Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
19.01.2021 11:56:43
александр сергеев, Тут у большинства людей - домашние принтеры. Вряд ли кто-то тут пробовал промышленные смолы (с промышленными ценами, соответственно) для DLP и лазерных SLA решений... Но я очень сомневаюсь, что с ценами на эти полимеры - Вам будет выгоднее печатать, чем отливать, конечно если речь не идёт о штучных заказах...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
19.01.2021 11:49:29
А я бы хотел в свою очередь поделиться своими успехами
Я наконец-то решил вопрос с созданием полозьев с увеличенным просветом для Bell 412.
Мастер модели были напечатаны на моём модифицированном Photon S, на моей любимой AmeraLabs AMD-3 Custom Black, затем полозья заливались в силикон и сейчас отливаются в полиуретане.
Далее был разработан кондуктор для сгибания стальной проволоки диаметром 0,9мм под необходимую форму поперечных труб. Кондуктор целиком 3Д печатный, состоит из 2-х частей. Одна часть - подвижная, заезжает в направляющие первой детали.
Так же на обратной части подвижной части кондукторов - имеется вырез, для точного позиционирования и приклеивания посадочного паза.
Ну и поскольку на поперечинах есть ещё несколько деталей, которые хотелось бы отобразить - распечатал их так, чтоб они одевались на металлические поперечины
"Небольшое" (планировалось) видео тестовой сборки:
Итог тестовой сборки:
В общем - ещё одно применение 3Д печати Так что если Вам нужно что-то погнуть по какой-то замысловатой или точной форме - 3Д принтер может в этом помочь.
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
19.01.2021 11:15:02
Отличный показательный пример, что дорогой лазерник - вообще не гарантия того что качество печати у него лучше чем у дешёвых Китайцев.
александр сергеев, Честно говоря, принтер тут особой роли не сыграет. Лазерники будут лучше LCD принтеров только с той точки зрения, что у них не будет следов "слоёв" на вертикальных стенках. Слои на окологоризонтальных плоскостях - будут на любом принтере, к сожалению. Есть принтеры, которые работают с слайсерами, которые имеют систему антиальясинга по всем 3-м осям, но я даже не знаю где такие принтеры имеются у печатников - они подороже даже формлабса будут...
Другой вопрос - что Вам напечатали деталь конкретно с браком - большие полосы на вертикальных стенках - это косяк. Не правильно выставленные поддержки. Там вообще желательно было бы сделать рёбра жёсткости и плавный переход внутри башни от горизонтальных поверхностей к вертикальным - тогда этих ступеней практически не будет видно. Ну и казённик , поддержанный с внешней стороны - это очень странное решение.
Касательно хрупкости смол. Не могу сказать на сколько велик ассортимент смол для ФормЛабса - там не так просто печатать на "сторонних" смолах, есть свои тонкости и не любят с этим заморачиваться особо. Но для LCD принтеров на сегодняшний момент очень много смол с различными физико-механическими свойствами - от чуть ли не резины, до почти нейлона. В частности, компания HardLight выпускает кучу различных смол, среди которых есть и прочные жёсткие смолы, так и смолы, которые переживают деформации. По характеристикам они всё-равно будут уступать термопластикам, но уже вплотную подбираются к литьевым составам.
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Могу сказать следующее. По моему (и не только) опыту - такая проблема действительно существует - слои основания - частенько не совпадают с заданной высотой и кроме того - детализация на "подложке" - может уплывать в неё. Обратите внимание на вашу плоскость - Кнехты расположены на своей подложке - которая почти полностью слилась с общей подложкой. То, что потеря по высоте одинакова на высоких и низких моделях - говорит именно об этой проблеме. Полнстью решить эту проблему у меня не удавалось, кроме того она довольно индивидуальна - на некоторых принтерах одной модели проявляется больше - на других меньше. Уменьшить проблему мне удавалось, если провести калибровку стола - с завышением.
Как сделать:
-Если платформа ровно откалибрована - ослаблять винт не нужно. -Убрать ванну. -положить на экран 2 листа офисной бумаги (не один как при обычной калибровке!). -провести стандартную процедуру калибровки:
-жмакаем сначала домик - затем опускаем платформу по 0,1мм -ВАЖНО! лист должен иметь ход, и не быть сильно зажат платформой! Стол нужно опустить до момента, когда листики начнут ходить с (!) небольшим (!) затруднением! Если листы не ходят (зажаты) или ходят с очень большим усилием - поднимаем платформу на 0,1 до тех пор пока не поймаем ход листов!
Далее жмакаем Z=0, поднимаем платформу. Выключаем принтер на секунд 10 - 20, затем проводим тестовую печать.
Надеюсь это поможет снизить этот эффект - мне помогало.
Кстати с тех пор я так калибрую все свои принтеры - именно по 2м листкам и до не сильного зажима.
Получить идеально точную высоту при печати от платформы - крайне сложно. Поэтому я всё-таки рекомендую печать ответственные детали на поддержках - минимальной высоты поддержек в 2мм хватит чтоб невелировать все проблемы "базовых" слоёв.
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Первый Фотон - иногда страдает от своего источника освещения - неравномерность засветки может приводить к недостаточной экспозиции ближе к краям экрана. Попробуйте, в качестве эксперимента - увеличить время экспозиции на пару секунд, если на деталях нет какой либо детализации и не страшно что немного размеры уйдёт (хотя на первом фотоне они в любом случае уходят, как ни старайся..). Плёнку ещё можно проверить - чтоб она не была растянутой - это тоже может приводить к дефектам высоты...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
15.01.2021 17:16:43
Иван Ильин, Количество слоёв совпадает - это хорошо, а сами слайды нормальные? Без ошибок? Принтер какой кстати?
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Было бы не плохо прилагать скрины деталей с поддержками из слайсера и фото того что получилось после печати - так значительно проще что-то предполагать.
В читубоксе, в нарезанном файле - просмотрите - сколько слоёв выделено на маленькую деталь - и умножьте количество слоёв на толщину слоя. Если высота детали 2мм то слоёв на неё должно быть при печати высотой 50 микрон - 2/0,05=40 слоёв. Если в слайсере всё верно - надо смотреть поддержки и режимы печати...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
13.01.2021 14:44:20
Цитата
Das Model написал: решил попробовать смолу . Не могу настроить свой "кубик" под неё, не держит детали на ножках, всё на дне ванны( Кто работал с ней, может что посоветуете? (кроме выкинуть на...)
Тестовые модели для определения наилучшей экспозиции делали? Если да - то можно фото посмотреть и параметры? Полимер какой серии? Reactive? Simple? Flex? Отрывает от поддержек или не пристаёт к печатному столу вообще ничего?
