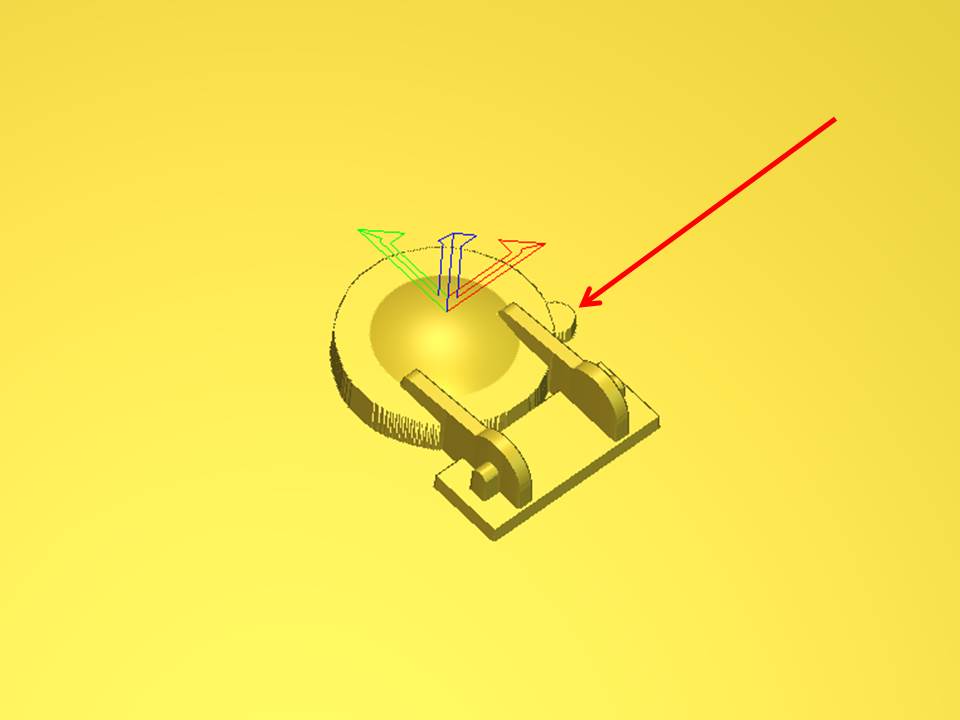
На станке с ЧПУ гравером с заточкой с заточкой 10 градусов и диаметром режущей части Ø 0,1 мм из листа полистирола толщиной 1 мм отфрезеровал крышки гермоемкости и щеткой, закрепленной в бормашинке, сделал чистку и полировку.


В одном варианте установил ручку открытия крышки, сделанную из обрезка леерного заграждения.

В другом варианте ручку и пружину, выполняющую роль противовеса сделал из проволоки Ø 0,08 мм.
Привод кремальерного замка сделал из проволоки Ø 0,2 мм. Хвостики от проволоки не обрезал для удобства дальнейшей обработки.




В итоге получил крышку гермоемкости в двух вариантах. 



Теперь можно либо приклеивать крышку на крышу ограждения рубки в специальном углублении либо приклеить на цилиндр полистирола Ø 2,0 мм с дальнейшей установкой на мостике.
С уважением…

Тут и сказать-то нечего....... один восторг.
Работает ПРОФЕССИОНАЛ!
С Уважением, Алексей.
...Ноги, крылья... главное - хвост!...
@Алексей Лежнев написал:Тут и сказать-то нечего....... один восторг.
Работает ПРОФЕССИОНАЛ!
С Уважением, Алексей.
Спасибо, уважаемый Алексей, за столь высокую оценку. Профессионал, наверное, слишком высоко. Так, мастерим потихоньку.
С уважением...
@Александр Олегович написал:Так, мастерим потихоньку.
Это уже далеко "не потихоньку".....
С Уважением, Алексей.
...Ноги, крылья... главное - хвост!...
@Иван Ильин написал:Не, это просто Маньяк.
Не Маньяк, Иван, а Маньячило. Скажу Вам по секрету, иные в прочном корпусе не выживают.
С уважением...
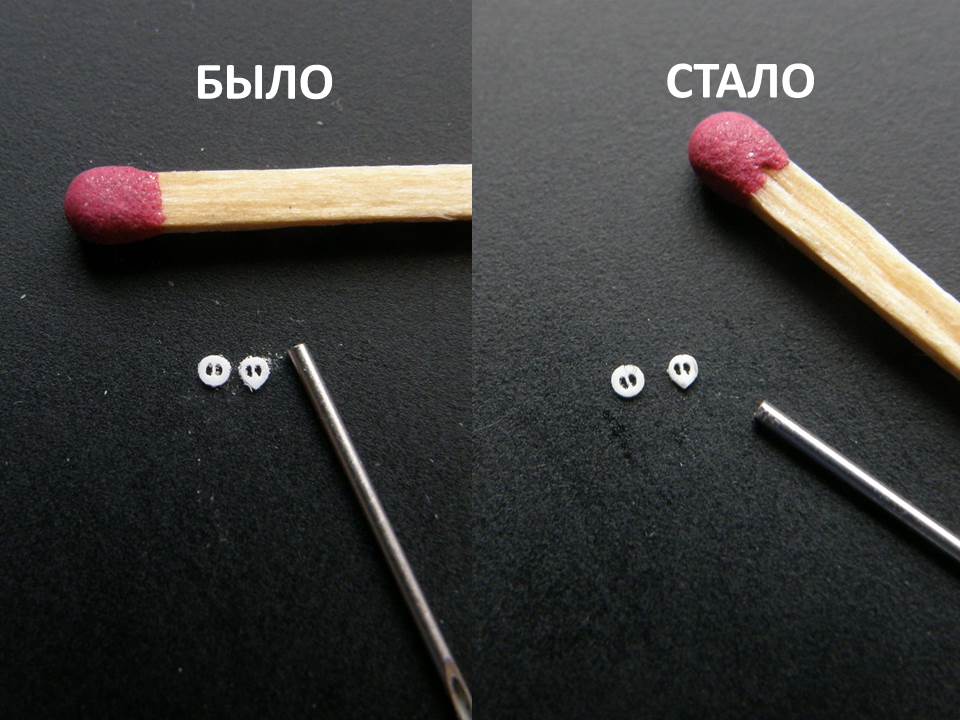
Очередная проверка на точность работы ЧПУ при обработке тонких пластиков (дошипласта) неожиданно привела к изменению технологии изготовления кнехтов с рукояткой (поперечная балка) на шляпке за которую кнехт поднимался из легкого корпуса. Прежняя технология изложена в ссылках (ссылка и ссылка).

В программе Арткам сделал чертеж и 3D модель шляпки кнехта в двух вариантах: круглой и каплевидной.
На станке с ЧПУ гравером с заточкой 6 градусов и диаметром режущей части Ø 0,1 мм из дошипласта выгравировал шляпки кнехтов в обоих вариантах.

