| Цитата |
|---|
| Вот, сделали же этот узел…. и вроде хорошо получилось. Правда это 35 масштаб, но и у тебя не 72-й |
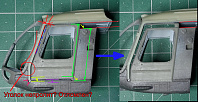
Позволю вставить себе 5 копеек. Сделать-то его сделали. Только клёп, за который так борется Игорь, - снесли напрочь, конечно если отбраковка, из которой собирал производитель, не заключается в непролитом клёпе. Хотя и так видно - что по сути заднюю часть - тупо сточили, это прекрасно видно по длинам узлов до стыка, так что клёп бы всё равно снесли:
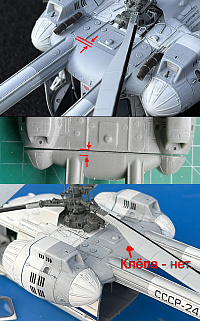
Я бы не сказал что это "особенность технологии". Ну допустим то, что немного повело смолу - да, можно сказать что это особенность технологии. А вот то, что этот "зализ" на стыке - это просчёт производства - я считаю что да. И проблема тут изначально ещё на стадии 3д печати мастер-модели, ибо поддержки похоже расставлены не оптимально для печати острого торца, а для упрощения последующего литья. То есть литник печатался сразу с мастером. Мастер не печатался отдельно, а затем не обрабатывался ДО отливки. Как по мне - это просто удешевление технологии, сказывающаяся на конечном качестве продукции. Впрочем производитель и ступеньки от 3Д печати не убирает на мастерах в большинстве мест. Интересно какой у них тираж, что они просто не продают в таком случае 3Д печать - это получится дешевле чем литьё на небольших тиражах даже по себестоимости. Правда, это при условии, что они сами занимаются печатью и литьём. Даже если я не прав, и мастеры печатаются на своих поддержках, а затем склеиваются с литниками - явно видно, что этот "зализ" на торце из-за неверных поддержек. Фотографии мастер моделей после принтера из их "вк":

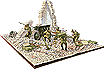
Ещё интересно, что у них в "вк" проскакивает фотография отливки этих деталей с другим литником и без этого округлого стыка, похоже что его уже сточили и соответственно без клёпа, судя по комментариям это 35й масштаб:

Так является ли нежелание производителя изначально делать ровные детали особенностью технологии?.. По сути это и не брак, т.к. такие детали изначально отдали на литьё





































 Читубокс модель скушал нормально. В общем просто масштабирование не верное при экспорте, или в самом Блендере.
Читубокс модель скушал нормально. В общем просто масштабирование не верное при экспорте, или в самом Блендере.