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
31.12.2020 20:21:34
Цитата
Сергей написал: является реакцией с выделением тепла
И ещё какой Если капнете себе на кожу - лучше не выходить с каплей на солнце Со знакомым тестировали на сколько нагревается смола по время засветки в принтере. Его тепловизор показал что пик нагрева за буквально доли секунды уходил в район 90 градусов... И это тоненькая плёночка размазанная по плёнке... Так что да - во время печати вся ванночка смолы сама очень не плохо нагревается...
Цитата
Доморама написал: мне там каблуки и рельеф не нужен
Тут по хорошему, нужно редактировать 3Д модель уже...
Изменено: - 31.12.2020 20:22:19
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
31.12.2020 18:48:24
Сергей, О, ну , круто, раз есть вязкость Надо только придумать как от неё отталкиваться в формуле...
Цитата
Доморама написал: Заметил такой глюк в читабоксе. Если деталь сдвинуть по Z, потом перейти в закладку "поддержки" и обратно то значения смещения по Z сбрасывается в ноль.
Не баг - выставление высоты модели от основания читубокс настраивает в меню поддержек - самый верхний параметр, над картинкой с изображением поддержки...
Доморама, Так я Дмитрию писал, касательно прочтения про алгоритм работы У него-то Эникубик, ему не нужен данный калькулятор
Я не нарезаю в читубоксе, так что не могу сказать, если честно. Нужно проверять печатью на "сухую", но скорее всего (НЕ ТОЧНО!) нужно выставлять абсолютное, т.е. без учёта передвижения (опять же речь только о Фотонах на материнках от Кубиков )
У Вас принтер где-то в холодной среде стоит? Я, честно говоря, за всю свою практику ни разу не подогревал смолу Да и тем более - даже если греете - она становится менее вязкой при повышении температуры, так что рассчёт для стандартной комнатной температуры будет работать и на подогретой смоле Плюс смола греется во время печати сама по себе...
Касательно расположения детали. То что показывает читубокс - это чисто ориентировочное расположение "островков". Если выставить поддержки только там где он показал - печать может пройти успешно, но есть высокая вероятность что будут артефакты из-за нестабильности детали при отрывах...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Данный калькулятор не актуален для принтеров Anycubic (кроме первых партий первого Photon). Но актуален для остальных принтеров, основанных на материнских платах ChiTuBoard. Логика функции реализована по разному у Эникубика и Читу Прочтите мой небольшой обзор на Соник 4К - я там рассказывал разницу
Калькулятор для желаемого времени задержки можно было бы накидать, основываясь на характеристиках вязкости смолы. Однако её редко пишут - нужно запрашивать у производителя...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
30.12.2020 14:18:19
Цитата
Доморама написал: вертикально печатать не очень вариант, думаю. время на порядки больше будет. лежа деталь за 10 минут печатается.
Ну так, либо качество, либо экономия времени Зато вертикально можно целый огород напечатать этих стен сразу
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Потому что я уже один раз забрал его из гарантийного сервиса - экран поменяли, а с горизонтальными полосами на моделях ничего не сделали - вчера привёз принтер обратно им
Касательно выгибания - тут много факторов. Усадка смолы, способы постполимеризации, расположение детали во время печати. Печатать от стола тонкие элементы, требующие геометрической точности, не стоит. Разница засветке между первыми слоями и основными слоями - создаёт внутреннее напряжение в детали и если толщина детали недостаточная - этого напряжения будет достаточно чтоб выгнуть деталь. Как вариант - печатать с повышенной основной экспозицией - но точность соответственно уйдёт. Можно пробовать после отмывки и перед дозасветкой нагреть деталь, например в кипятке - чтоб отпустить внутреннее напряжение, но полностью это может не помочь.
Постполимеризация должна происходить равномерно со всех сторон - либо на вращающемся столе, либо с многочисленными источниками уф света..
В идеале, печатать тонкостенную деталь вертикально, на поддержках, на безусадочной смоле...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
30.12.2020 13:00:10
Мои поздравления Повлияло - скорее всего всё и сразу. И это хорошо Для 1:64 демократии кажутся великоватыми Вообще для этих принтеров - такие детали - это совсем не мельчайшие детальки
А мой SM4К опять в сервисе...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Судя по фото - они не на весу, они и есть в ванночке Просто они отрывались от дна ванночки той частью модели, которая таки выросла в месте где они касаются. Вопрос - почему слои не прилипли к основанию, ведь видно, что основание нормально закрепилось на печатном столе. Вариантов не много, на мой взгляд...
1. это и в правду, возможно, ошибка в слайдах файла. (просмотреть файл послойно на предмет ошибок).
2. неверно подобранное время экспозиции смолы. Пока шли нижние слои - прочности смолы хватало противостоять отрыву от плёнки, а когда нижние слои закончились - прочности смолы не хватило чтоб противостоять силе отрыва на большой площади модели и она расслоилась. Потом оторвалась с краю, когда слой модели, который таки вырос - дошёл до этого места.
3. - не самый очевидный вариант. Если человек видит, что эти "медузы" вообще не похожи на то что должно быть в модели, или они смещены, то стоит обновить прошивку на фотоне. Если фотон ещё первой ревизии, с материнскими платами ChiTu - там был очень "весёлый" косяк, когда изображение рвало, причём в просмотре слайсов - файл был абсолютно нормальным. Можно было обнаружить только визуально наблюдая за картинкой или по очевидным смещениям на распечатке.
Выглядит вот так:
Причём появляется это случайным образом, на неопределённых моделях. В поздних прошивках это исправили.
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
22.12.2020 12:29:06
Максим, так этот товарищ уже давно продаёт 3Д печатные модели Здесь на каропке даже есть, как минимум, одна тема со сборкой его кита Правда, для меня загадка, почему до сих пор он делает модели на FDM принтере... Всё таки детали с такого принтера - это больше заготовки, чем готовые детали...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
21.12.2020 19:45:51
Петр Осипов, Ну, я в общем так и думал Серьёзный, правильный подход. По Массивитам - я слышал что их самых больших в мире всего ничего существует Можно представить какой на них ценник...