Теперь технология изготовления кнехтов значительно упрощается, вырезанные шляпки просто приклеиваются на торец тумбы кнехта лаком «PLASTIK-71» и красить в белый парадный цвет их (шляпки) уже не надо, так исключается забивка краской тонких отверстий вокруг рукоятки. Поэтому для наглядности выложил медицинскую иглу Ø 0,65 мм, из которых большинство моделистов делают кнехты для подводных лодок в 350 масштабе.
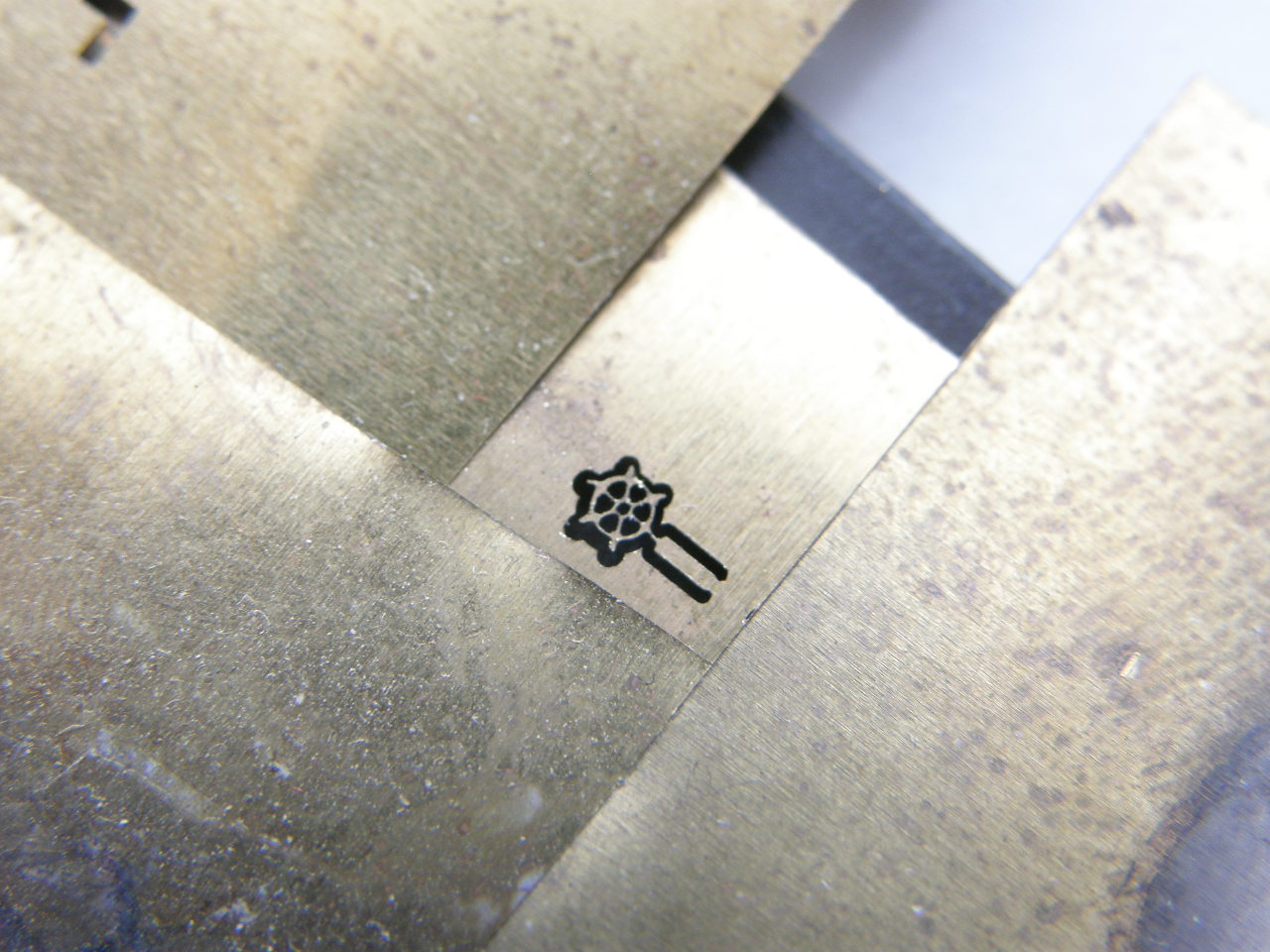
Ну и бонусом пошел штурвал управления вертикальным рулем из ограждения рубки 613 проекта.

Выполнен штурвал все тем же гравером.
Опять для наглядности выложил иглу Ø 0,4 мм.
Остался не решенным один вопрос - окончательной очистки от стружки деталей (легкая бахрома в районе реза гравером, наблюдается при увеличении после макросъемки). Сколько не чистишь, остатки стружки все равно остаются. Сказывается остаточное электростатическое напряжение, остающееся после обработки металла по пластику, видимо оно и удерживает мелкие остатки стружки.
С уважением…

Я уже давно за вами наблюдаю..
И моя психика в принципе подорвана..
http://www.zabinfo.ru/lightbox/index.php?photoalb=9584
@Александр Олегович написал:...Остался не решенным один вопрос - окончательной очистки от стружки деталей (легкая бахрома в районе реза гравером, наблюдается при увеличении после макросъемки). Сколько не чистишь, остатки стружки все равно остаются. Сказывается остаточное электростатическое напряжение, остающееся после обработки металла по пластику, видимо оно и удерживает мелкие остатки стружки.
С уважением…
Алекандр, приветствую!
Возможно придется использовать ванночку с антистатиком.
Сухая ( электростатическая) очистка, думаю, не поможет- прилипнут соринки превышающие размеры очищаемых деталей.
Cada palabra De Dios es la Verdad.
Мы истину забудем слов своих, сменив на дымное звучание иных.
А может в ваночку с дихлорэтаном окунуть?
Конечно нужно будет подбирать скорость окунания ))
Или супертекучим модельным "прижечь" края.
Три слова - это два слова.
@GROWLER написал:Я уже давно за вами наблюдаю..
И моя психика в принципе подорвана..
GROWŁER, поберегите свою психику наблюдая за мной.
Иначе, уважаемый Алексей Лежнев может закрыть сказку за нанесение тяжкого вреда здоровью (психике) коллегам-моделистам. 
С уважением...
@Александр Олегович написал:Иначе, уважаемый Алексей Лежнев может закрыть сказку за нанесение тяжкого вреда здоровью (психике) коллегам-моделистам.
Да мы тут все, скорее всего, являемся потенциальными клиентами 15-го (психо-неврологического) отделения Главного военного клинического госпиталя им. Академика Н. Н. Бурденко.
.... а там замки на дверях и решётки на окнах......
так что всё нормально - продолжаем наши стройки!!!!!
С Уважением, Алексей.
...Ноги, крылья... главное - хвост!...

