



































Кирилл Пасхин, Проверьте, точно ли ChiTuBox не поддерживает новые Моно. Если нет - напишите в техподдержку Эникубика, скажите что вот нужен для работы срочно и т.д. - они иногда дают бэта версии программы (речь о Китайцах, с нашей тех поддержкой я дел не имел).
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
|
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Кирилл Пасхин, Это косяк последней версии Workshop, к сожалению. Я не уверен, с какой версии работает Mono - но если есть возможность откатиться на другую версию - это лучше сделать. Последняя версия жутко кривая с кучей ошибок.
|
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Александр, Я бы сейчас не рекомендовал рассматривать модели без параледа и монохромных экранов. Оранж и Марс - это очень упрощённые модели - Марс так вообще клон первого фотона, но у него хотя бы разрешение экрана 2к. Из Вашего списка - я бы рассматривал к покупке Photon Mono, если по бюджету проходите. У него уже стоит и паралед и монохромная матрица 2к разрешения. Отзывов по нему, правда не очень много, так что в плане каких-то недоработок пока сложно что-то сказать. И как я писал выше - если прямо очень хочется качества за вменяемые деньги то сейчас конкурентов у Phrozen Sonic Mini 4K мало, только к сожалению, у нас его продают крайне дорого, а сами Тайваньцы его везут куда угодно, только не в Россию.
Различие в качестве печати - вещь относительно субъективная. Кто-то печатает заплывшие статуэтки из серого полимера на переэкспозиции и доволен как слон, а кому-то размера пикселя в 47 микрон кажется слишком большим  Для меня - качество будет сильно отличаться на этих принтерах. Для меня - качество будет сильно отличаться на этих принтерах. |
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Сергей, Вам всё верно сказали, мне особо добавить нечего
 Острые концы - не проблема и я тоже печатаю вертикально подобные вещи. Но у меня масштаб 72 И Кили я предпочитаю печатать отдельно и потом собирать. Правда, тут нужно ещё было получить детализацию на нижней части, что на ракетах не особо нужно - из-за этого пришлось ПТБ делить на части... Острые концы - не проблема и я тоже печатаю вертикально подобные вещи. Но у меня масштаб 72 И Кили я предпочитаю печатать отдельно и потом собирать. Правда, тут нужно ещё было получить детализацию на нижней части, что на ракетах не особо нужно - из-за этого пришлось ПТБ делить на части... small_2.jpg (1.84 МБ) |
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Иван Ильин, Ну, под буковками - тут всё просто, на этом тесте вряд ли получится иначе, если не делать ооочень сильный пересвет и огромную задержку перед включением засветке... А ещё лучше было бы уменьшить сильно скорость отрыва... Потому что это огромный мостик - нависание... Представьте себе пластиночку толщиной которой вы печатаете (50/40 микрон), и она хорошо так прилипла к плёнке. И вы её отдираете - пластик в состоянии, при котором есть хорошая детализация - довольно мягкий - и его попросту растягивает при отрыве, а когда платформа опускается - его выгибает плотностью "расплющенного" полимера - получается такой вот выгиб. Я бы такие мосты на своих моделях - обязательно поддерживал, если необходимо получить нормальную плоскость. Касательно первого ряда кубиков - тут сложнее. С печатями от стола - бывают такие вещи, когда нижние слои так плющат первые слои детали.. Как этот момент объяснить физически - для себя не понял.. Могу сказать лишь, что можно попытаться исправить это путём снижения количества нижних слоёв (их больше 3х - не нужно на самом деле), а так же утоньшением слоя подложки. Иногда бывает неверная калибровка к такому приводит. В качестве теста - попробовать сделать высоту отрыва 5-6мм, скорость опускания платформы - 1мм/с, и время задержки включения секунд 10. Если ничего не изменится - попробовать перекалибровать стол...