По контактам, не то чтобы это какой-то уникальный контакт, но когда нужно будет - скажите, я Вам скину его
Кирилл Пасхин, тут я с Вами согласен. Технология очень быстро идёт вперед и в массы, благодаря её удешевлению. К сожалению мы уже почти упёрлись в развитие LCD принтеров, т.к. 4К на какое-то время станут пределом возможностей экранов, ибо под 8К уже будет нужно намного более дорогое оборудование. Ждём теперь улучшения качества отдельных компонентов, софта и смолы
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
21.12.2020 16:36:25
Кирилл Пасхин, согласен Но тенденции - есть тенденции. Ювелиры и дантисты начинают плотно подсаживаться на бюджетники. Особенно в России В Европе, конечно, дело обстоит несколько иначе... Я не думаю что когда-то в ближайшее время появятся идеальные программы расстановщики поддержек, так же как и не думаю что в бюджетном сегменте появятся принтеры с идеальной технологией Aнти-Алиясинга, к примеру, хотя уже сейчас можно реализовать её на любых бюджетниках, практически полностью избавиться от следов слоёв не только по XY, но и по Z, но это никому не нужно Потому-что это уже ступень другого ценового сегмента и это просто не выгодно крупным игрокам...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
21.12.2020 16:21:25
Петр Осипов, Да, серьёзное оборудование Я так полагаю про процедуру необходимости калибровки лазеров у FormLabs вы в курсе? Её переодичности и ценнике... Слышал что там очень не хило олучается по деньгим обслуживание. Хотя это "не хило" , это всё по меркам частников да и в России, у Вас может быть совершенно другая ситуация. Желаю удачи, так или иначе! П.С. Видел я тут принтер, размером с комнату в маленькой квартире (massivit 1800), причём не FDM, а печатающий гелевыми полимерами, конечно оставил неизгладимое впечатление Это правда, скорее гибрид FDM и SLA печати, но штуки делает классные
HardLight - действительно не плохие принтеры. Сам, я честно, не пробовал - для меня дорого Но это не вина принтеров Могу Вам дать контакт одного из руководителей - пообщаетесь на тему приобретения и поддержки, если интересно.
О том и речь Поэтому производители бюджетных принтеров пытаются сделать более простое решение, работающее из коробки. В идеале как это сделали FORM - чтобы всё работало из коробки, режимы печати уже подобраны под свои полимеры, сам принтер ставит поддержки, только картриджи меняй. Правда там это так беозблачно тоже не получилось сделать, но это уже другая тема
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
21.12.2020 14:54:25
Кирилл Пасхин, Вы даже не представляете насколько это ОРГОМНАЯ и прибыльная часть от всех пользователей. Дантисты и ювелиры. Обратите внимание на тенденцию в разработке крупных производителей смол - все работают в первую очередь над полимерами для дантистов и ювелиров. К примеру руководитель HarzLabs, говорит как им могут прийти дантисты из Японии и заказать тестовую партию полимера себе, в количестве КОНТЕЙНЕРА... Представляете какие там обороты? Так что обычные пользователи - это просто придаток по сравнению с рынком сбыта дантистам и ювелирам, к сожалению...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
21.12.2020 14:26:19
Цитата
Доморама написал: Есть какие то объективные параметры хорошо натянутой пленки? кроме как чтоб "как барабан" ?
Один из способов более "точной" натяжки - это измерение звуковой частоты резонанса этого "барабана". Ставите на телефон приложение типа Spectroid, запускаете его и постукиваете по плёнке рядом с телефоном. На ванночках фотонов хорошим натяжением считается , когда пик спектра резонирует на частоте около 350HZ. Приемлемым считается от 250, хотя я предпочитаю всегда натягивать в районе 350... Конечно метода тоже не идеальная и зависит от толщины плёнки и конструкции ванны, но это даёт более "ясное" представление о натяжке чем "на слух".
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Конечно Лучше, конечно брать более подходящий для окраски цвет, можно например серый или даже белый или вообще прозрачную смолу под окраску. Но в любом случае - добавление чёрного, пурпурного (красного) и жёлтого - дадут улучшение по точности.
Пигменты в продаже - идут не в виде пигментов как таковых, а в виде жидкого, но очень сильного концентрата. Мешаются легко обычным перемешиванием палочкой Я мешаю в обычном пластиковом стакане, палочкой для суши
По пропорциям - тут, как я и говорил - сложно всё. Нужно проверять для каждой смолы... В идеале проводить серию тестов , плавно увеличивая степень окраски. Я могу лишь сказать как подкрашиваю смолы с которыми работаю непосредственно.
Производители пигментов дают вот такой справочный буклет, от которого можно начать отталкиваться при первых опытах:
Кирилл Пасхин, Хороший вопрос, кому эта процедура кажется сложной, но как есть Это не я придумал, это мне говорил один производитель принтеров непосредственно. Речь в бОльшей степени идёт о дантистах, которые поголовно стали использовать такие принтеры - не хотят они заморачиваться с кручением гаек и натяжкой. Им надо как картридж - вынул, поставил новый... П.С. посмотрите чат, почему-то до вас сообщения не доходят
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
21.12.2020 13:39:26
Сергей, ну, собственно всё то о чём я писал раньше Все правила оптики распространяются и на пигментацию. Чем плотнее окрашена смола в цвета, не пропускающие синее излучение - тем точнее смола. Добавление белого пигмента ведёт к увеличению отражения, но так же убирает прозрачность смолы. Так что да, практика рабочая. Но поскольку фабричные смолы подкрашены изначально по разному - для каждой смолы нужно будет искать рецепт оптимальной подкраски.
Да, это конечно же влияет на время засветки, если мы говорим о плотной подкраске. Можно перекрасить смолу так сильно - что слои перестанут спекаться между собой, хотя это, конечно, уже крайний случай. Так же добавление чрезмерного количества пигментов влияет и на физико-механические свойства смолы. Чем сильнее подкрашен полимер - тем более хрупким он становится.
Стоит отметить, что смолы подкрашенные вручную будут больше подвержены оседанию пигмента, чем окрашенные на заводе смолы. Так же нужно отметить что добиться идеального повторения цвета, если такое необходимо, тоже затруднительно, смешивая небольшие объёмы.
Я пользуюсь пигментами от HARDLIGHT (опять же... Надо их заставить какое-то поощрение мне выдать за рекламу ). Пигменты в цветовой системе CMYKW, так что можно получить почти любой желаемый цвет в итоге.
Для увеличения детализации по XY - подойдёт, как обычно, окраска в чёрный, пурпурный и жёлтый цвета и их смеси. Для уменьшения паразитной засветки по Z - добавление белого или более плотная окраска ранее приведёнными цветами. Слабая окраска и окраска синим цветом почти не даёт улучшения по детализации.