Совершенно искренне восхищаюсь! После ваших филигранных ювелирных радаров, казалось, я уже ничему не удивлюсь. И тут такой штурвал.... Хосподя, да его же даже видно не будет толком-то, но вы его всё равно сделали! Для меня лично совершенно неожиданно, что из пластика можно выточить такую малую и сложную деталь, без разрушения этого самого пластика. Невероятная работа, тонкая и удивительная!
@deLoro написал:Алекандр, приветствую!
Возможно придется использовать ванночку с антистатиком.
Сухая ( электростатическая) очистка, думаю, не поможет- прилипнут соринки превышающие размеры очищаемых деталей.
@Иван Ильин написал:А может в ваночку с дихлорэтаном окунуть?
Конечно нужно будет подбирать скорость окунания ))
Или супертекучим модельным "прижечь" края.
Спасибо, уважаемые коллеги, за Ваши советы и рекомендации. Постараюсь ими воспользоваться.
С уважением...
@Игорь Тараканов написал:Совершенно искренне восхищаюсь! После ваших филигранных ювелирных радаров, казалось, я уже ничему не удивлюсь. И тут такой штурвал.... Хосподя, да его же даже видно не будет толком-то, но вы его всё равно сделали! Для меня лично совершенно неожиданно, что из пластика можно выточить такую малую и сложную деталь, без разрушения этого самого пластика. Невероятная работа, тонкая и удивительная!
Спасибо, Игорь, на добром слове. Рад, что штурвал Вам понравился. Сделать штурвал не самоцель, ведь я строю подводную лодку 651Э проекта, а штурвал от 613 проекта. Но в основу штурвала ложатся многие конструкции. Например защитная радиальная сетка РДП (работа дизеля под водой), ПВП (пополнение воздуха под водой) , РКП (работа компрессора под водой). Ранее я ее делал пайкой проволоки (ссылка) теперь же ее можно просто гравировать.
Тем не менее, я тоже слегка удивился, что дошипласт обрабатывается так тонко. Работая с различными материалами заметил, что у них есть своя, так называемая толщина минимальной обработки, при которой материал начинает рваться. Так, например для дошипласта она составляет 0,05 мм, для латунной фольги толщиной 0,05 мм она составляет уже 0,05 – 0,07 мм, а для листовой латуни толщиной 0,1 мм она будет 0,1 мм. Все зависит от вибраций, возникающих в материале во время обработки, как плотно не прижимай заготовку к рабочему столу. Дошипласт вообще не вибрирует, а у латуни вибрации увеличиваются прямо пропорционально ее толщине. Так что делать из дошипласта тонкие детали оказалось значительно легче. С уважением…
Спасибо! Возьму на заметку. Тут, думаю, ещё один фактор имеет место быть, что меня и удивило. Просто, помню, как лист "дошика" рвался прямо по своим - едва заметным, но, кто в теме, наверняка понимают, о чём я, - "волнам". Вероятно, полистирол плохой попался - и я больше для тонкой работы его не использовал.

@Игорь Тараканов написал:Спасибо! Возьму на заметку. Тут, думаю, ещё один фактор имеет место быть, что меня и удивило. Просто, помню, как лист "дошика" рвался прямо по своим - едва заметным, но, кто в теме, наверняка понимают, о чём я, - "волнам". Вероятно, полистирол плохой попался - и я больше для тонкой работы его не использовал.
Да, Игорь, дошипласт дошипласту – рознь. Его толщина гуляет от 0,1 мм до 0,25 мм, поскольку сама крышка из полистирола изготавливается горячей штамповкой. Поэтому, перед гравировкой обязательно надо замерить толщину дошипласта. Но секрет изготовления таких ажурных деталей кроется еще и в инструменте для обработки. Это гравер с заточкой 6 градусов и диаметром режущей части Ø 0,1 мм.

Но вернемся к сказке. Не удалось воспользоваться советами уважаемых коллег по очистке деталей из дошипласта (ссылка). Чистку шляпок кнехтов выполнил щеткой, закрепленной в бормашинке. При этом, сама шляпка была зажата в ювелирных тисках.

Результат на фото.
Далее перешел к фрезеровке латуни. Замер карты высот показал отклонения фрезы по высоте в 0,02 мм на 15 мм длинны, что позволяет фрезеровать тонкую латунь.
Ниже привожу фото граверов с диаметром режущей части 0,1 мм сверху вниз: заточка 30 градусов, заточку 15 градусов и заточка 10 градусов.

Одним из назначений китайского станка с ЧПУ было изготовление печатных плат фрезеровкой. Для снятия слоя фольги толщиной 0.05 мм рекомендовано использовать гравер с диаметром режущей части 0,1 мм и заточкой 30 градусов, так как тонкий носик быстро сломается. При изготовлении кингстонных решеток из листовой латуни толщиной 0,1 мм мне удалось освоить фрезеровку гравером с диаметром режущей части 0,1 мм и заточкой 15 градусов (ссылка).
Для дальнейшей работы над моделью мне понадобится освоить фрезеровку листовой латуни фольгу толщиной 0,1 мм уже гравером с диаметром режущей части 0,1 мм и заточкой в 10 градусов. Пришлось научить станок делать и это.
Вот результат фрезеровки штурвала управления вертикальным рулем из ограждения рубки подводной лодки 613 проекта.

Немного изменил конструкцию штурвала и сделал окончательную фрезеровку.