Касательно детализации на данном распечатке - судить сложнова-то я этот тест не печатал ни разу... Для себя я всегда пытаюсь найти компромисс между позитивом и негативом, впор , правда делаю в сторону негатива. Но для этого нужна серия тестов, по одному сказать сложно. Ну и скажу - что серый полимер - зло Алексей, я личо с ультразвуке пока не мыл ни разу - ванночки нет... Вы моете в УЗ Ванне со спиртом тоже? Если да - то единственное что могу ещё посоветовать - немного нагревать спирт (если есть функция в УЗ Ванне - можно использовать). Во всяком случае - такие даются рекомендации производителей смолы... |
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Кирилл Пасхин, поздравляю! Думаю - почти любой 3Дэшник мечтал когда-либо о 3Д принтере
Про серый полимер в теме есть, в полной мере относится и к Вашему принтеру, так что прочитайте Алексей, Да, так и есть - в Вашем случае придётся выбирать между негативом и позитивом. Альтернативный вариант я уже озвучивал А по фотографиям детали выглядят недомытыми, от этого и такой блеск... |
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Считаю что для определения корректных настроек на конкретном принтере под конкретную смолу - необходимо делать серию тестов по определению экспозиции. Любые данные из сети можно лишь использовать как базу, так как партии смолы могут отличаться по скорости реакции, особенно у китайцев. Кроме того - мощность диодов в массиве засветки даже на одном принтере - различаются по мощности. Плывуны - следствие не только недосвета, но и неудачного расположения детали, или слишком большой площади сечения на слое. Как вариант борьбы, если невозможно уменьшить толщину сечения - сильно уменьшить скорость отрыва детали и увеличить задержку перед засветкой слоя. |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Я просто обратил внимание на интерфейс скриншота, приведённый Алексеем - и это явно старая версия Photon Workshop, ещё до ввода R_E_F_R, поэтому решил об этом упомянуть. |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Упс, пропустил я эту строчку раньше у Вас. Нельзя этой таблицей пользоваться для Photon S - гуглотаблица составлена для обычного Photon , а его мощность УФ засветки раза так эдак в 2 меньше. У Вас есть вариант либо печатать по одному тесту вручную уменьшая время нормальных слоёв, либо выполнить комплексный тест на экспозицию (должна стоять последняя прошивка принтера и нужен спец файл, так называемый R_E_F_R). Этот тест делает за одну печать сразу 8 вариантов экспозиции с разницей в 1 секунду. Я попробовал на Вашем месте вот так: Normal exposure: 5 Все остальные параметры вполне годные. Потом судя по этим 2м тестам можно будет угадать оптимальное время для Вашей смолы. Не бойтесь потерять часть позитивной детализации - проще в 3Д модели специально увеличить выступающие детали, чем вообще никак не получить негативные, которые обычно "расширить" на 3Д модели гораздо сложнее. |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Я бы сказал что у Вас очень сильная переэкспозиция. Всё- таки надо стремиться , чтобы негативное пространство - щели, отверстия и т.д. - более менее печатались. Для начала, перед тем как что то делать с плёнкой - попробуйте уменьшить время экспозиции нормальных слоёв. Сколько секунд у Вас сейчас на нормальных слоях и на какой толщине слоя? Основная проблема такой печати, к сожалению, - конструктив принтера  Мутная плёнка конечно, может оказывать эффект, но она должна быть прямо конкретно матовой на просвет... Мутная плёнка конечно, может оказывать эффект, но она должна быть прямо конкретно матовой на просвет...Касательно разводов - по моему опыту - 2 полосканий спиртом хватает, чтобы плёнка была чистая на столько, чтобы это не сказывалось никаким образом на печати. Если ванночку после сливания спирта подержать в вертикальном состоянии чуть подольше - видно как спирт прямо плёнкой стекает. Первый раз оствит небольшие лужицы, а второе полоскание чистым спиртом достаточно очистит ванну. После сливания первого и второго - так же я продуваю ванну аэрографом. Если что-то прямо очень жёстко не хочет отмываться (если у смолы выпадает пигмент в осадок, например), то можно протереть, но обязательно мягкой микрофиброй, желательно такой, которую используют для полировки ЛКП автомобиля - это минимизирует образование царапин. |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Как указал Athlon, смола действительно очень мягкая после печати. Вообще, если у Вас есть аэрограф - то никаких проблем с отмыванием деталей от полимера быть не должно. Сначала полоскаете деталь в одной ванне со спиртом (он у нас первичный), затем продумавете на салфетке воздухом с аэрографа - давления 1,5 - 2 достаточно. Затем в чистовой ванночке со спиртом полоскаем второй раз и так же продуваем аэрографом. Я даже свои мельчайшие детальки промываю таким образом - уз ванны у меня нет. И никакого контакта с неотвердевшими моделями щётками/кистями и т.