Кирилл Пасхин, Согласен полностью, что решения сомнительные. Особенно на старте, когда Эникубики просто не предоставили запасных рамок с плёнками. К сожалению, есть вероятность что к этому перейдут все рано или поздно. К сожалению многие потребители жалуются на "крайне сложную" процедуру по замене плёнки, именно из-за них производители и приходят к таким решениям
Про ПО - это совершенно не простительная ошибка от Эникубиков, факт. Не провести банального бета-теста своей программы перед массовым стартом прождаж - это фиаско, тут никак нельзя оправдать китайцев... Но цена и возможность купить принтер напрямую, хоть как-то это компенсируют...
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
21.12.2020 12:50:22
Доморама, Да, у Соника алгоритм примерно такой. Вниз он тоже опускается с двумя скоростями. Я не успел уловить зависимость "третьей" скорости от настроек, но она есть. Задать её цифрами в слайсере нельзя, она как-то отталкивается от двух заданных скоростей. Я успел снять дамп прошивки принтера, но не успел его как следует расковырять, чтоб настроить нормальные ускорения и избавиться от этой третьей скорости. Попробуйте поставить обновление от производителя, должно стать лучше в плане отрыва. Найти файлы и инструкцию можно здесь:
Вниз опускание платформы сначала происходит с третьей скорости, потом по заданной в слайсере. Высота подъёма платформы - задаётся в слайсере и , к сожалению, эта третья скорость не добавляет высоты отрыва, то есть если выставили 5мм отрыва - то выше 5 мм стол не поднимется. До какого значения происходит подъём с заданной скоростью в слайсере - я не могу подсказать, к сожалению - принтер раньше умер чем я успел всё протестировать и понять
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
21.12.2020 12:06:23
Цитата
Сергей написал: А еще на предыдущем Сонике мини, пишут, вообще пластиковая ванночка была.
Честно говоря, Я может быть предпочёл бы и пластиковую ванночку текущей металлической
Кирилл Пасхин, Но к Энукубику можно купить ванночку за 1700 рублей и проблем не знать. А вот к SM4K - на текущий момент - это проблема сделать. Благо принтер стал , вроде, популярный, может товарищи из Китая подсуетятся...
Доморама, рад стараться! Проблему прилипания, как я и говорил, лучше всего решать заменой плёнки - 90% пользователей этого принтера так и делают. Альтернатива лишь в увеличении размера поддержек или в повышенной экспозиции, чтобы смола была более прочной при печати, что неизбежно приведёт к ухудшению детализации... А вообще, искренне надеюсь, что проблемы моего принтера не коснутся Вашего!
Я использую не совсем простую смолу - это изготовленная на заказ смола AmeraLabs AMD-3 чёрная, с более плотной окраской для повышения детализации. Она отличается по своим характеристикам от обычной AMD-3, так что время экспозиции будет бесполезным. Но скриншот настроек оставлю. Да, учтите - я печатаю все изделия на 20 микронах, впрочем это влияет лишь на время экспозиции. Не забывайте что под каждую смолу нужно отдельно подбирать оптимальное время экспозиции!!
Касательно печати моих деталей. Что ПТБ, что бомба Grand Slam - имеют не плоское основание - в основании содержатся пазы и ответы для них, кроме того, все детали - полые, что бы не тратить лишнюю смолу и не наращивать вес итогового изделия. Поэтому такой метод печати - оптимальный, на мой взгляд.
С одной стороны, я с Вами согласен. Но лишь отчасти. Во-первых Эникубики - разные. Да, на всех без исключения стоит не серьёзная механическая часть. Однако если попались не бракованные компоненты - результаты печати на откалиброванном Эникубике , например Photon S с модификацией экрана, не уступят качеству печати на лазерных или ДЛП принтерах. Конечно, я не беру в расчёт первый Photon, но это и не современная уже модель. Можете конкретизировать, на чём Вы в итоге договаривались печатать мастер модели и что хотите ставить себе в ателье?
Elegoo Saturn - является точно таким же, с технической точки зрения, начальным уровнем и совершенно не превосходит по качеству итоговых распечатков Эникубики. Те же 50 условных микрон по оси XY, та же без брендовая китайская механическая часть, обычный трапецеидальный ходовой винт... Только что площадь печати больше, но так это к качеству никакого отношения не имеет...
Конечно, ювелирные DLP принтеры способны выдать качество поверхности сильно лучше, но при этом область печати по XY у них будет чуть больше спичечного коробка. Лазерные принтеры - очень от модели зависит. Form 2 - это просто ужас в плане точности выходных распечатков, технические решения этого принтера - просто не позволяют печатать без оптических искажений. Огромным плюсом DLP и Лазерных решений был выбор смол, которые раньше могли печататься только на мощных источниках излучения. На сегодня, LCD принтеры с монохромными экранами и хорошими параледами - уже могут печатать смолами, предназначенными для DLP, да и сами смолы уже стали обладать лучшими характеристиками.
Спасибо, рад поделиться информацией. Надо понимать что есть много людей у которых проблем с полосами не возникает, то есть это конкретно мой образец. Но все остальные косяки - это не меняет. Сейчас многие люди, кото выпускает свой афтермаркет в гараже в виде фотополимерных изделий - стали печатать именно на Сонике и только лишь из-за его 4К экрана. Собственно я из их числа, ибо некоторым очень принципиальны следы от вокселей на деталях. Надеялся что будет лучше в плане поверхности да и есть нужда во втором принтере. Теперь получилось что сижу и без денег и без принтера, и похоже, сидеть мне до следующего года как минимум.
Есть ещё один момент, который я упустил. Это очень большой плюс в копилку Anycubic. Я после Фотон С уже привык, что все настройки файла я могу на лету поменять прямо во время печати на принтере. Это существенно облегчает подбор оптимальных настроек на плоских тестах, если не использовать REFR. То есть на флэшке спокойно лежит один нарезанный файл с плоским тестом и настройки подъёма, скорости отрыва и экспозиции я меняю во время печати, либо пока каретка едет вниз, либо во время засветки первого слоя - это очень удобно. Нет нужды каждый раз идти и переделывать файл в UV Tools или вообще его перерезать. У Соника же - можно изменить ТОЛЬКО время экспозиции базовых и основных слоёв, а так же задержку включения засветки, причём задержку можно поменять только у основных слоёв! Что приводит к лишним, на мой взгляд телодвижениям.
Так Phrozen, по идее - фирма классом повыше Да, аппарат изначально создан как бюджетный, и по цене 300 долларов - это очень конкурентно способный аппарат. Но по цене в нашей рознице - это пипец... Особенно умиляет что все западные "блогеры" практически ничего не говорят о недостатках данного принтера... Раньше Phrozen были действительно очень годными - их первые Shaffle были на хороших компонентах, механика там очень серьёзная, стояли ШВП вместо обычный трапецеидальных винтов. А сейчас даже на дорогом Соник 4К (не мини) - стоят точно такая же ванна и обычный винт... И это за 135 тысяч рублей!