Для сравнения выложил пластиковый и латунный штурвалы.
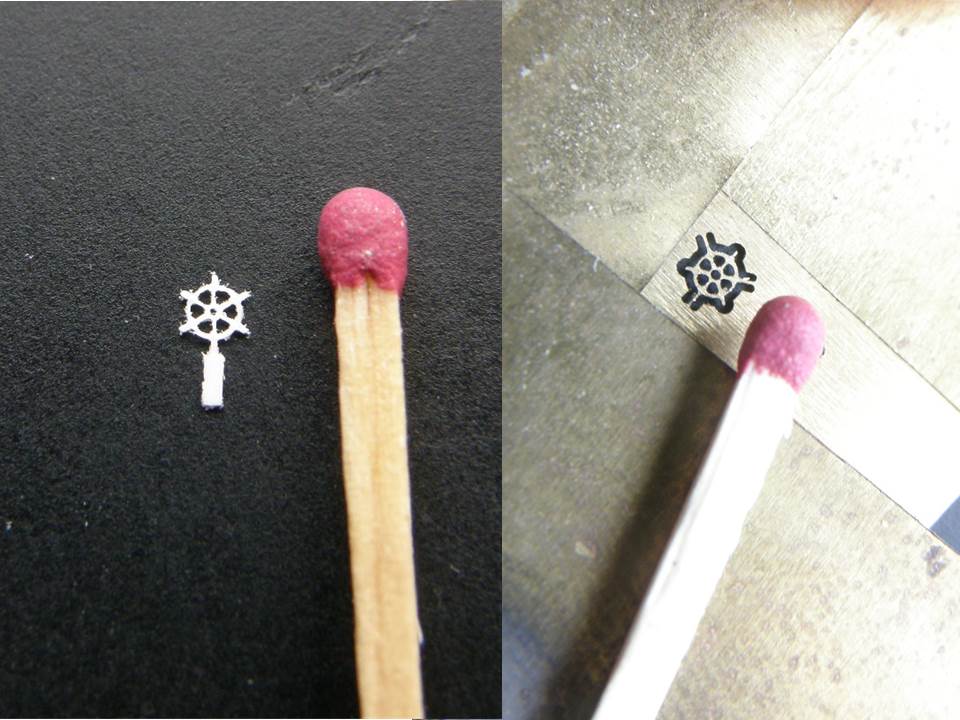
Теперь нет необходимости очищать пластиковую стружку, что на штурвале очень затруднительно, и можно сразу "окрасить" штурвал методом гальванического никелирования (ссылка) без омеднения пластика.
С уважением…
@Александр Олегович написал:....Теперь нет необходимости очищать пластиковую стружку, что на штурвале очень затруднительно, и можно сразу "окрасить" штурвал методом гальванического никелирования ( ссылка ) без омеднения пластика. С уважением…
Александр, приветствую! Отличные штурвальчики получаются!
Cada palabra De Dios es la Verdad.
Мы истину забудем слов своих, сменив на дымное звучание иных.
@deLoro написал:Александр Олегович написал:....Теперь нет необходимости очищать пластиковую стружку, что на штурвале очень затруднительно, и можно сразу "окрасить" штурвал методом гальванического никелирования ( ссылка ) без омеднения пластика. С уважением…
Александр, приветствую! Отличные штурвальчики получаются!