д. И второе что может быть - это если дно ванночки у Вас царапанное - эти царапины будут на всех печатаемых деталях. По этой причине, я так же ванночку промываю без протирания дна - тупо 2 раза хорошо полоскаю со спиртом и всё. Плёнка таким образом весь срок служюы остаётся прозрачной. Теперь что касается детализации. У Фотона С она, действительно, довольно ограничена. Для понимания максимальных возможностей принтера и , соответственно, понимания минимальных размеров ширины деталей - я провожу тестовые печати. На моей очень точной смоле - лучший результат, которого можно добиться на не модифицированном Фотоне С, выглядит вот так: 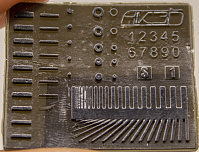 Для понимания - вертикальные стенки - в 2 ряда - слева шириной с 1мм до 0,55мм. Правый ряд с 0,5 до 0,05мм. Соответственно видно, что высокие детали тоньше 0,15мм у меня не печатаются. Цилиндры - с 1мм по 0,1мм. Напечатались лишь 1-0,5мм. Ну и цилиндры с отверстием внутри, для понимания "заплывания" круглых отверстий. Тест печатается 15-20 минут, очень удобно для понимания способностей детализации принтера на связке смола/время экспозиции. Ну а возможную детализацию после модификации принтера на этой же смоле я выкладывал раньше в теме... Если интересен именно такой плоский тест - вот ссылка. Альтернативно, раньше пользовался вот таким - но он больше тратит смолы и чуть дольше печатается: IMG_4161_1.jpg (2.84 МБ)
Изменено: - 31.10.2020 11:07:09
|
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Дмитрий, большое спасибо, обязательно передам! Ей будет это очень приятно!
|
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Спасибо! Да, жена изначально лепила всё руками, а с появлением 3Д принтера научилась 3Д скульптингу. Все её существа - полностью самостоятельная разработка. Вдохновление она черпает из воображения наложенного на древние мифы и легенды. Некоторые существа просто придумывает, типа вот этого пухляша. Если интересно можете посетить её сайт, там много фотографий и описаний о каждом существе, его создании и идеи стоящей за ним. Не реклама конечно же, просто на этот вопрос лучше неё никто не ответит |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Спасибо, жене передам У неё очень много подобных существ с серьёзной деталировкой.Глаза - да, уже окрашены. 3Д печать радужки затем окраска, затем заливка прозрачной смолой с засветкой УФ фонарём и полировка Сами придумали с женой. Хотя, скорее всего, нечто похожее используют в спецэффектах, но точной информации мы нигде так и не нашли - пришлось по своему пути идти. pr9.jpg (355.24 КБ) |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Да, особо больше и некуда, чтоб провод нормально лежал... Не в хвост же его втыкать |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Сергей,
Да, речь именно об этих статьях Замена одной толстой поддержкой лесов - вообще-то вполне реально , но зависит от конкретного случая, конечно. По сути принтер нормально справляется с насиваниями - я не предлагаю их не поддерживать вообще, просто они много где не нужны.
Потому что, как и сказано в статье - это автоматическая расстановка поддержек И их можно поставить реально меньше, особенно если расположить вертикально Нет, в очень ответственных файлах я тоже ставлю много поддержек. Модели жены например требуют. Но она режет модели так, что б поддерживать лишь края детали, а не основной рельеф. Даже внутри почти поддержке нет. 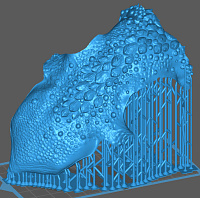 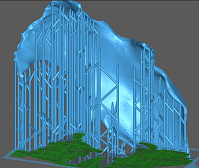 Количество деталей, правда, для сохранения всей детализации - огромное  Но собирается в итоге всё на ура.  |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Смыл не в их количестве. Намного важнее контактная площадь поддержки чем их количество. У АмераЛабс на сайте зайдите в блог - там есть отличная статья как раз на эту тему. А вообще - я согласен, лучше поддержек больше, чем меньше. Просто где-то смысл их ставить есть, а где-то - не особо. Это уже только с опытом приходит. |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Нет - получите всё такое же заплывшее, а может и хуже. Уж лучше чёрный эникубик. |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
На рамке - чётко видно, что плоскость ровная.
И это настолько мелкие детали. В вашем примере - я бы тоже поддержки там поставил, но намнооого меньше - они лишь работают здесь на устойчивость - но основную сил отрыва при таком угле - всё-равно на себе тащат самые нижние поддержки.
Изменено: - 21.10.2020 15:59:19
|
|||||||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
А вот из моего прямо свеженького и маленького.