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
20.12.2020 18:58:46
Всем привет! Активно тема стала развиваться, это круто
Хотел поделиться своим опытом работы с Phrozen Sonic Mini 4K. Заранее скажу, что некоторые вещи из моего небольшого отзыва - субъективные, потому что мне , скорее всего, достался бракованный принтер. Сейчас принтер лежит уже вторую неделю на гарантии, пока молчат. Причина - перестал нормально показывать основной экран. Проблема либо в материнской плате, либо в самом экране, посмотрим.
Итак приступим. Принтер мне обошёлся в 40 тысяч рублей. Сейчас цену на него подняли. Если честно, то цена очень сильно завышена. Общее качество исполнения - довольно плачевное для аппарата, который уже выбивается из бюджетного сегмента. Но попытаюсь обо всём по порядку.
Принтер сделан на первый взгляд довольно не плохо. Рельсовая линейная направляющая, металлическая ванна, хороший доступ, благодаря колпаку, а не узкой дверце, как на моём Фотон С, параЛЕД (УФ модуль засветки с выпрямляющими линзами), 4К монохромный экран.
Что не понравилось с ходу на первый взгляд - печатный стол - прямиком из под фрезера - печатная плита практически зеркальная, из-за чего адгезия к ней прямо скажем, не очень. Сам производитель кладёт в комплекте шлифовальный круг, градации Р80 и предлагает решить эту проблему самому... Я бы, честно говоря, был не против, если бы принтер был реально бюджетным и стоит свои 330 долларов, но за принтер ценой в почти 600 - это меня лично напрягает. Вообще цена этого принтера - это самый большой его недостаток - он просто не стоит этих денег. И его конструкция вся буквально кричит о том что его делали как можно дешевле.
Отшлифовал стол, правда взял большой лист, градации Р320. Провёл калибровку стола. Тут тоже есть свои тонкости. Система калибровки стола - на сегодня одна из самых удачных. Это 4 горизонтальных болта. Однако в реализации этой системы на данном принтере есть конструктивный просчёт. Связан он с тем как печатный стол крепится к кронштейну. Выглядит это как "П"-образная скобка, которая не одевается на сам кронштейн, а загоняется под него и крепится большим пластиковым барашком сверху. Сталь, из которой выполнена "П" образная скоба не то чтобы очень мягкая, но в момент когда затягивается верхний барашек - пластина, естественно, пытается сжаться внутрь. Из-за чего при калибровке, даже при полностью ослабленных калибровочных винтах - печатный стол не имеет свободного хода - его зажимает. Проблема не то чтоб очень большая - её можно решить или вручную слегка разогнув эту пластину, или при калибровке не очень сильно затягивая барашек. Я выбрал последний вариант.
Проблемы калибровки на этом не закончились и тут нас ждёт очередная проблема не очень хорошей сборки и технических решений в принтере. Дало в том, что печатный стол нужно калибровать не по экрану, а по ленте крепления экрана. Тут надо немного углубиться в способ крепления экрана на своём месте. Итак, матрица с небольшим защитным стеклом кладётся в паз в основной плите и затем поверх оклеивается специальной изолентой. Причём это не просто изолента, как может показаться на первый взгляд, под этой изолентой есть слой пластика, который там находится, как мне кажется, по замыслу инженеров, чтобы обезопасить плёнку ванны от повреждения об острые углы защитного стекла экрана, ибо стекло чуть возвышается над общем уровнем плиты. Из-за этого толщина этой "изоленты с пластиком" получается очень большой - существенные 0,2мм. Теоретически, если всё собрано идеально - печатный стол должен поместиться в вырез данной изоленты, и калибровка должна происходить по экрану. Хотя это не логично само по себе, потому что при такой калибровке - мы откалибруем печатный стол ниже чем нужно - потому, что плёнка ванны будет на самом деле натянута между возвышениями изоленты, и не будет непосредственно лежать на экране. А реальности, при сборке принтера возникают некоторые нюансы. Во-первых, часто эту рамку изоленты клеят как попало, в итоге - печатный стол может при калибровке 3-мя углами опираться на экран, а четвёртым опираться на изоленту. Понятное дело что ни о какой нормальной калибровке при такой ситуации речи быть не может. Во-вторых, в моём случае и как минимум я видел ещё один такой на Facebook - при установке экрана в паз - что-то попадает под один угол экрана. Я не вытаскивал экран из паза, но предполагаю, что сборщики не очень аккуратно там клеят двусторонний скотч, он сборит и из-за этого экран не совсем ровно приклеен. Это как раз мой случай, у меня один край экрана чётко выше, чем 3 других. При этом стол в моём случае чётко опирается всеми 4-мя углами на крепящую экран изоленту. В итоге, я откалибровал стол как есть, лишиться гарантии, снимая экран и плёнку мне пока не хотелось (и не зря, как оказалось). Задрал время экспозиции нижних слоёв и более менее детали хорошо прилипали к платформе, с этим проблем не было.
Калибровку выполнил, поставил первые тестовые печати на своём самом точном полимере. Сходу решил поставить 1с на слой 20 микрон - и это оказалось почти самое удачное время для печати. Печать тестовых моделей показала, что точность принтера из коробки - далека от идеала, хотя и, несомненно, сильно превосходит стандартный Photon S. Детали на выходе получаются глянцевыми, мелкое негативное пространство (углубления, вырезы и т.д.) заплывает, даже на резкой и точной смоле. Кубик 3DSLA показывает, что вертикальные прорези пропечатались лишь до значения 0,25 и это, если честно, довольно плохой результат, особенно на этой смоле. Напомню, что после модификации - Photon S пропечатывает щели вплоть до 0,15, то есть на две щели больше - 0,25 и 0,2мм.
При дальнейшей печати всплыли некоторые другие косяки принтера, в том числе, и критичные, по моему мнению.
Начнём с не критичных. Мне очень не понравились настройки кинематики в прошивке принтера, о чём я сразу же написал производителю. Мало того что максимальная скорость передвижения каретки - очень сильно ограничена, так что после начала печати каретка едет от самого верха ну очень долго. Но движение каретки не имеет плавного ускорения. Это создаёт очень серьезные проблемы при отрыве детали от плёнки и вынуждает использовать крайне низкие скорости отрыва и ретракта, иначе детали просто вырывает или происходит разрыв слоёв во время печати. Ни о каких 180мм/мин отрыва, как стоит на моём Photon S и речи быть не может, по крайней мере с родной плёнкой. Почему я говорю что это не очень критично? Потому что это можно поправить - это правится в прошивке и на сегодня - производитель уже выпустил обновление, которое меняет логику движения, добавив как раз ускорения. К сожалению, я не успел проверить данные настройки, т.к. мой принтер уже был в сервисе, когда выпустили данное обновление. Однако пользователи отмечали, что настройки всё ещё требуют доработок. Кроме того проблему можно минимизировать используя качественную FEP плёнку (например плёнку от HardLight или Epax non-FEP).