Спасибо, уважаемый deLoro, стараюсь однако.
С уважением...
Пора приступить к изготовлению одной из интереснейших деталей 651 проекта - мостика. И теперь немного истории и теории.
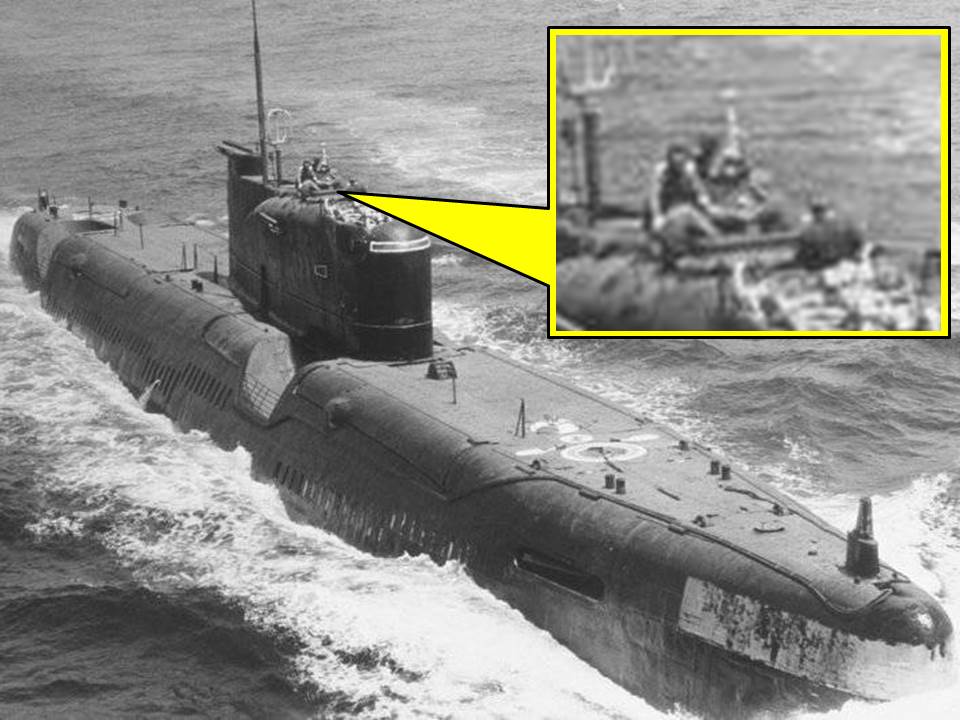
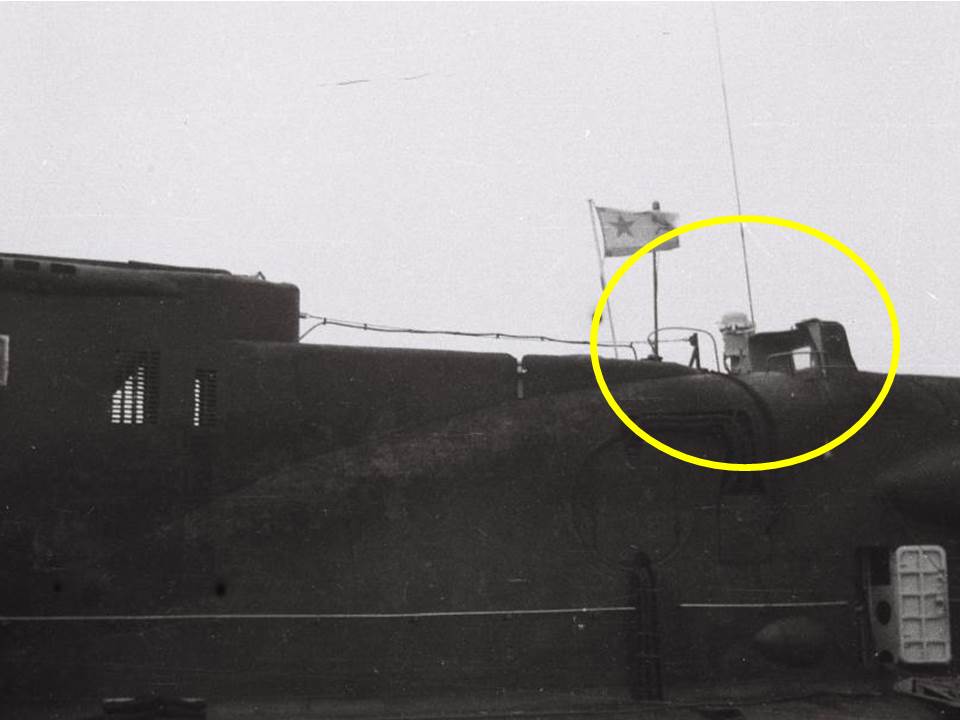
Если атомному собрату 651 проекта – подводным лодкам 675 проекта ветроотбойник на мостике достался заводского исполнения да еще и с крышей.
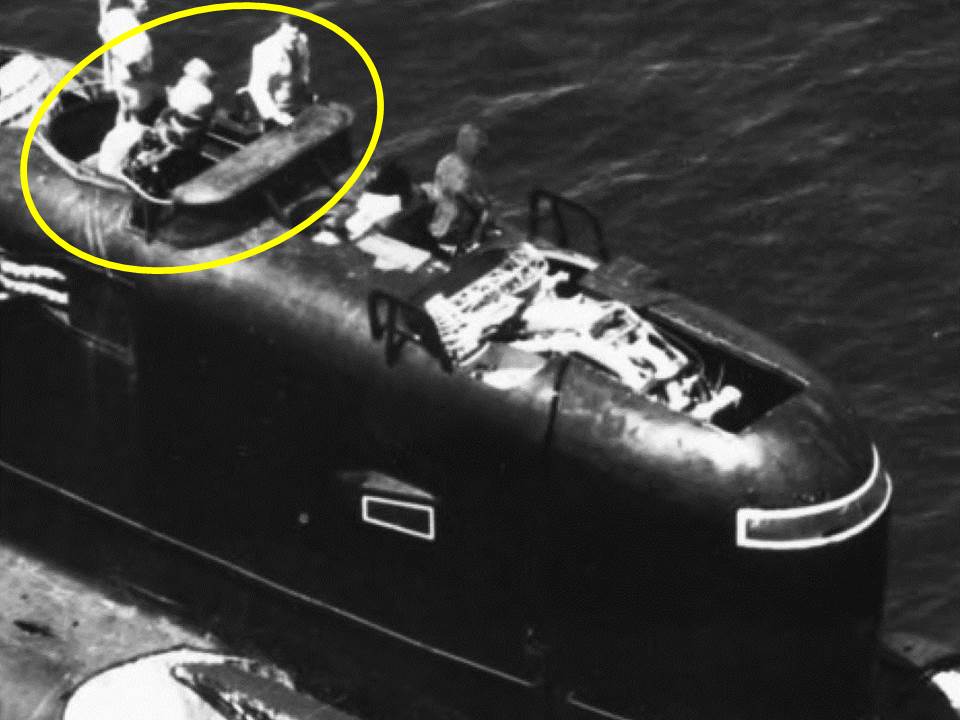
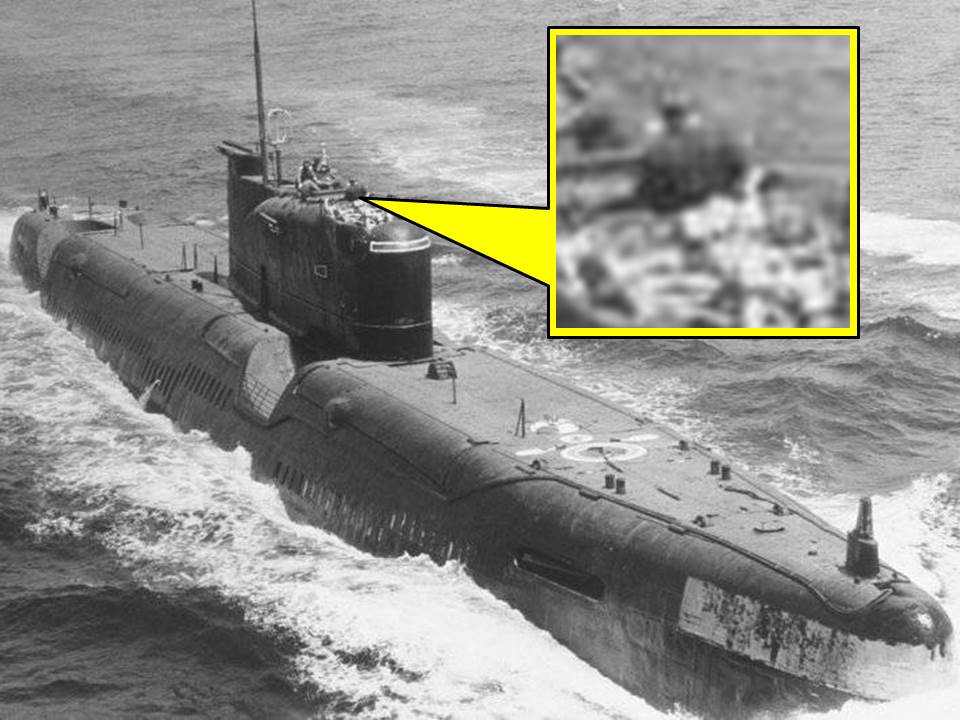
То 651 проекту достался обычный ветроотбойник от дизельных лодок первого поколения (для примера – 613 проект).
Такой же ветроотбойник (без крыши) изначально был спроектирован и на К-156 – первом корпусе 651 проекта.
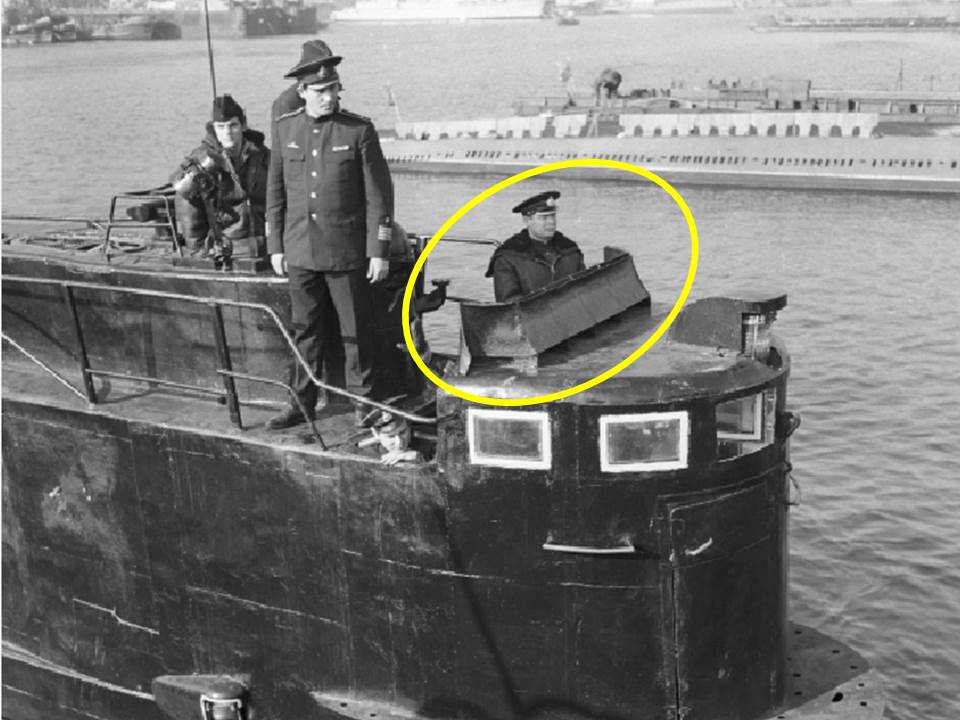
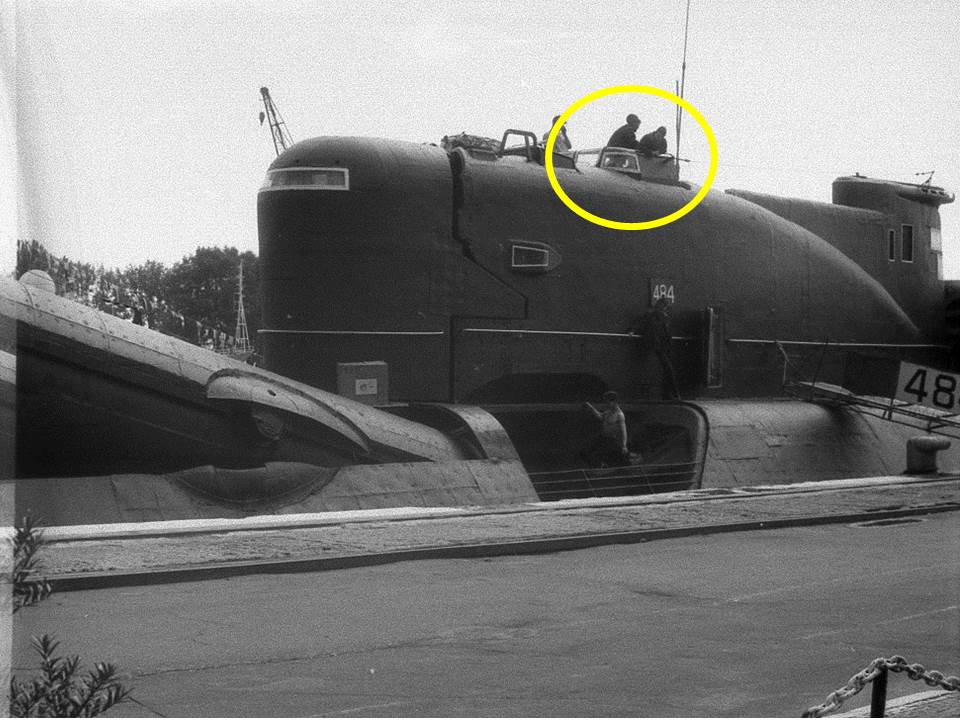
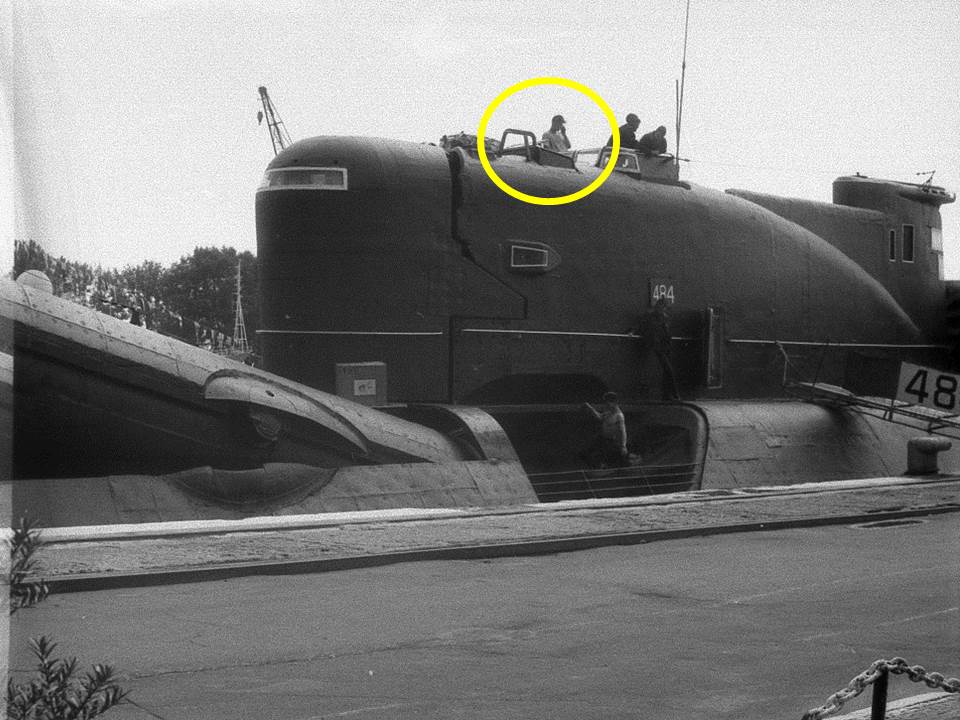
Но подводников такой ветроотбойник не устраивал и ветроотбойники делали собственной конструкции, кто во что горазд. В результате ветроотбойник мостика имел следующий вид.