Детальки интерьера для Италовского Bell 412 в 72м масштабе. Заранее сори за окраску - тут у меня мастерства меньше чем в 3Д Разделитель "грузового отсека" , он же крепление для двух сидений. (сечение балки - 0,7 на 0,3мм). 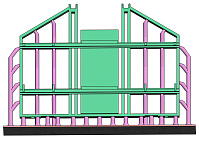 И сами сиденья. (диаметр замка-пряжки 0,9мм) 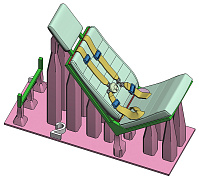 Как видите при не очень большом количестве поддержек - разделитель напечатался без провисов и его не погнуло, плоскости ровные. 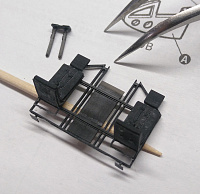 Ну и несколько фото уже собранных и окрашенных деталей... 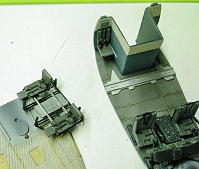  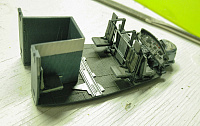 |
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Не желательно делать такой шов там, где на реальном объекте нет шва. Но вот если очень надо - то печатать точно так же - вертикально. Если обратите внимание на размер объекта - увидите что он небольшой и кроме того полый - то есть стенка тут 1мм всего. Такую стенку даже на поддержках напечатать реально с ровной плоскостью. Но да, нужно будет всё равно на шкурке выравнивать эту плоскость для соединения в месте поддержек. Если комбинация принтер/смола грамотно настроена и ставить поддержки достаточно часто - то никаких плюсов закладывать не нужно для сошлифовывания. Главное - избегать крупных провисов, чтобы сохранилась верная геометрия плоскости. Обратите внимание на плоскость, где поддержки на двери - там нет никаких волн - срезал поддержки, сошлифовал следы от них - готово. При условии высокой точности принтера и отсутствия дикой паразитной засветки по Z - места примыкания поддержек не оплывают, как это обычно происходит.
Изменено: - 21.10.2020 14:39:52
|
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Пример 2: Дверь вертолёта. Толщина детали в самом широком месте - 0,4мм:
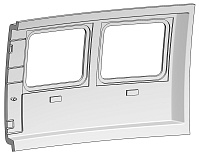 Детализация на 5 из 6 условных граней. Решение простое - печать на стороне без детализации. Уделить внимание углам - сделать поддержки по форме на углах, чтоб не потерять форму. Поддержать оконные проёмы. Деталь узкая - поддержать сбоку, увеличив стабильность. Использовать очень толстые поддержки не получится, так что сами башни поддержек тоже нужно поддержать от изгибов в слабой плоскости.  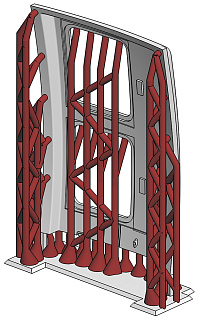 Скриншт с частично убранными поддержками, чтоб было виднее угловые и нижние поддержки: 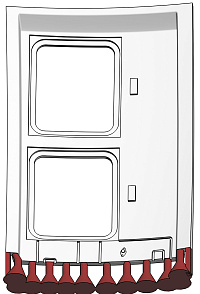 Результат: 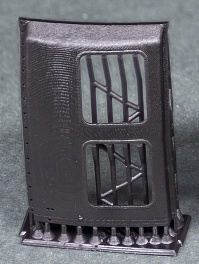 11.jpg (197.2 КБ) 9.jpg (140.39 КБ) 12.jpg (147.99 КБ) 10.jpg (170.36 КБ) 13.jpg (347.58 КБ) 8.jpg (74.89 КБ)
Изменено: - 21.10.2020 14:21:44
|
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
|
Пара примеров из своего опыта, довольно сложных деталей.