И тут можно плавно перейти к критичной проблеме, а вернее даже двум. Первая - менее критичная. Родная плёнка от Phrozen - это самая худшая плёнка, которую мне доводилось использовать. К ней всё липнет настолько сильно, что печатать неоригинальными смолами - практически невозможно. Но благо, эта проблема лечится заменой плёнки на качественную. Для начала я решил поменять её на плёнку от Anycubic (у меня не было на тот момент плёнки от Hardlight). И тут всплыл гораздо более серьёзный и уже критичный недостаток.
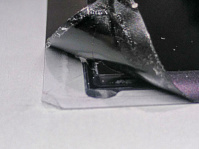
Конструкция ванны обладает существенным просчётом инженеров. Phrozen хотели сделать замену плёнки менее проблемной и не стали делать составную рамку, в которой сначала зажимается лист FEP плёнки, а затем уже эта рамка с плёнкой устанавливается и натягивается в ванночку, как это сделано , к примеру, у Photon S. Тут мы имеем одну рамку и саму ванну. По задумке - мы просто кладём лист плёнки на ванночку и притягиваем его рамкой. И всё бы хорошо, но почему-то, производитель сделал слишком маленький ход этой рамки и даже полностью затянув все болты до упора - плёнка остаётся недотянутой. По этой причине - во-первых, плёнка быстро приходит в негодность - она очень быстро вытягивается в местах поддержек, особенно если поддержки крупные. Остаются не то что небольшие выпуклости, как это бывает при печати на остальных принтерах, но буквально возникают крупные бугры, высотой до 1мм, которые уже серьёзно сказываются на печати. Причём это происходит и на родной плёнке с завода, то есть дело тут не в плёнке и не моей криворукости. На это жалуются все пользователи принтера, кто напечатал тестовый файл, который идёт к принтеру на флэшке (кольцо). И тут заменой плёнки уже отделаться гораздо сложнее. Нужно как-то делать преднатяг плёнки перед её установкой и фиксацией в ванне. И во-вторых, приходится ставить высоту отрыва детали выше, иначе рискуем просто не оторвать деталь между слоями.
Кроме того, финишное покрытие ванночки - довольно шершавое, и при протирании ванны бумажными полотенцами - они трутся словно об наждачную бумагу, образуя катышки. Простая протирка ванны выливается в какое-то мучение, особенно если хочешь лишь протереть один край или стенку ванны от капли смолы, а не чистишь ванну после сливания смолы.
Смолу не очень удобно сливать из этой ванны. Из-за её формы, как бы мы не наклонили ванну - у неё получается 2 бортика с которых пытается стечь смола. Не очень критично, но раздражает, особенно после ванночки от Photon S.
Проблема ванны стоит довольно остро, ибо способ крепления ванны на Сонике не позволяет установить ванну от того же Photon’a. И все её аналоги, которые можно за очень дёшево купить на Али. Нужно либо дорабатывать (сверлить) крепления для установки ванны от фотона, что грозит лишением гарантии, либо искать хорошую замену в штатное место, или, как упоминалось выше - придумывать способ преднатяга плёнки.
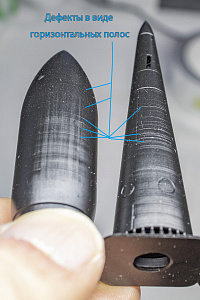
Пока я решал все эти проблемы с плёнками и ванной - на всех моих тестовых печатях были заметны непонятные горизонтальные полосы, которые я естественно пытался устранить путём подбора настроек, что было тщетно. Я так же нашёл, в тестовых целях, способ установки ванны от Photon S, в которой у меня уже установлена плёнка от HardLight и я уже соответственно знал что на этой ванночке нет никаких проблем с печатью. Таким образом я отмёл все проблемы, которые могли быть связаны с родной ванной, но проблему полос это не решило. Подбор настроек также не решал проблему.
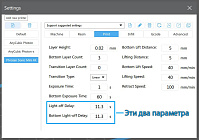
Кстати о настройках. Следует отметить, что принтер использует материнскую плату производства ChiTu Systems, то есть все настройки и меню - типичны для всех принтеров основанных на этой системе. Так вот есть одна крайне не удобная настройка, которая на Anycubic’овских принтерах реализована намного логичнее, хотя и основаны все Anycubic’и на платах и логике от ChiTu. Я говорю о так называемой задержке перед включением засветки, в английской версии ChiTuBox - “Light-off Delay”. Смысл этой настройки в том, что после завершения движения платформы - смола в ванне требует некоторого времени, чтоб “успокоиться” и прийти в статичное положение, а также для возврата плёнки в ровное натянутое положение, если между пленкой и экраном есть воздушный зазор, как в случае с Sonic Mini 4K. На принтерах с РГБ экраном, медленной смолой, или слабой системой УФ излучения, этим параметром зачастую можно было пренебречь (хотя это в корне не верно!), т.к. за 1-2 секунды что смола находится в движении - она просто не успевала засветиться чтоб как-то заметно повлиять на исход всей печати. Однако на современных принтерах с монохромными экранами и мощной засветкой, когда смола спокойно набирает полную прочность за 1-2 секунды, пренебрежение этим параметром может вылиться в постоянные артефакты на печати и другие “весёлые” проблемы.
Это время зависит от “густоты” смолы, скорости опускания платформы, а также объёма детали или стола и для каждой смолы её нужно подбирать. В основном считается что задержки перед включением УФ засветки в 2-3 секунды достаточно в большинстве случаев. Так вот на принтерах Anycubic достаточно поставить эти самые 2-3 секунды и получить результат. А вот на всех принтерах с материнскими платами на ChiTu на сегодня, поставив время 2-3 секунды - вы получите проблемы, т.к. никакой паузы перед включением засветки по окончании движения - не будет. Причина в логике расчета этого времени в системе ChiTu. Anycubic отсчитывает время задержки после окончания всех передвижений каретки, в то время как ChiTu начинает отсчет сразу после окончания засветки слоя, ДО начала передвижения каретки. То есть время задержки на платах ChiTu равняется желаемому времени задержки + времени необходимому каретке для подъёма и опускания. Какой идиот это придумал и зачем - я, честно, не знаю. Но при таком подходе - мало того, что нужно самим рассчитать время за которое происходит передвижение каретки (программа этого не делает, и собственно не может, так как не знает заданных параметров ускорения в принтере), так ещё это время нужно будет соответственно менять каждый раз, если Вы захотите изменить скорость передвижения каретки или высоту отрыва детали.