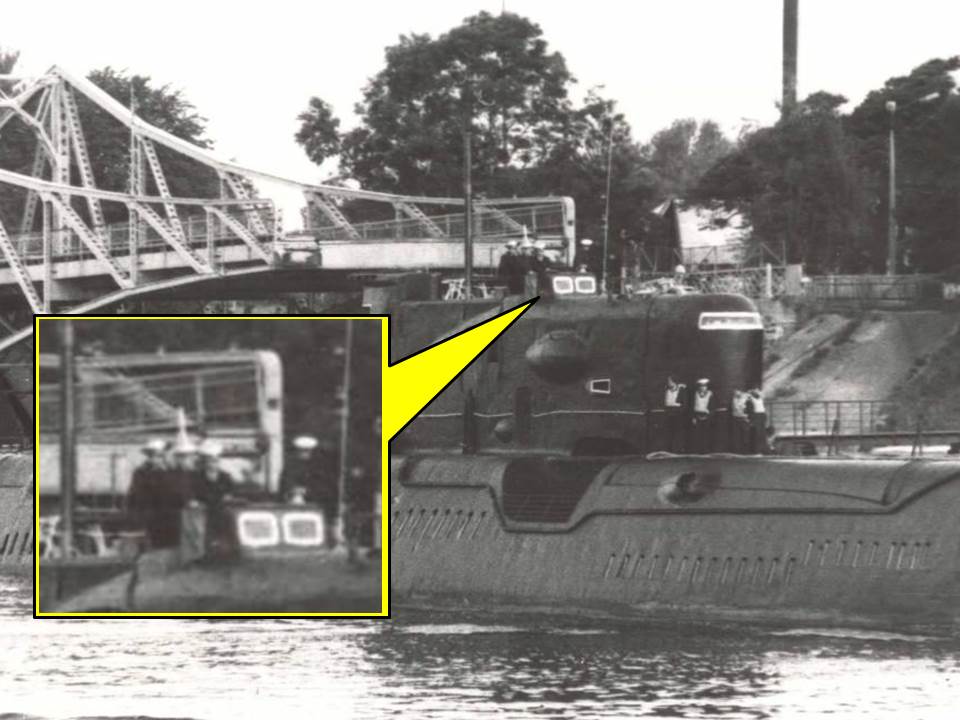
Еще одна интересная деталь. Боевой пост управления вертикальным рулем в надводном положении – БП-06 был расположен, за редким исключением, в отдельной от мостика выгородке ближе к носу слева по борту.