Пример 1: Вертолётный бак системы пожаротушения:   Детализация по всем 6 условным граням. Решение - разделение объекта на 2 детали. 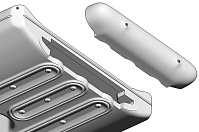 Печать на стороне отделённой детали, вертикально, даёт наименьшее количество поддержек. Меньше обрабатывать поверхность, поверхность в месте поддержек практически плоская. Большая часть поддерживаемой поверхности - будет скрыта отрезанной деталью. Деталь очень узкая и высокая - необходимо её так же поддержать сбоку, увеличив тем самым стабильность во время печати. Поддерживаем довольно крупными поддержками, со стороны, которая будет скрыта корпусом вертолёта. Её так же будет проще всего обработать, т.к. там плоскость. 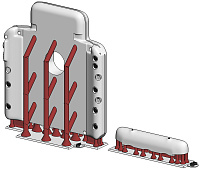 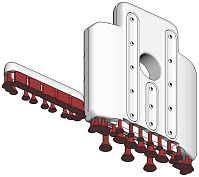 Результат: 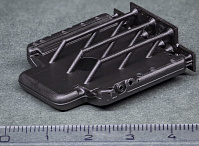  |
|
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Отказаться от серой смолы для мелкой детализации, особенно на Фотон С (причину я уже рассказывал выше). Печать под углом - по моему опыту вообще не очень оправданна, только если речь идёт о каких-то очень крупных "присосках". В остальных случаях печать "кубов" - я всегда провожу на одной из плоскостей. Деталь может скручивать по нескольким причинам: 1) недостаточное количество поддержек 2) высокая усадка конкретной смолы (больше подвержены тонкие детали, пластины). У Вас, я бы сказал мало поддержек - поэтому выгнуло деталь - пока деталь растёт до следующего ряда поддержек - она очень подвержена изгибанию при отрывании от плёнки. Для наилучшей детализации всегда лучше располагать наиболее детализированную поверхность к верху. Если на кубе - ответственных поверхностей 5 из 6 - то на 6ую ставим поддержки. Качественная поверхность - требует порой не рационального, с точки зрения скорости печати, расположения детали. Поверхность с поддержками - может получиться достойного качества, но для этого нужно соблюсти множество условий, одним из которых является соблюдение расстояния между поддержками, чтобы "мосты" были не слишком большие по размеру. Так что проще пожертвовать стороной с поддержками и если нужно - разделить объект на детали. Вообще прмимите к сведению, что для печати геометричеких объектов - стандартные поддержки из слайсеров - не всегда подходят. Частенько приходится рисовать грамотные поддержки вручную. Для своих моделей - я все поддержки рисую сам.
Напечтать вот прямо плоскость со стороны поддержек - практически не возможно. Это конечно, зависит от размера требуемой плоскости, но если речь о довольно крупных деталях - нужно разделять объект. Печатать всегда лучше так, чтобы площидь сечения была не большой - и лучше делать объекты полыми. Толщины стенки в 1мм - более чем достаточно для наших целей. |
|||||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Я могу сравнивать лишь цены на AliExpress, т.к. свои фотоны покупал там - и цены никак не изменились. С такой же областью печати новые модели стоят от 20тр рублей до 32тр, что как раз сопоставимо с ценами на фотон и фотон С нам момент начала их продаж. |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Честно говоря моя смола по скорости не сильно отстаёт от скорости печати обычными смолами на монохромных матрицах, так что тут я особого плюса не вижу. Долговечность - хорошо, но и цена экранов намного дороже, так что тут тоже спорно... Однако ни о каком увеличении точности печати от использования монохромного экрана говорить не приходится - разрешение матриц в линейке Anycubic не изменилось, даже упало, так как размер матриц вырос - с 5,5" до 6,01". Единственный возможный выигрыш в точности может быть за счёт того что теперь пиксель будет нормального квадратного сечения, а не прямоугольного (т.к. красный практически блокирует прохождение УФ света). Плюсом стало то что Anycubic наконец-то применили человеческую рельсовую направляющую, которая в теории должна быть более стабильной чем роликовая направляющая на прошлых фотонах. На сегодняшний день, действительно интересным аппаратом выглядит Phrozen Sonic Mini 4K - у него, в отличии от Anycubic - монохромный экран размером 6", но уже с разрешением 4К - таким образом размер пикселя составляет 35 микрон, против 47 у фотонов и 50 у новой линейки "моно" от кубиков. Цена в России, правда конская - наши магазины продают его слишком дорого, а напрямую Корейцы, почему-то, его к нам не везут...
Эта линейка (mono) по факту, будет заменять текущую - так что ценник будет на уровне Фотон С, если мы не говорим о новых принтерах с гораздо бОльшей камерой печати - они, да, стоят конечно дороже... |
|||||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Тут некоторая путаница в терминологии произошла. Фотоны, как и все принтеры по технологии с УФ светом - это SLA принтеры, от названия технологии - стереолитография (нет, SLA совсем не значит Лазер). А вот DLP принтеры - как правило означают применение DLP проекторов, как источника УФ засветки, при этом они тоже являются SLA принтерами. Позднее, 3Д принтеры с технологией ЖК матрицы как маски - стали называть MSLA.