Итак не получив желаемого результата - я стал искать проблемы, связанные уже с механикой принтера, ведь дело явно уже было не в настройках печати.
Первое что я заметил - так это слабую общую конструкцию кронштейна крепления стола. Кронштейн выполнен двумя, соединёнными между собой болтами, алюминиевыми пластинами толщиной около 7мм. Их жёсткости явно не хватает и всю эту конструкцию довольно сильно гнёт при отрыве деталей от плёнки. Особенно это заметно на родной плёнке, так как она требует бОльших усилий для отрыва деталей. Гораздо меньше проявляется на качественной плёнке, но присутствует всё равно. Эта проблема может сказываться на результатах печати в виде горизонтальных полос на моделях, особенно касается моделей с большой площадью сечения и на мягких полимерах.
Но такая проблема существует и на моём Photon S, хоть и в меньшей степени, так что я стал искать проблему дальше. По моему опыту к горизонтальным полосам может также приводить люфт гайки ходового винта. В данном случае у Sonic’a всё хорошо - гайка имеет пружину преднатяга, причём направлена она правильно, в отличии от некоторых других принтеров и давит на платформу вниз, а не пытается поднять платформу... Выраженных люфтов не имеется.
Но во время проверки, чистки и смазки этой гайки, я обнаружил что каретку не хило закусывает на рельсовой направляющей и силы преднатяга гайки может тупо не хватать, чтоб сдвинуть каретку с места такого “закуса”. Я практически уверен, что этот дефект каретки и является причиной того что принтер полосит на всех без исключения моделях, в случайных местах. Скорее всего, мне не повезло и на других принтерах такого дефекта может не быть. Но это, как минимум, говорит о паршивом контроле качества производителя. Вообще я не особо понимаю, почему они не могли раскошелиться на какую-нибудь фирменную направляющую, которая бы гарантировало качество исполнения, тем более что фирма - Тайваньская и в Тайване - очень много качественных производителей таких направляющих (HIWIN, TBI Motion и т.д.).
К сожалению решить вопрос с горизонтальными полосами я так и не смог - через 2 недели тестов на принтере - перестал нормально показывать слайды основной 4К экран и я повёз принтер в сервисный центр.
Отдельно хотелось бы сказать, о том, как не приятно было производить этот процесс в магазине “Цветной Мир 3Д”, в котором собственно приобретался принтер. Приёмщик, он же инженер, когда я ему сказал о проблемах с механикой принтера и показал фотографии дефектов стал утверждать что это исключительно проблемы настроек печати и держать меня за полного идиота. Первый раз не вписал данный дефект в акт приёма-передачи, и даже не проверил состояние принтера и его комплектацию при приёмке, указав в акте не полную комплектацию. Акт, естественно переделали, но уже понятно по позиции инженера, что каретку, скорее всего, проверять они не будут. Буду надеяться, что я заблуждаюсь.
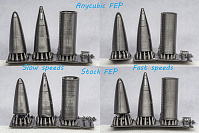
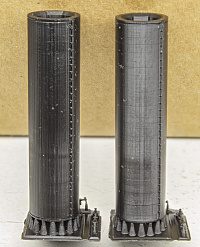
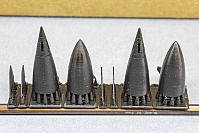
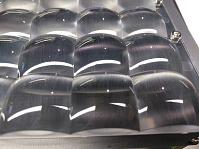
Теперь по качеству полученных распечатков. Не учитывая проблему горизонтальных полос на моделях с Sonik Mini 4K - поверхность действительно выглядит приятнее чем на модифицированном Photon S - на конусах хорошо заметна разница в разрешении экрана и размере пикселя. Кроме того, в данном принтере уже сделана более адекватная реализация технологии АА (Анти-Альясинга) через частичное затемнение пикселей, помогающая сделать поверхность более гладкой. Надо отметить что на сегодня - этот метод применяется на всех современных моделях принтеров у которых стоят последние версии материнских плат ChiTu, даже на принтерах с RGB экранами. Не смотря на плохие результаты в негативном пространстве на тестовых распечатках, на моделях вся детализация на месте, клёп, расшивка и пазы различимы и в допусках, хотя клёп и получился менее чётким. На всех фотографиях - слева - печать аналогичной детали на моём модифицированном Photon S, а справа на Sonic Mini 4K.
В общем, печать выглядит очень годно. Могу отметить что уважаемый Муса Закореев (Prop&Jet, Pepelatz), сейчас тоже активно использует данный принтер и у него проблем с горизонтальными полосами нет. Хотя он и согласен со мной в отношении остальных недостатков принтера. Кроме того, в последнее время я стал обращать внимание, что более поздние версии принтера идут уже явно с другой кареткой - на моём принтере стоит зелёная каретка, в то время как на последних принтерах, судя по постам в Facebook - каретка теперь жёлтая. Причину смены - я не знаю, возможно ставят то, что есть, а может обнаружили низкое качество у предыдущего поставщика, но это, лишь догадки.
Хочу ещё рассказать о некоторых, на мой взгляд, проблемных вещах принтера.
1.ParaLED. Параледы у компании Phrozen никогда не отличались равномерностью, уж не знаю с чем это было связано и на первых партиях SM4K пользователи очень сильно жаловались на высокую неравномерность засветки на границах линз отдельных диодов. По идее это должно решаться верной конструкцией самих линз и настройкой расстояния от диодов до линз и их расстояния до LCD экрана. В чём именно накосячили Phrozen - я не уверен, но их решение данной проблемы, которое они практикуют на более поздних версиях принтера - просто ужасное, как по мне. Мой принтер пришёл уже с “фирменным, заводским решением”. Решение проблемы по мнению производителя - это ручная шлифовка плоской части линз параледа наждачкой… тупо… Стоит ли говорить что решение это совершенно непрофессиональное, ведь шлифовка вручную неравномерна. Я понимаю, что производитель хотел сделать рассеиватель таким образом, и хотя я этого не приветствую в общем, это стоило сделать более технологичными способами, к примеру покрытием матовым лаком или плёнкой, но уж точно не шлифовкой вручную… При этом сама идея ParaLED теряется, и скорее всего, такой плохой результат в негативе мы видим именно в связи с данным решением.