Поскольку крупных фотографий мостика 651Э проекта не сохранилось, по имеемым фотографиям мостика и БП-06,


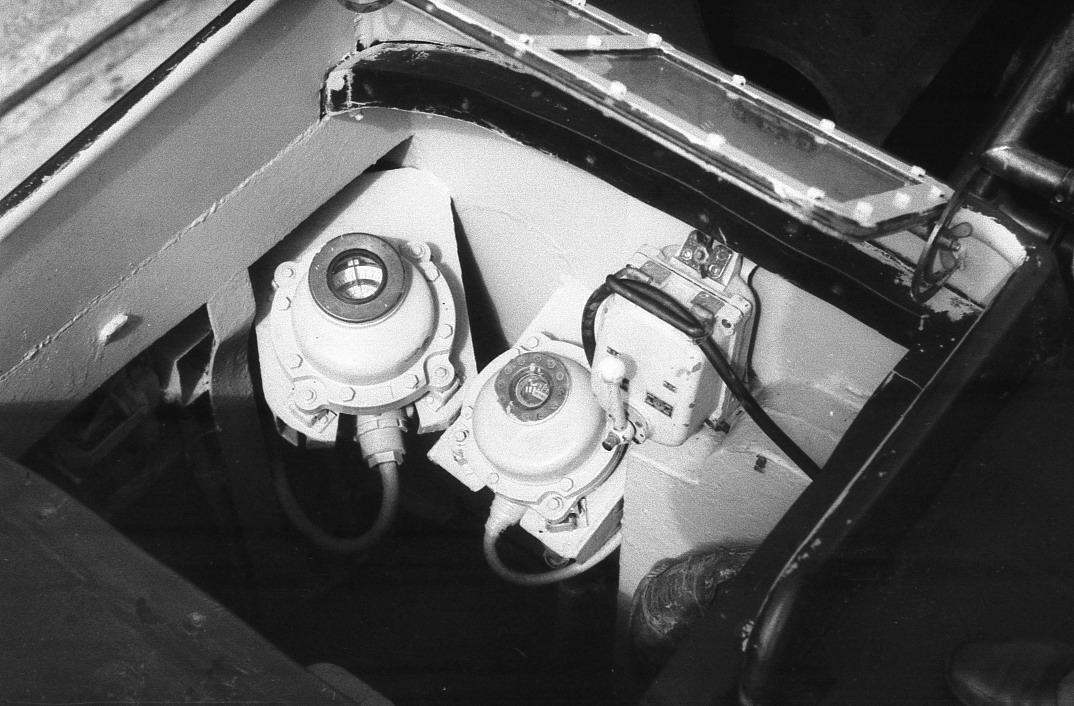
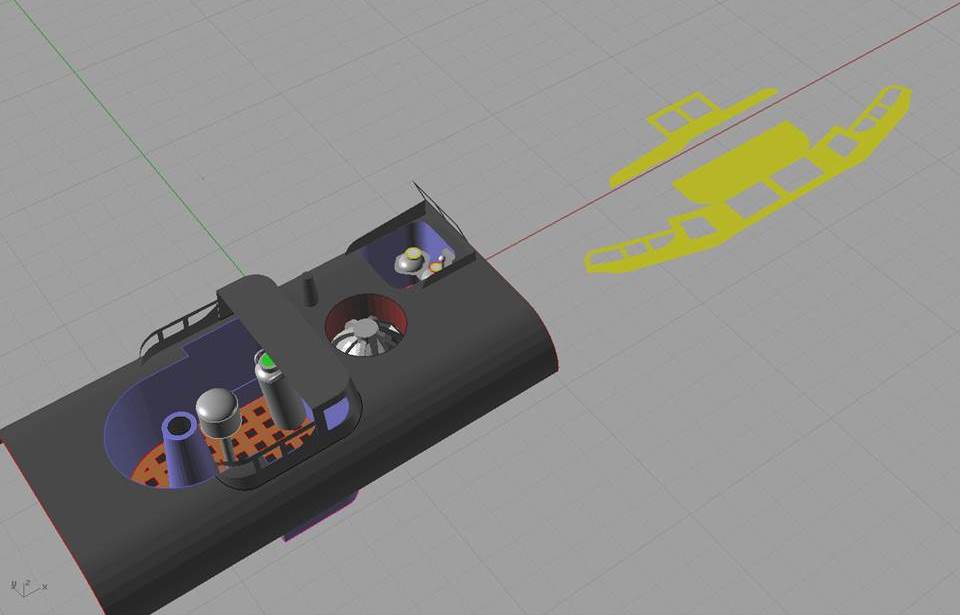
схемам и воспоминаниям ветеранов-подводников в программе трехмерного моделирования RHINOCERIS сделал осредненную трехмерную модель мостика и выгородки БП-06 с приборами в масштабе 1/350.
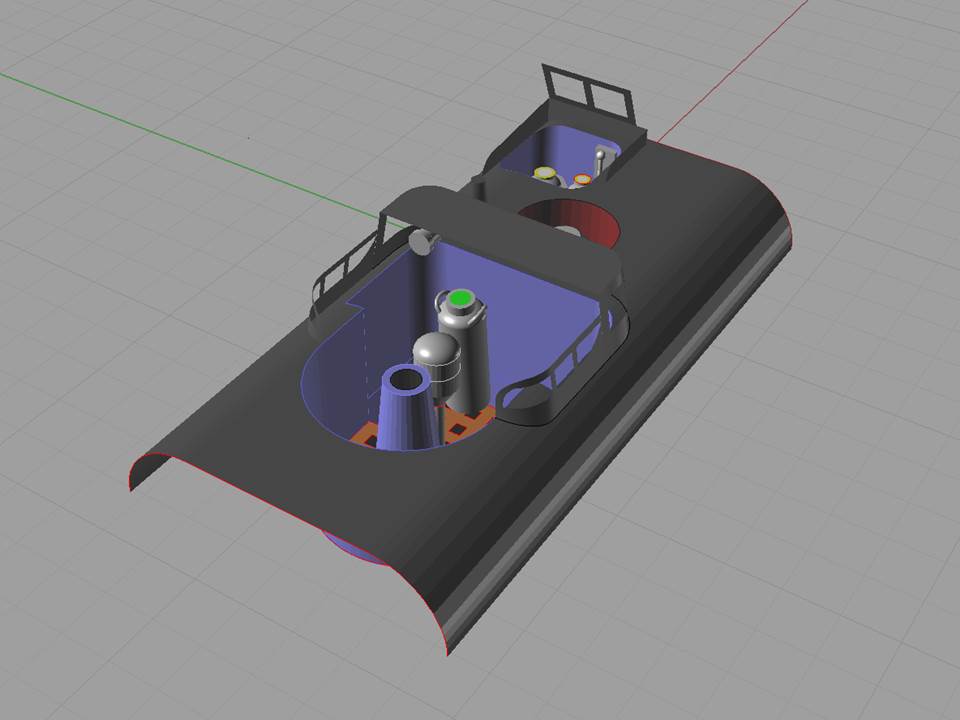
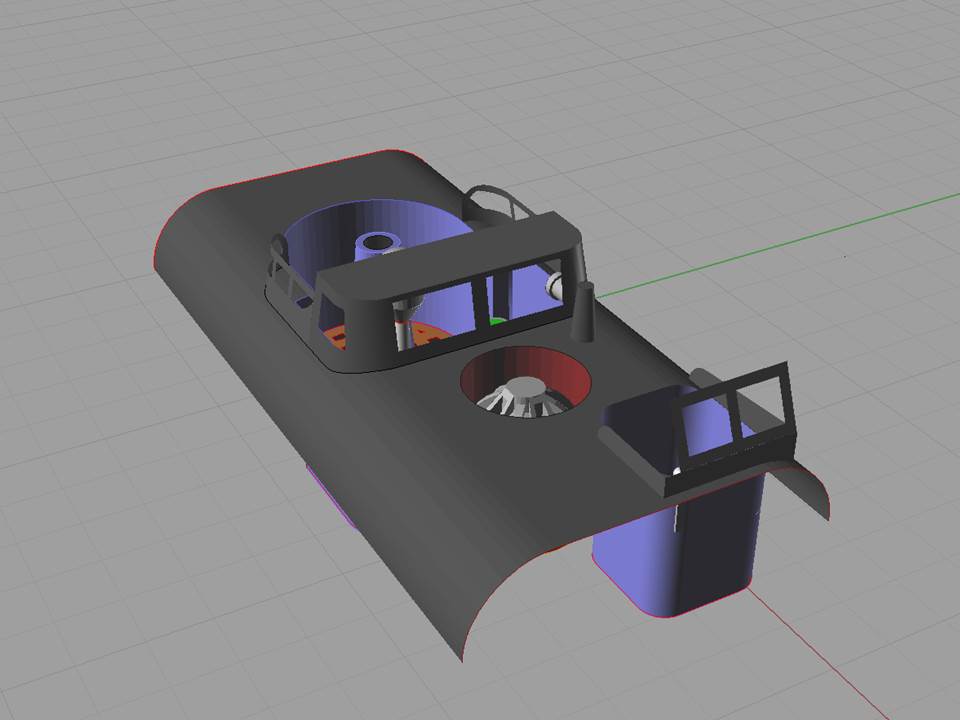
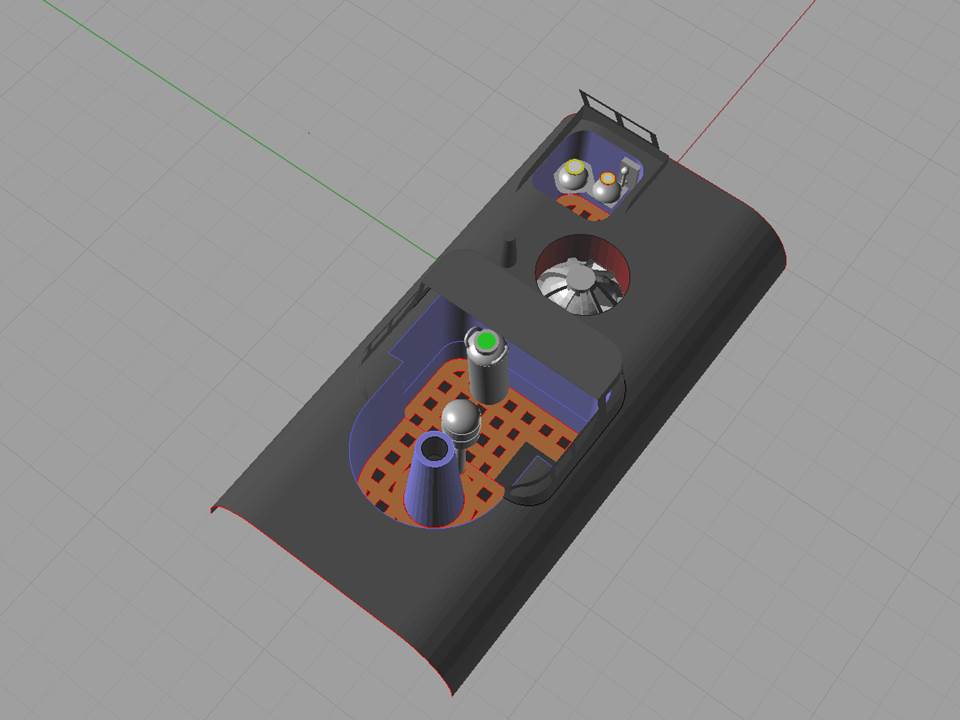
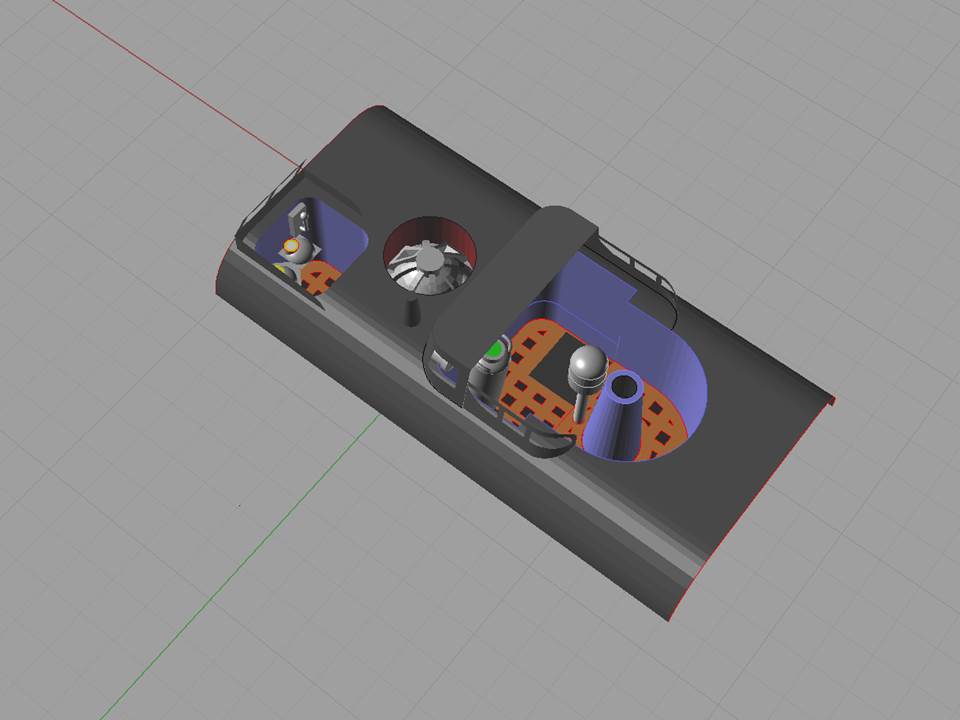
Осталось только воспроизвести это в металле и пластике. Итак, как говорит мой внук, попробываем.
С уважением…
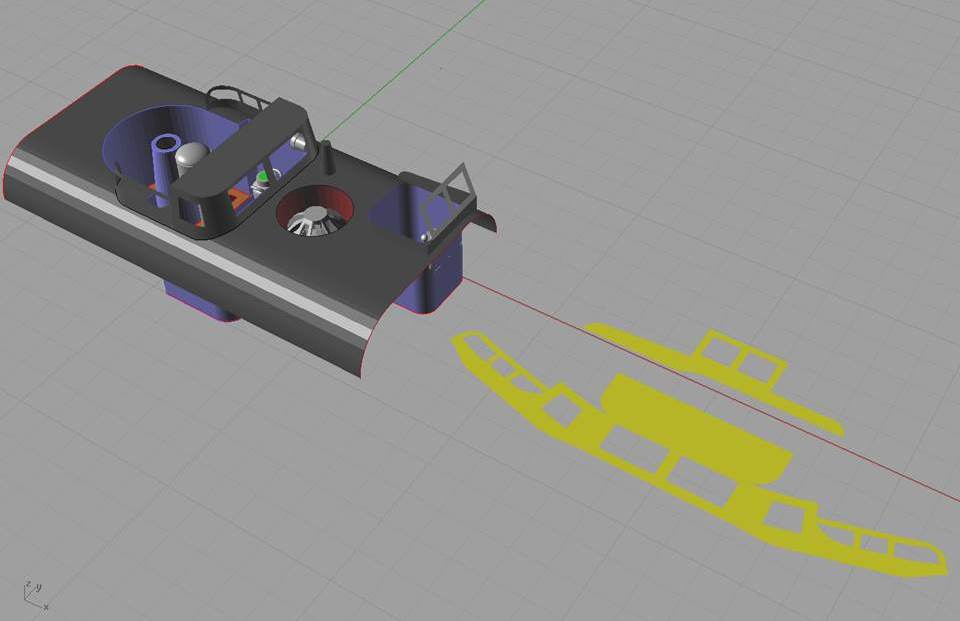
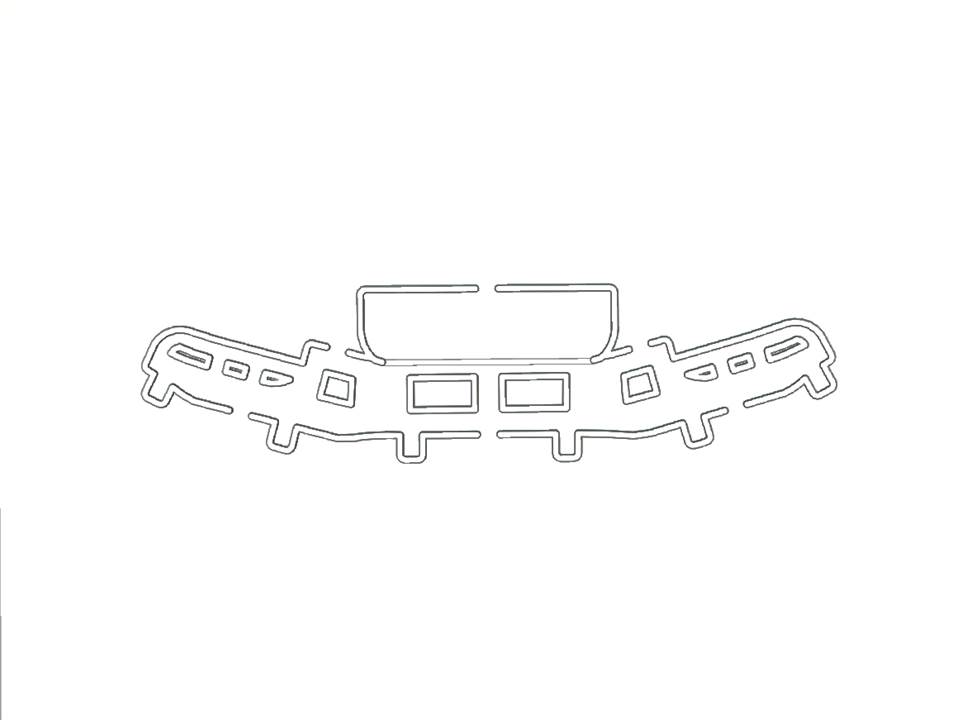
Продолжил работу с программой трехмерного моделирования RHINOCERIS, одной из немногих программ, которые могут делать развертку практически всех поверхностей второго порядка с точностью до 0,01 мм. Из ветроотбойника мостика с ограждением и БП-06 сделал их развертку (в правом верхнем и в правом нижнем углу).
Перекинул эти развертки в векторном виде из программы Rhinoceris в программу Арткам и сделал два чертежа ветроотбойников - мостика и БП-06 .
На станке с ЧПУ гравером с заточкой 10 градусов и диаметром режущей части Ø 0,1 мм из листовой латуни 0,1 мм отфрезеровал оба ветроотбойника.


Итак, пока делал ветроотбойники, отработал технологию изготовления простых и сложных листовых конструкций от трехмерного эскиза до металла.
С уважением…