Изменено: - 16.10.2020 13:25:09
|
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Тут очень сильно влияет так же что за тип принтера используется. На DLP принтерах - совершенно другая смола и там нет таких проблем с прозрачной смолой, потому что смолы менее реактивные (мощность излучателей намного выше). Тоже касается и лазерных 3Д принтеров.
У меня Photon S. На всех этих принтерах есть один конструктивный косяк - толщина защитного экрана очень большая, что даёт сильное рассеивание после накладываемой маски. Можно провести аналогию с масками при нанесении камуфляжа - чем дальше от поверхности мы держим маску - тем рассеенней получаем контуры. Так вот смысл модификации - переместить маску как можно ближе к засвечиваемому слою.  Это даёт огромный скачёк в качестве и количестве деталей, особенно на Photon S. Затрат там по сути никаких - если не повредить родной LCD при отделении его от защитного стекла и не треснуть это стекло при проточке выреза под шлейф. Бонусом всего этого будет намного более простая процедура замены экрана и его цена - цена матрицы без защитного стекла намного ниже. Минусом являются более выраженные следы от пикселей матрицы, так называемая вокселизация. Но мне - проще пройтись шкуркой по следам слоёв - чем каким-то образом на уровне микронов делать детализацию, клёп и расшивку. В скором времени я сдулаю небольшую статью о переделке. IMG_5202_1.jpg (2.11 МБ) |
|||||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
У вас жесточайшая переэкспозиция - (пересвет иначе говоря). На этом кубике самое показательное - это вертикальные щели - они показывают на какой отметке Ваша детализация негативного пространства. Вот как выглядит куб на моём фотоне с модифицированным экраном:  А вот как выглядит на стандартном фотоне С без всяких модификаций, но с качественной смолой: 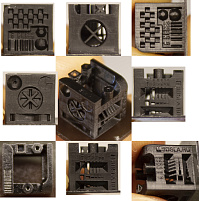 Обратите внимание - на модифицированном экране щели на кубике пропечатались вплоть до 0,2мм включительно, при этом на стандартном Фотон С - этот параметр составил лишь 0,5мм. Так же посмотрите на верхнюю грань кубика - отверстия в цилиндре и шестиугольнике - у Вас явно заплывшее - такого быть не должно. cube_lcdmod.jpg (2.86 МБ) cube_40mkm_2,5s.jpg (1.95 МБ) |
|||
|
|
|
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Тут дело не только в темноте полимера. Понимаете - мы печатаем по факту даже не УФ излучением - 405нм - это видимый спектр фиолетового/синего цвета. И существуют цвета, которые меньше всего пропускают эту длину волны. Цветом, который меньше всего пропускает синий - является жёлтый (именно поэтому окна у нашего с Вами принтера - жёлтые). Так же среди этих цветов - красный и зелёный. К примеру в модельно ряду HARZ LABS - самой точной смолой они считают cherry - по сути это очень плотный красный, но смола при этом - полупрозрачная - и она на голову будет лучше печатать серого Anycubic'a. Чёрный же цвет просто в силу того что плохо пропускает любую длину волны - тоже работает А вот синий полимер, будет печатать так же плохо как прозрачный - то есть синий - очень хорошо пропускает - синий, пардон за тавтологию, поэтому у синего полимера будет так же высокая паразитка по Z.Ну а оранжевый - это опять же - по сути очень плотно окрашенный жёлтый. Стоит отметить, что плотность окраски очень сильно влияет на результат - так , к примеру, зелёный базовый Anycubic'овский полимер - является слишком слабоокрашенным поэтому у него очень большая паразитка по Z.
Хотя бы один слой закрепления нужен, в идеале - 2. Базовые слои - это слои нивелирующие неровности стола печати, а так же калибровочную дистанцию - так как мы физически (на нашем принтере) не можем её сделать идеальной толщине одного слоя - ход винта при калибровке у нас - 0,1мм. Так что очень велика вероятность брака при печати без базовых слоёв. Касательно засвечивания в воде и остальных хитростей - сильно зависит от смолы - какие-то действительно меньше желтеют, каким-то не помогает. Но даже после отверждения - смола со временем продолжает менять свой цвет, причём даже под лаком. Забавный момент - на "натуральной" смоле HarzLabs - замечен обратный эффект - она изначально желтоватая, но со временем эта желтизна уходит, правда не полностью и происходит это за очень долгое время
Изменено: - 07.10.2020 17:12:03
|
|||||||
|
|
|