Внутреннее убранство принтера - это минимализм. У некоторых пользователей возникают проблемы что шлейф основного экрана попадает в область печати и это не удивительно, ведь по сути он не закреплён. Также меня удивило крепление платы-переходника интерфейсов от основного экрана до материнской платы… Она приклеена на изоленте… И это всё её крепление. Некоторым пользователям принтер приходит с болтающейся платой на шлейфах, когда изолента отклеивается… И в процессе эксплуатации такое может случиться с каждым данным принтером…
У многих пользователей принтера трескается корпус принтера, причём сам по себе. И речь в данном случае не о декоративном колпаке, а о пластике, который по сути является несущим… По крайней мере пользователям за рубежом, Phrozen заменяет эту деталь, что будет в случае такой ситуации у нас - тяжело сказать, но, если судить по реакции приёмщика на простую проблему, виноватым , похоже, будут делать пользователя и это очень печально, особенно учитывая, что купить принтер напрямую от производителя в России невозможно.
В заключение лишь скажу, что принтер вышел для России неоправданно дорогим, при этом единственным его реальным преимуществом является наличие 4К экрана, который не создаёт прямо масштабной разницы в качестве поверхности, по сравнению с нормальными 2К аналогами, если быть откровенным. Конечно разница есть, но лично для меня - этот плюс явно перекрывается кучей минусов данного принтера. Кроме того этот экран будет явно сильно дороже при замене, а срок его жизни - вопрос спорный, реальную картину можно будет увидеть лишь по статистике пользователей… Необходимость сразу же из коробки менять плёнку в ванне и шлифовать печатный стол - может быть не приятным сюрпризом для новичков. Если раньше можно было сказать, что мы переплачиваем за “бренд” и качество, которым кичились продавцы Phrozen, то на моём примере мы видим, что качество совершенно не гарантируется...
В общем, прошу прощения за такой большой объём текста, но раз уж обещал отчитаться - то отчитываюсь, краткость - явно не моя сестра
Я же написал придерживаться шага, а не слоя 0,01 То есть, да - 0,02; 0,03; 0,04; и т.д.
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
26.11.2020 15:04:34
Кирилл Пасхин, Не за что! Какая высота отрыва у Вас в настройках? И время задержки включения? И подумайте над заменой стандартной плёнки
Применение в моделировании 3Д принтеров., Очерк из опыта практического применения 3Д печати в моделировании
Пользователь
Cообщений: 264Регистрация: 26.06.2018
26.11.2020 14:30:34
Мне очень понравился "Момент 60 секунд" - есть время на позиционирование и это гель. А излишки можно легко убрать дебондером. Я использую дешёвый для снятия ресниц - работает шикарно
Не рекомендуется печатать слоями с градацией 0,005 мм - это получается не механический шаг шагового двигатея, а так называемый микрошаг - программное воплощение дополнительного шага - существует возможность сдвига, т.к. контроллеры и сами шаговики на дешёвых принтерах оставляют желать Поэтому лучше придерживаться стндартного шага для двигателя - 0,01мм.
Кирилл Пасхин, касательно ступеньки - обычно такие проблемы вызваны либо очень высокой силой отрыва слоя от плёнки, либо недостаточным количеством поддержек, либо смола слишком мягкая и деформируется, опять же, из-за сильного отрыва. Последнее - вероятно Ваш случай, т.к. на бОльшей высоте слоя проблема исчезает - а при большей высоте слоя - прочность смолы во время печати выше. Один из вариантов решения проблем с деформациями при печати от механических нагрузок - это печать на "двойной" экспозиции - в таком случае смола набирет достаточную прочность, чтобы противостоять нагрузкам, но такой метод слабо подходит для стандартных бюджетных принтеров, т.к. резко падает детализация печати - всё заплывает. Если честно я в своё время пытался играть в игру "расположи деталь так чтоб было наиболее гладко", но в итоге всё всегда заканчивалось компромиссами - либо гладко, но искривление геометрии, либо требуются доп поддержки, либо на детали хорошо выглядит только одна сторона, в остальные хуже. В итоге я всегда печатаю детали так чтоб площадь сечения слоя была минимальной, при этом если деталь симметричная - стараюсь располагать по оси симметрии.
Ещё вопрос - а какая у Вас стоит высота отрыва в мм? И задержка включения засветки?
Цитата
Сергей написал: AK3D топит за Phrozen Sonic Mini 4K и его характеристики действительно впечатляют
Уточнение, Принтер сделан In Taiwan, но проблемы с заказом это не решает. И я всё-таки взял его на тесты. Пока что мнение очень неоднозначное, честно говоря. Есть вещи которые сильно раздражают по сравнению с Фотон С. Но детализация из коробки почти такая же как на моём модифицированном Фотон С, тут нужно отдать должное... Когда разберусь с проблемами и протестирую более подробно - оставлю своё мнение.
Кстати, касательно плёнки - плёнка плёнке - рознь и плёнки сильно отличаются по своей "прилипучести". На SM4K (Sonic mini 4k) сейчас как раз столкнулся с тем что родная плёнка - ОЧЕНЬ сильно липучая, по факту даже не получается толком распечатать модели, которые я легко печатал на Фотоне. Самой лучшей плёнкой по многочисленным и не только моим тестам - можно считать плёнку от фирмы EPAX - так называемую - non-FEP плёнку. Название, конечно же, чистой воды маркетинг, но качество действительно хорошее. Нам в России сильно повезло и не нужно заказывать эту плёнку через Amazon или как-то ещё, есть фирма Hardlight - которая продаёт "очень качественную плёнку и не EPAX" , но с того же завода Цена, конечно, кусачая - 500р за одну, но живёт плёнка долго, если не натирать её бумажными полотенцами, как советуют многие недоблогеры, и однозначно она того стоит - детали которые не печатаются на родной Эникубиковской плёнке - печатаются на плёнке от HardLight без проблем.











































 Со знакомым тестировали на сколько нагревается смола по время засветки в принтере. Его тепловизор показал что пик нагрева за буквально доли секунды уходил в район 90 градусов... И это тоненькая плёночка размазанная по плёнке... Так что да - во время печати вся ванночка смолы сама очень не плохо нагревается...
Со знакомым тестировали на сколько нагревается смола по время засветки в принтере. Его тепловизор показал что пик нагрева за буквально доли секунды уходил в район 90 градусов... И это тоненькая плёночка размазанная по плёнке... Так что да - во время печати вся ванночка смолы сама очень не плохо нагревается...
 Но это не вина принтеров
Но это не вина принтеров